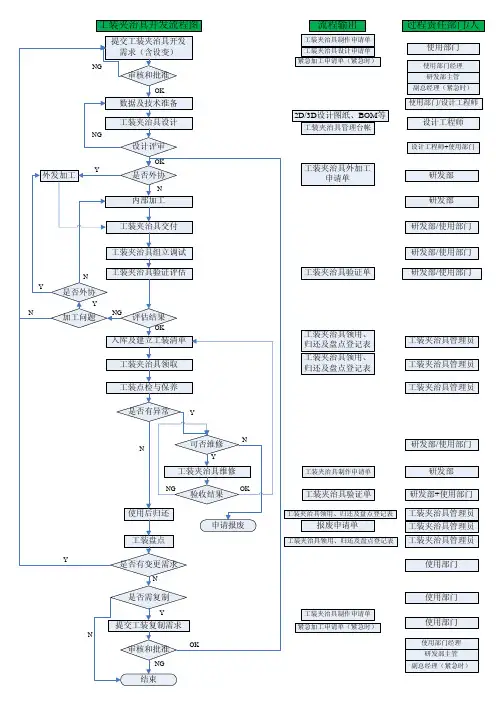
XX有限公司工装治具开发流程图
- 格式:ppt
- 大小:256.50 KB
- 文档页数:13
工装治具的设计与制作及管控流程1 目的将工装治具用于生产助定位作业,使生产之工序顺畅,防止制程之问题发生,确保生产顺利,提高生产效率,从而满足客户的品质要求,且达成公司的质量目标。
2 适用范围适用于建荣公司生产之制程。
3 治具设计的工作及注意事项3.1 明确了解工艺规程及产品效果图而设计治具之目标,应明确产品的生产性,根据设计策划、工艺规程和产品图纸进行设计。
务必注明产品的零件号、工件穴号、治具名称、制造的数量、要用的型号和规格以及其它特殊说明。
根据工艺规程可以了解工件的定位基准和夹紧面、本工序详细的加工要求、原始尺寸及技术条件和公差、加工余量、定位基准的精度和光洁度、工件的材料硬度和处理、以及表面处理的情况等。
务必了解各工序之间的相互关系,如在本工序之前的有关表面的尺寸和光洁度等。
根据产品图纸可以了解工件的全貌及尺寸,各个表面化的尺寸精度、光洁度及技术条件、检查工艺规程所规定的要求是否正确合理,确认治具状态。
3.2 确定设计方案就是根据生产性,所用的设备,工件的技术要求和使用要求,来确定治具的结构型式。
在考虑设计方案时,一般应依照下列要求:1)确定定位方式,包括确定定位之工件的结构及工件排位/排模之间距(一般来说,定位基准是工艺人员按产品之工艺要求指定的,必须注意治具上的产品在喷漆过程中要喷到油漆,但喷漆人员和治具的设计人员共同检讨提出好的意见)。
2)确定夹紧力的方向和作用点。
3)确定动力来源.4)确定单件夹紧还是多件夹紧。
5)确定单工位还是多工位。
6)根据上述几点方案,选择合适的夹紧装置和结构。
4 定位基准的选择4.1、在定位时,每个工件在治具中的位置是不确定的,对同一批工件来说,各件的位置也将是不一致的。
工件位置的这种不确定性,工件有几个自由度,沿坐标轴的移动自由度和绕坐标轴的转动自由度。
未定位前的工件是自由体,因此,为了使工件在治具中有一个正确位置,必须对影响工件加工表面位置精度的自由度加以限制。

工装研发流程工装研发流程是指在产品开发过程中,为了满足产品生产和组装的需要,设计和开发各种工装的过程。
工装是指用于加工、组装、检测和运输产品的设备、工具、夹具等。
工装研发流程一般包括以下几个步骤:需求分析、方案设计、工装制造、试用验证和优化改进。
下面将详细介绍各个步骤的内容。
一、需求分析在研发工装之前,首先需要进行需求分析,明确工装的具体要求和设计目标。
需求分析包括以下几个方面:1.产品要求:了解产品的规格、材料、尺寸等要求,以便设计出适用于产品生产和组装的工装。
2.加工工艺:确定产品的加工工艺,包括切削、焊接、冲压等工艺,以便设计出相应的加工工装。
3.工艺装备:了解加工工艺所需的设备和工具,以便为工装设计提供参考。
4.产能需求:确定产品的生产数量和周期,以便设计出能满足生产需求的工装。
5.质量要求:了解产品的质量要求,包括尺寸精度、表面光洁度等,以便设计出符合质量要求的工装。
二、方案设计在需求分析的基础上,进行方案设计。
方案设计需要考虑到工装的结构、功能、材料和制造工艺等方面。
具体包括以下几个步骤:1.结构设计:设计工装的整体结构,包括固定装置、夹具、支撑结构等,以便保证工装的稳定性和可靠性。
2.功能设计:确定工装的具体功能,包括定位、夹持、传递等功能,以便满足产品生产和组装的需求。
3.材料选择:选择适合工装的材料,包括金属、塑料、橡胶等,以便满足工装的强度、刚度和耐磨性等要求。
4.制造工艺:确定工装的制造工艺,包括数控加工、成型、焊接等,以便保证工装的加工精度和质量。
三、工装制造在方案设计完成后,需要进行工装的制造。
具体包括以下几个步骤:1.零部件制造:根据方案设计,制造各个工装零部件,包括机械零件、电气元件等。
2.组装调试:根据方案设计将各个零部件进行组装,并进行调试,以保证工装的稳定性和性能。
3.表面处理:对工装的表面进行处理,包括喷涂、镀铬等,以便提高工装的耐磨性和美观度。
4.配件采购:采购工装所需的配件和紧固件,确保工装的正常运行。
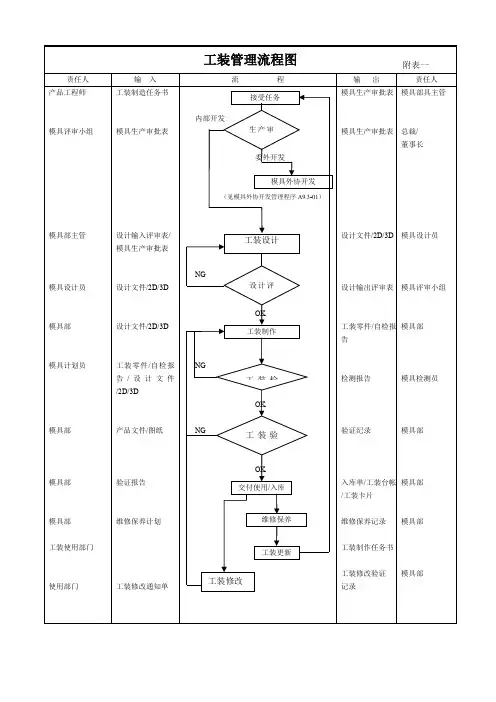
生产过程工装控制程序
(IATF16949-2016/ISO9001-2015)
1.0目的
对工艺装备(以下简称“工装”)的设计、制造、验证、使用、修理、维护、报废等进行控制和管理,以确保产品符合规定的要求。
2.0过程范围
本程序适用于本公司内所有生产过程的工装设备的管理。
3.0术语和定义
工装:过程中用于加工或检测用的辅助装置,本公司指模具、夹具和现场专用检具。
4.0工作程序
5.0相关文件
《设备管理控制程序》《生产过程控制程序》工装台帐
工装台帐.d oc
工装履历表
工装履历表.xl s
工装维修/保养计划
工装模具维修保养
计划表.d oc
工装维修申请单
工装模具维修申请
单.d oc
工装制作申请单
工装模具制作申请
单.d oc
工装验证记录
工装验证记录表.d
oc
工装试模申请单
工装模具试模申请
单.d oc。
工装治具流程规范
治具申请制作流程
使用人提出申请治具
申请人写申请治具单并提供相关资料
设计人接申请治具单及协商治具制作事宜
设计人绘图
是否外发> 文员系统登记图纸
设计人写创建采购需求申请单
采购发治具图纸给供应商
供应商报价
文员跑单
▼
技术员取图纸并确认要求采购议价后下P/0
供应商加工制作治具
收货中心(仓库)收货
收货人领取治具
设计人验收治具▼
技术员加工制作治具申请人签名确认领取治具
设计人验收治具
治具是否校验
J 是 校验治具
文员贴治具编号和环保标签,拍治具相片,登记入库
外发加工治具
治具验收流程
设计人验证治具功能
申请人签治单确认领取治具
治具修复流程
设计人确认治具是NG
分析治具NG的原因
找出相关治具制作责任人
治具NG&任人是供应商
通知供应商以及协商治具改善
相关负责人确认治具是NG
设计人和负责人协商改善NG 台具对策方
案
技术员加工改善治具方案和完成日期
治具NG责任人是内部
治具修复周期2—— 5天(除特殊外)
治具报废流程
设计人确认治具是否报废
相关负责人确认治具报废
分析治具报废的原因
设备部统计治具并统一放置
设计人写治具报废申请单
▼
文员跑治具报废申请单
治具再一次修复
治具确认可以修复
治具报废周期2天(除特殊外)
每季度第一个月清掉报废治具
治具报废周期2天(除特殊外)。
工装治具流程规范
工装治具流程规范
治具申请制作流程
使用人提出申请治具
采购发治具图纸给供应商
供应商报价
文员跑单
采购议价后下P/O
供应商加工制作治具
收货中心(仓库)收货
设计人验收治具
申请人签名确认领取治具治具制作周期21天(除特殊外)收货人领取治具技术员取图纸并确认要求
技术员加工制作治具
外发加工治具
收货中心(仓库)收货
内部加工治具
设计人签名领收治具
设计人验收治具
治具验收流程
治具修复流程
治具验收周期2天(除特殊外)
设计人确认治具是NG
相关负责人确认治具是NG
分析治具NG的原因
设计人和负责人协商改善NG治具对策方案
找出相关治具制作责任人
治具NG 责任人是供应商
通知供应商以及协商治具改善
方案和完成日期
治具
治具NG 责任人是内部技术员加工改善治具
设计人和相关人员再一次验收治具治具修复周期2--5天(除特殊外)
设计人确认治具是否报废
治具确认可以修复
治具再一次修复
相关负责人确认治具报废
分析治具报废的原因
治具报废流程。
治具生产流程第一步:需求确认治具生产的第一步是确定客户的需求。
在开始生产之前,需要与客户充分沟通,了解客户的具体要求和需求。
这包括治具的设计要求、尺寸、材质等方面的要求。
只有充分了解客户需求,才能为客户提供符合要求的治具。
第二步:设计在确认客户需求之后,就需要进行治具的设计工作。
设计师根据客户的需求和要求,使用CAD软件进行设计。
在设计过程中需要考虑到治具的功能、使用场景、使用寿命等因素。
设计师还需要与客户保持密切沟通,及时调整设计方案,确保设计方案符合客户的要求。
第三步:采购材料设计完成后,就需要进行材料的采购。
材料的选择对于治具的性能和质量都有很大的影响。
通常情况下,治具的主要材料包括金属材料、塑料材料等。
在采购过程中,需要选择质量可靠的供应商,保证材料的质量。
第四步:加工材料采购完成后,就需要进行加工工艺。
不同材料需要采用不同的加工方法,比如铣削、切割、冲压等。
在加工过程中,需要严格控制加工精度,确保治具的尺寸精确。
加工过程中还需要考虑到材料切削特性、加工时刀具的选择等因素。
第五步:组装加工完成后,就需要将各个零部件进行组装。
在组装过程中需要保证各个零部件的配合精度,确保治具的结构稳定。
组装完成后,还需要进行功能测试,确保治具的功能正常。
第六步:调试组装完成后,就需要进行治具的调试工作。
在调试过程中需要根据客户要求和治具设计方案进行调整,确保治具的使用效果符合要求。
调试过程中还需要进行工装的合理性评估,确保治具的稳定性和耐用性。
第七步:质检在治具生产流程的最后一步是进行质检工作。
质检人员使用专业的检测仪器对治具进行全面检测,确保治具的质量符合标准要求。
质检过程中如果发现质量问题,需要及时处理,确保治具的质量。
总结治具生产是一个涉及多个环节的精密工艺,需要精湛的技术和严格的控制。
通过以上的介绍,我们可以看到治具生产需要经过需求确认、设计、材料采购、加工、组装、调试和质检等多个环节。
只有在每个环节都严格控制,才能够生产出优质的治具,满足客户的需求。