MQL加工的微量冷却润滑系统_裴宏杰
- 格式:pdf
- 大小:716.98 KB
- 文档页数:4

微量润滑(MQL)在机械加工中应用研究摘要:低温微量润滑加工技术(MQL)是一种新型的切削冷却技术,在加工过程中具有良好的特性。
本文通过综合对比干式切削、使用切削液加工与微量润滑系统切削的特点,介绍了微量润滑(MQL)切削加工技术相对于传统湿式和干式切削的应用优势,并以大直径人字齿轮加工为例,对理论研究进行分析验证,得出结论低温微量润滑技术在降低切削温度,减小切削力、提升润滑效果的同时,还使已加工表面的表面质量提高。
关键词:切削加工;微量润滑;冷却1.1课题研究背景目前,切削仍然是金属材料最重要的机械加工方式。
切削加工过程中,降低刀具与接触面的温度,改善切削界面的摩擦学性能是提高切削性能的关键要素。
传统的加工方式有干切加工、使用压缩空气(涡流冷却)、切削液方式,其中前两种方式对改善工件加工质量、提升效率方面作用不明显。
[1]切削液被广泛用于金属切削中,切削液对延长刀具的使用寿命有很大帮助,同时对加工质量的提高和尺寸精度的保证起着重要作用。
但是,大量使用切削液也有负面影响,会对空气造成污染,同时还会破坏生态,并给健康带来了一定的危害[2]。
近年来,国家和地方各级政府对环境的保护更加重视,提倡并支持绿色切削加工技术的发展显得尤为重要。
[3]1.2 微量润滑简介微量润滑是一种新型绿色切削技术,属于准干式切削,在最佳的切削参数下使用最小剂量的油水混合冷却液进行加工。
其原理是利用一定压力的压缩空气与微量的切削液结合成油雾,然后高速喷射到刀具与工件结合部位,发挥润滑和冷却的作用,减少了刀具与切屑表面的摩擦作用,一是减少了刀具的磨损,二是降低切削温度,大大提升加工效率,三是能够提高加工件表面粗糙度。
[4]此外,微量润滑技术的切削液用量是传统浇注式切削润滑的万分之一左右,切削加工完成后刀具、工件以及切屑表面干燥光洁。
微量润滑技术的整个系统机构简单,体积较小,易布局,减少了传统切削液庞大循环系统的安装,适用于各种机床的切削加工。
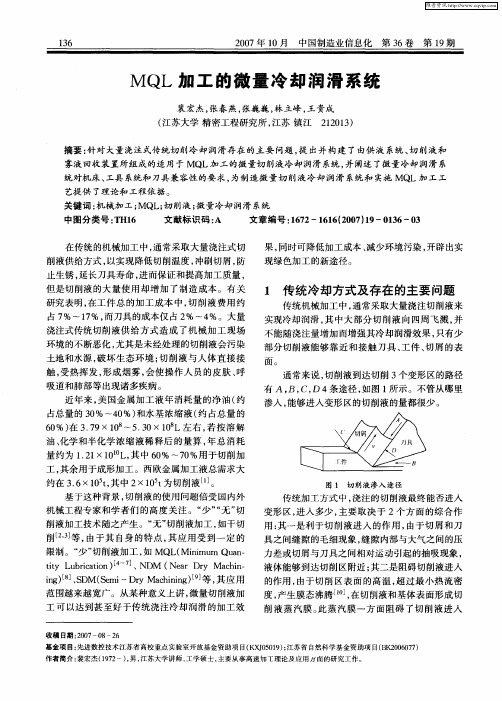
图片简介:本技术介绍了一种复合喷雾微量润滑冷却系统,包括喷嘴,包括内外同心设置的内部喷射腔室和外部喷射腔室;水供应装置,与所述内部喷射腔室连接,用于提供压力及流量可调的水;以及油雾供应装置,与所述外部喷射腔室连接,用于提供压力及流量可调的油雾,采用同心喷嘴结构形式使得水、油雾根据预定比例混合,利用油必浮于水的表面的特性,外圈输出的油雾气流会将水打散形成油膜附水滴颗粒的喷雾,从而能够保证油膜涂覆在工件及刀具的情况下增加蒸发制冷效果,更迅速地带走在加工过程中产生的热量。
技术要求1.一种复合喷雾微量润滑冷却系统,其特征在于,包括:喷嘴,包括内外同心设置的内部喷射腔室和外部喷射腔室;水供应装置,与所述内部喷射腔室连接,用于提供压力及流量可调的水;以及油雾供应装置,与所述外部喷射腔室连接,用于提供压力及流量可调的油雾。
2.根据权利要求1所述的复合喷雾微量润滑冷却系统,其特征在于:所述油雾供应装置包括:雾化腔室,所述雾化腔室内部划分为油液空间和雾化空间,在所述雾化腔室上设置与所述外部喷射腔室相连的油雾输送端口;雾化组件,设置在所述雾化空间内,所述雾化组件具有气体输入端口、油液输入端口及油雾喷出端口,所述油液输入端口与所述油液空间之间设置油液流道;压缩气源,所述压缩气源与所述气体输入端口之间设置气体流道,在所述气体流道上设置控制通断状态的第一电磁阀;以及调压组件,包括设置在所述压缩气源与所述雾化空间之间的调压流道,在所述调压流道上设置调压阀和控制通断状态的第二电磁阀。
3.根据权利要求2所述的复合喷雾微量润滑冷却系统,其特征在于:所述雾化组件设置为至少两个。
4.根据权利要求2或3所述的复合喷雾微量润滑冷却系统,其特征在于:所述调压流道为设置为至少两个,且各所述调压流道上的调压阀及第二电磁阀独立控制。
5.根据权利要求2所述的复合喷雾微量润滑冷却系统,其特征在于:还包括检测油雾输送端口油雾压力的油雾压力传感器。
6.根据权利要求5所述的复合喷雾微量润滑冷却系统,其特征在于:还包括检测压缩气源压力的气体压力传感器。

MQL 加工技术(微量润滑加工技术) 1 引言在金属切屑加工中, 切削液具有冷却、润滑、排屑、清洗和防锈等功能, 使用切屑液对延长刀具使用寿命、减少切削力、保证加工精度和加工质量起着重要作用。
然而随着人类对环境、健康和成本的日益关注, 切削液所带来的负面影响已不容忽视: 切削液的处理和排放易引起环境污染。
切削液雾对操作工人的健康构成威胁, 易诱发多种皮肤病、呼吸道和肺部疾病甚至是癌症。
此外, 切削液的使用成本相当昂贵。
据德国最新统计数据表明:与切削液有关的费用相当于全部制造费用的7%~17%, 而工具费用仅占2%~4%[1]。
在可持续发展战略下, 国家对环境污染的要求越来越严格,切削液的处理费用也越来越高。
鉴于环境保护和降低成本的需要, 干切削和半干切削加工技术成为必然选择。
干切削技术是在切削过程中不使用任何切削液的加工方法, 它可完全消除切削液带来的负面影响。
但是由于缺少切削液的润滑、冷却等作用, 切削刀具承受的负荷大, 切削热无法及时移走, 刀具磨损快, 加工精度和表面光洁度难以保证, 因此它只适用于特定的切削条件。
半干切削加工, 具有多种不同的方法: 低温冷风、液氮冷却、水蒸气冷却和MQL 等。
其中MQL 是近年来各国学者研究得较多的一种技术, 它综合了干切削和浇注式切削的优点, 是一种经济的绿色环保加工技术, 对此加以介绍。
2 MQL 加工技术MQL 是将压缩空气和微量切削液( 一般为2- 30mL/h) 混合雾化后, 喷射到加工区, 对刀具和工件进行有效润滑的一种半干切削技术。
在MQL 加工中, 切削液的使用量极少, 润滑效果却十分显著, 它可以大大减少工件—刀具—切屑之间的摩擦和粘着,抑制温升, 保证加工质量, 既降低成本, 又不会对环境造成污染,并且加工后的工件和切屑保持干燥, 缩短工时。
2.1 MQL 切削液在传统的浇注式切削中, 切削液的选择主要依据其冷却润滑等切削性能, 而在MQL 加工中, 切削液耗量低, 使用时间长,这就要求切削液不仅具有良好的切削性能, 还必须与环境相容,并保持化学稳定性。

内冷却刀具最小量润滑(MQL)切削加工5“一般来说,对于常规加工,你可能情愿用铣刀进行干切削。
”因此,对于MQL攻丝加工,也需要精心设计和制造刀具。
Emuge公司的Shepherd说,专用丝锥的设计取决于工件材料和螺纹加工要求,不过,与常规丝锥相比,用于近干切削的丝锥具有较大的后角、较大的倒锥和较窄的棱带,以满足同步攻丝的要求。
他补充说,“攻丝时,我们不希望刀具与工件之间大面积接触,丝锥柄部不应与工件发生摩擦。
我们希望能控制轴向进给与径向进给同步进行。
”MQL丝锥的冷却孔如何加工,取决于是用于加工盲孔还是通孔。
对于加工通孔用丝锥,Emuge公司首先采用放电加工(EDM)方式加工出一个贯穿刀具全长的冷却孔,然后堵塞孔的端部,并用EDM加工出十字交叉孔,使MQL气雾能从丝锥的侧面喷出。
Shepherd解释说,“如果我们不这样做,MQL气雾就会通过通孔底部喷出,无法起到润滑冷却作用。
”而对于盲孔加工丝锥,就无需堵塞冷却孔的端部,使压力为100-200psi的气雾能到达盲孔底部,发挥润滑和辅助排屑功能。
福特汽车公司的Stoll表示,首先,刀具制造商应该对MQL刀具的设计进行测试,以确保气雾能从尽可能靠近切削刃的冷却孔喷出。
他补充说,“有时,即使冷却孔位于切削刃的前方,也能发挥作用。
”Stoll推荐采用前面提到的MQL喷流型态测试方法。
这种测试是将一个刀具样品安装在带有MQL供液系统的机床主轴上,并在刀具的前面、下面或周围距离大约13mm处,放置一个绿色或蓝色的吸水介质面板,当刀具旋转时,观察喷出的润滑液相对于切削刃的位置。
如果其喷流型态与切削刃的位置非常接近,则表明该刀具冷却润滑性能良好的可能性很高。
Stoll说,“制造出首件刀具或代用/虚拟刀具后,需要将其安装到机床上,进行动态喷流型态测试,如果测试结果不能满足要求,则需要重新改进刀具设计。
”生产率与工件质量MQL能够提高切削速度和进给率,这部分是因为不会再出现冷却液限制切削参数提高的情况,在孔加工中尤其如此。

润滑方式对7075铝合金车削表面耐腐蚀的影响裴宏杰;付坤鹏;邹晔;刘成石;王贵成【摘要】7075高强度铝合金经常在大气环境中应用,极易发生腐蚀.7075铝合金零件配合表面需要经过切削加工而成形,其机械加工一般都是在干切削和微量润滑(Minimum Quantity Lubricant,MQL)条件下进行的.为了揭示出润滑条件对7075铝合金加工面耐腐蚀性的影响规律,进行了切削和腐蚀单因素实验.在不同的切削速度和进给量下,对直径30衄的7075铝合金棒料,进行干车削和MQL车削加工,然后对样件进行3个周期的盐雾试验,每个周期72 h.观察其腐蚀表面形貌,统计出腐蚀面积、蚀坑数量、腐蚀损伤平均深度和腐蚀损伤度DOP等特征参数,揭示出7075铝合金在不同润滑条件下车削表面的腐蚀规律.%7075 high strength aluminum alloy is easily to be corroded in atmosphere.In the mechanical manufacturing process,7075 aluminum alloy component surface was got through the dry and MQL machining method.In this paper,with differental cutting speed,and feed rate,both dry and MQL turning experiments were carried out with Φ30 mm 7075 aluminum alloy rod.After that,salt spray test was done for three cycles,each period was 72 hours.Then,the corrosion state of surface morphology was observed,and meanwhile the corrosion area,corrosion pits quantities,the degree of corrosion damage,the average depth and average diameter of corrosion pits were counted.Finally,the corrosion law of machined surface was revealed in the aluminum alloy turning application.【期刊名称】《制造技术与机床》【年(卷),期】2018(000)003【总页数】5页(P122-126)【关键词】7075铝合金;MQL;干切削;腐蚀【作者】裴宏杰;付坤鹏;邹晔;刘成石;王贵成【作者单位】江苏大学机械工程学院,江苏镇江212013;江苏大学机械工程学院,江苏镇江212013;无锡职业技术学院机械技术学院,江苏无锡214121;江苏大学机械工程学院,江苏镇江212013;江苏大学机械工程学院,江苏镇江212013【正文语种】中文【中图分类】TG7077075高强度铝合金作为航空航天以及船舶制造领域中的主要材料,经常要暴露在大气环境下,在这种特殊环境中金属材料容易发生腐蚀[1]。
绿色切削中的微量润滑技术摘要:综述了MQL(微量润滑)技术的国内外研究现状,提出了MQL技术进一步推广应注意的关键性问题。
探讨了MQL技术的发展趋势,指出绿色制造技术已经取得了一定进展,微量润滑技术也因为其环保特性逐渐被认可。
1 微量润滑(MQL)技术当前,环境、资源、人口成为世界面临的三大主要问题,全球环境的恶化程度与日剧增,正在对人类社会的生存与发展造成严重威胁。
制造业在将制造资源转变为产品的过程中产生大量废弃物,形成制造业对环境的主要污染源。
由于制造业量大面广,因而对环境的总体影响很大。
可以说,制造业一方面是创造人类财富的支柱产业,但同时又是环境污染的主要源头。
随着人类环保意识的提高以及各国陆续推出的各项切削液的限制政策,“绿色制造技术”、“环境无害技术”、“清洁生产”、“工业生态学”等既可满足生产需要,又合理使用资源的名词日益引起人们的重视。
制造过程的绿色化,也成为当今各国竞相研究的焦点。
微量润滑技术——MQL(Minimal Quantity Lubri—cation)是在压缩气体中混入微量的无公害油雾,代替大量切削液对切削点实施冷却润滑。
MQL是一种有效的绿色制造技术,切削液以高速雾粒供给,增加了润滑剂的渗透性,提高了冷却润滑效果,改善了工件的表面加工质量;使用切削液的量仅为传统切削液用量的万分之一,从而大大降低了冷却液成本,使切削区域外的刀具、工件和切屑保持干燥,避免了处理废液的难题;MQL可以根据工况规定润滑的最佳浓度,而且消除了切削液中悬浮的硅粒子污染,改善了工人的工作环境;MQL系统简单、占地小,易于安装在各种类型的机床上。
2 微量润滑技术的作用机理机械加工过程中,刀具和金属接触表面会产生高温,而在传统切削液的冷却作用下,高热固体金属会急速冷化产生淬火效应,金属表面会产生淬火马氏体组织,使金属变硬的同时脆性增强。
由于淬火反应的强烈程度与温差成正比,而提高生产速度会使刀具温度更高,所以提高生产速度将产生强的淬火效应导致刀具寿命降低。
低温冷风MQL技术中微量润滑机理的创新策略【摘要】本文主要分别讲述了纵向毛细形成的原因是刀具表面不平整引起的犁耕作用;横向毛细管形成的原因是硬质点嵌入切屑中在与刀具的相对滑动中撕裂切屑形成横向缝隙。
在此模型的基础上总结了低温MQL的润滑机理,并通过实验数据验证润滑油膜的存在。
【关键词】润滑机理;毛细管模型;润滑模型0 引言常规的微润滑(MQL)技术在切削难加工材料时,切削区的温度过高使刀具表面的润滑膜失去了润滑效果,造成刀具剧烈磨损。
若采用有效的降温手段,使切削区达到-10~-40℃,可以进一步提高MQL的润滑效果,并且能够有效减轻高温摩擦对刀具产生的剧烈磨损。
低温冷风微量润滑技术通过降低压缩气体的温度,一方面提高切削区换热的强度,改善换热效果;另一方面,换热效果的提高又可以使润滑液滴形成的润滑膜进一步保持润滑能力,从而降低刀具磨损,提高加工质量。
但是目前该项技术还存在不少问题:(1)使用低温冷风MQL技术时如何能够保证切削区的温度,达到设计要求的-10~-40℃;(2)微量润滑液的润滑机理不明,是否有润滑油膜的产生;(3)对风冷切削技术缺乏系统性的试验研究,对一系列技术参数没有量化和优化。
1 低温冷风MQL润滑机理根据纵横交错毛细管模型,本研究进行了流场模拟和雾化实验观测,总结描述出低温MQL油膜的形成过程。
如图1所示,在切削过程中切削变形区摩擦界面上由于强大的挤压及剪切应力和切削刃处的不平整,沿着切屑的流出方向会产生纵向主毛细管,而横向的毛细管[1]是由于在冶炼中以及挤压和剪切应力作用下,产生的小的硬质点,由于挤压作用硬质点会嵌在切屑内部(图1a),刀-屑相对运动中,硬质点会使切屑接触面上形成空隙(图1b),硬质点在摩擦力作用下逐渐扩大形成毛细管(图1c),如果有积屑瘤的存在,则整个毛细管会更加清晰。
从整个过程来看,毛细管内部为真空,当其一端与大气相通时外界气体和高速细粒润滑油快速填充,在继续的相对运动中,有外部的高压微量润滑液与毛细管中的润滑液持续补充,与此同时,翘曲切屑与刀体之间也会存在缝隙,润滑液颗粒,会在高压下持续进入缝隙中,从而形成了局部类油楔的边界润滑模型(图1d)。
第52卷第12期表面技术2023年12月SURFACE TECHNOLOGY·1·专题——多场赋能清洁切削/磨削纳米生物润滑剂微量润滑磨削性能研究进展宋宇翔1,许芝令2,李长河1*,周宗明3,刘波4,张彦彬5,Yusuf Suleiman Dambatta1,6,王大中7(1.青岛理工大学 机械与汽车工程学院,山东 青岛 266520;2.青岛海空压力容器有限公司, 山东 青岛 266520;3.汉能(青岛)润滑科技有限公司,山东 青岛 266100;4.四川新航钛科技有限公司,四川 什邡 618400;5.香港理工大学超精密加工技术国家重点实验室,香港 999077;6.艾哈迈杜·贝洛大学 机械工程学院,扎里亚 810106;7.上海工程技术大学 航空运输学院,上海 200240)摘要:微量润滑是针对浇注式和干磨削技术缺陷的理想替代方案,为了满足高温高压边界条件下磨削区抗磨减摩与强化换热需求,进行了纳米生物润滑剂作为微量润滑的雾化介质探索性研究。
然而,由于纳米生物润滑剂的理化特性与磨削性能之间映射关系尚不清晰,纳米生物润滑剂作为冷却润滑介质在磨削中的应用仍然面临着严峻的挑战。
为解决上述需求,本文基于摩擦学、传热学和工件表面完整性对纳米生物润滑剂的磨削性能进行综合性评估。
首先,从基液和纳米添加相的角度阐述了纳米生物润滑剂的理化特性。
其次,结合纳米生物润滑剂独特的成膜和传热能力,分析了纳米生物润滑剂优异的磨削性能。
结果表明,纳米生物润滑剂优异的传热和极压成膜性能显著改善了磨削区的极端摩擦条件,相比于传统微量润滑,表面粗糙度值(Ra)可降低约10%~22.4%。
进一步地,阐明了多场赋能调控策略下,磨削区纳米生物润滑剂浸润与热传递增效机制。
最后,针对纳米生物润滑剂的工程和科学瓶颈提出了展望,为纳米生物润滑剂的工业应用和科学研究提供理论指导和技术支持。
关键词:磨削;微量润滑;纳米生物润滑剂;多场赋能;表面完整性;理化特性中图分类号:TG580.6 文献标识码:A 文章编号:1001-3660(2023)12-0001-19DOI:10.16490/ki.issn.1001-3660.2023.12.001Research Progress on the Grinding Performance of NanobiolubricantMinimum Quantity LubricationSONG Yu-xiang1, XU Zhi-ling2, LI Chang-he1*, ZHOU Zong-ming3, LIU Bo4,ZHANG Yan-bin5, DAMBATTA Y S1, WANG Da-zhong7收稿日期:2022-11-03;修订日期:2023-05-19Received:2022-11-03;Revised:2023-05-19基金项目:国家自然科学基金(52105457,51975305);山东省科技型中小企业创新能力提升工程(2021TSGC1368);青岛市科技成果转化专项园区培育计划(23-1-5-yqpy-17-qy);泰山学者工程专项经费(tsqn202211179);山东省青年科技人才托举工程(SDAST2021qt12);山东省自然科学基金(ZR2023QE057,ZR2022QE028,ZR2021QE116,ZR2020KE027)Fund:The National Natural Science Foundation of China (52105457, 51975305); The Science and Technology SMEs Innovation Capacity Improvement Project of Shandong Province (2021TSGC1368); Qingdao Science and Technology Achievement Transformation Special Park Cultivation Programme (23-1-5-yqpy-17-qy); The Special Fund of Taishan Scholars Project (tsqn202211179); The Youth Talent Promotion Project in Shandong (SDAST2021qt12); The Natural Science Foundation of Shandong Province (ZR2023QE057, ZR2022QE028, ZR2021QE116, ZR2020KE027)引文格式:宋宇翔, 许芝令, 李长河, 等. 纳米生物润滑剂微量润滑磨削性能研究进展[J]. 表面技术, 2023, 52(12): 1-19.SONG Yu-xiang, XU Zhi-ling, LI Chang-he, et al. Research Progress on the Grinding Performance of Nanobiolubricant Minimum Quantity Lubrication[J]. Surface Technology, 2023, 52(12): 1-19.*通信作者(Corresponding author)·2·表面技术 2023年12月(1. School of Mechanical and Automotive Engineering, Qingdao University of Technology, Shandong Qingdao, 266520, China;2. Qingdao Haikong Pressure Vessel Sales Co., Ltd., Shandong Qingdao, 266520, China;3. Hanergy (Qingdao) LubricationTechnology Co. Ltd., Shandong Qingdao, 266100, China; 4. Sichuan New Aviation Ta Technology Co., Ltd., Sichuan Shifang 618400, China; 5. State Key Laboratory of Ultra-precision Machining Technology, Hong Kong Polytechnic University, Hong Kong, China, 999077, China; 6. Mechanical Engineering Department, Ahmadu Bello University, Zaria, 810211, China;7. School of Air Transportation, Shanghai University of Engineering Science, Shanghai, 201620, China)ABSTRACT: The negative impact of traditional mineral oil based grinding fluids on environmental protection, human health and manufacturing costs can hardly meet the development needs of green manufacturing. Minimum quantity lubrication (MQL) atomizes a small amount of biodegradable biolubricants with compressed air to form micro droplets to providing lubrication and anti-wear effects, which is an ideal alternative to flooding and dry grinding technology defects. In order to meet the requirements of anti-wear and friction reduction and enhanced heat transfer in the grinding zone under high temperature and high pressure boundary conditions, nanobiolubricants have been widely investigated as atomised media for minimum quantity lubrication.However, the application of nanobiolubricants as cooling and lubrication media in grinding still faces serious challenges due to the unclear mapping relationship between the physicochemical properties of nanobiolubricants and grinding performance. This is due to the fact that the mechanisms of action of nanoparticles on lubricants is a result of multiple coupling factors.Nanoparticles will not only improve the heat transfer and tribological properties of biological lubricants, but also increase their viscosity. However, the coupling mechanisms between the two factors are often be overlooked. In addition, as a cooling and lubrication medium, the compatibility between nanobiolubricants with different physical and chemical properties and workpiece materials also needs to be further summarized and evaluated. To address these needs, this paper presents a comprehensive assessment of the grinding performance of nanobiolubricants based on tribology, heat transfer and workpiece surface integrity.Firstly, the physicochemical properties of nanobiolubricants were described from the perspectives of base fluids and nano additive phase. And factors which influenced thermophysical properties of nanobiolubricants were analysed. Secondly, the excellent grinding performance of the nanobiolubricants was analysed in relation to their unique film-forming and heat transfer capabilities. Coolingand lubrication mechanism of nanobiolubricants in grinding process was revealed. The results showed that nanobiolubricants can be used as a high-performance cooling lubricant under the trend of reducing the supply of grinding fluids.The excellent heat transfer and extreme pressure film-forming properties of nanobiolubricants significantly improved the extreme friction conditions in the grinding zone, and the surface roughness values (Ra) could be reduced by about 10%-22.4%, grinding temperatures could be reduced by about 13%-36% compared with the traditional minimum quantity lubrication.Furtherly, the multi-field endowment modulation strategy was investigated to elucidate the mechanism of nanobiolubricant infiltration and heat transfer enhancement in the multi-field endowed grinding zone. Multiple fields such as magnetic and ultrasonic fields have improved the wetting performance of nanobiolubricant droplets, effectively avoiding the thermal damage and enabling the replacement of flood lubrication. In the grinding of hard and brittle materials, ultrasonic energy not only enhances the penetration of the grinding fluid through the pumping effect, but also reduces the brittle fracture of the material, and the surface roughness value (Ra) can be reduced by about 10%-15.7% compared with the traditional minimum quantity lubrication. Finally, an outlook for engineering and scientific bottleneck of nanobiolubricants was presented to provide theoretical guidance and technical support for the industrial application and scientific research of nanobiolubricants.KEY WORDS: grinding; minimum quantity lubrication; nanobiolubricants; multi-field empowerment; surface integrit;physicochemical property磨削作为机械加工中的一项关键技术,是保证表面完整性所必需的精密加工方法[1]。
M Q L加工的微量冷却润滑系统裴宏杰,张春燕,张巍巍,林立峰,王贵成(江苏大学精密工程研究所,江苏镇江 212013)摘要:针对大量浇注式传统切削冷却润滑存在的主要问题,提出并构建了由供液系统、切削液和雾液回收装置所组成的适用于MQL加工的微量切削液冷却润滑系统,并阐述了微量冷却润滑系统对机床、工具系统和刀具兼容性的要求,为制造微量切削液冷却润滑系统和实施MQ L加工工艺提供了理论和工程依据。
关键词:机械加工;MQL;切削液;微量冷却润滑系统中图分类号:TH16 文献标识码:A 文章编号:1672-1616(2007)19-0136-03 在传统的机械加工中,通常采取大量浇注式切削液供给方式,以实现降低切削温度,冲刷切屑,防止生锈,延长刀具寿命,进而保证和提高加工质量,但是切削液的大量使用却增加了制造成本。
有关研究表明,在工件总的加工成本中,切削液费用约占7%~17%,而刀具的成本仅占2%~4%。
大量浇注式传统切削液供给方式造成了机械加工现场环境的不断恶化,尤其是未经处理的切削液会污染土地和水源,破坏生态环境;切削液与人体直接接触,受热挥发,形成烟雾,会使操作人员的皮肤、呼吸道和肺部等出现诸多疾病。
近年来,美国金属加工液年消耗量的净油(约占总量的30%~40%)和水基浓缩液(约占总量的60%)在3.79×108~5.30×108L左右,若按溶解油、化学和半化学浓缩液稀释后的量算,年总消耗量约为1.21×1010L,其中60%~70%用于切削加工,其余用于成形加工。
西欧金属加工液总需求大约在3.6×105t,其中2×105t为切削液[1]。
基于这种背景,切削液的使用问题倍受国内外机械工程专家和学者们的高度关注。
“少”“无”切削液加工技术随之产生。
“无”切削液加工,如干切削[2,3]等,由于其自身的特点,其应用受到一定的限制。
“少”切削液加工,如MQL(M inimum Quan-tity Lubrication)[4~7]、NDM(Near Dry Machin-ing)[8]、SDM(Semi-Dry Machining)[9]等,其应用范围越来越宽广。
从某种意义上讲,微量切削液加工可以达到甚至好于传统浇注冷却润滑的加工效果,同时可降低加工成本、减少环境污染,开辟出实现绿色加工的新途径。
1 传统冷却方式及存在的主要问题传统机械加工中,通常采取大量浇注切削液来实现冷却润滑,其中大部分切削液向四周飞溅,并不能随浇注量增加而增强其冷却润滑效果,只有少部分切削液能够靠近和接触刀具、工件、切屑的表面。
通常来说,切削液到达切削3个变形区的路径有A,B,C,D4条途径,如图1所示。
不管从哪里渗入,能够进入变形区的切削液的量都很少。
图1 切削液渗入途径传统加工方式中,浇注的切削液最终能否进入变形区,进入多少,主要取决于2个方面的综合作用:其一是利于切削液进入的作用,由于切屑和刀具之间缝隙的毛细现象,缝隙内部与大气之间的压力差或切屑与刀具之间相对运动引起的抽吸现象,液体能够到达切削区附近;其二是阻碍切削液进入的作用,由于切削区表面的高温,超过最小热流密度,产生膜态沸腾[10],在切削液和基体表面形成切削液蒸汽膜。
此蒸汽膜一方面阻碍了切削液进入收稿日期:2007-08-26基金项目:先进数控技术江苏省高校重点实验室开放基金资助项目(KXJ05019);江苏省自然科学基金资助项目(BK2006077)作者简介:裴宏杰(1972-),男,江苏大学讲师,工学硕士,主要从事高速加工理论及应用方面的研究工作。
1362007年10月 中国制造业信息化 第36卷 第19期变形区,进行润滑作用,而且热量经蒸汽膜传导,对流传热强度大大削弱,传热系数显著降低,不能达到有效的冷却效果。
而MQL 加工,是把微量切削液以雾状到达切削区域。
雾状切削液可以避免膜态沸腾的负面作用,而且很小的雾滴在高速下更容易突破蒸汽膜,进入变形区,从而使得以微量切削液达到甚至超过大量浇注的效果。
代替传统大量浇注切削液的冷却、润滑、防锈及冲屑等作用,并不意味着只是简单的在原来大量浇注切削液的机床上,关掉或者直接减少切削液,必须对机床、刀具、工艺等综合考虑。
从系统的角度,利用干切削或MQL 切削技术,预先规划、设计专门的制造技术以及投资,从技术上、经济上和环境上实现整体优化的过程。
2 微量切削液冷却润滑系统针对大量浇注式传统切削冷却润滑存在的问题,基于绿色制造理论,可构建出由供液系统、切削液和雾液回收装置组成的微量切削液冷却润滑系统,其系统主体构成如图2所示。
图2 微量冷却润滑系统2.1 切削液在微量冷却润滑系统里面,对切削液本身具有更高的要求。
在理化性能方面,化学结构稳定,具有良好的热稳定性、存储稳定性及优良的吸附和摩擦学性能。
在生态效应上,应具备良好的生物降解性,对动植物及水生环境的生态毒性要低。
作为M QL 切削加工用切削液,其绿色润滑剂的基础油有合成酯、植物性切削油、聚α-烯烃(PAO )和聚乙二醇等,目前多元醇酯和植物性切削油比较适合M QL 加工[11]。
为了使润滑油能够胜任实际工况要求,需要添加各类添加剂,对于环境兼容润滑油也不例外。
环境兼容润滑油要求添加剂低毒性、低污染、可生物降解、或至少不妨碍基础油的生物降解性,这就限制了可以使用的添加剂种类,不同基础油对添加剂的感受性不一样,二者的生物降解性也没有加合性,因此选择合适的基础油和添加剂非常重要。
比如硫化脂肪是天然的可生物降解的极压抗磨添加剂,琥珀酸衍生物的生物降解率也大于80%。
2.2 供液系统微量切削液供液系统主要有2种形式:一种是外置式供液系统(如图3(a )所示);一种是内置式,如图3(b )所示[12]。
内置式供液系统集成在机床内部,通过机床主轴内孔,再由刀具供油孔直接流向加工部位,输送微量润滑液。
图3 微量切削液供液系统外置式供液系统是单独设计,通过喷嘴到切削区。
但是当加工的工件直径变化较大或换刀时,原来喷嘴的位置必须经过手动或通过其他的辅助定位系统的校正,来实现喷嘴轴向、径向和角度的正确定位。
对于微量切削液的传输雾化,也有2种形式(如图3所示):一种是单通道,这种形式需要一个单独的雾化装置,然后把雾化好的液滴和压缩空气的混合物,通过一个通道,传输到喷嘴;另一种为双通道,不需要单独的雾化装置,通过两个通道,里面小通道为微量切削液,外部大通道为压缩空气,在靠近喷嘴处(雾化区)或利用喷嘴,进行雾化,进而喷射到切削区。
2.3 雾液回收装置MQL 加工尽管能用微量雾状液滴来取代大量的切削液,但在这种半干式加工过程中,还存在尚待解决的问题。
主要问题是雾液的飘浮。
虽然半干式加工所用切削液是以对人体影响较小的植物油为基础的混合液体,而且使用量也很少,但操作者长期吸入决非良策。
医学研究证明,油蒸汽和大颗粒液滴对人体肺部的危害相对较小。
以油蒸汽形态存在的油雾被吸入肺部又被呼出,它们并不会被肺泡捕获,而大颗粒的油滴无法通过鼻子和支气管进入肺部。
只有以液滴形式存在,且直径小于5μm 的油雾颗粒才能顺利到达肺泡,并在肺部沉淀,从而对人体造成较大的危害。
即使油雾浓度仅为0.41~0.55mg /m 3,工人长期接触这种油雾仍会导致慢性支气管炎、胸部不适和气道刺激等[13]。
137·应用研究· 裴宏杰 张春燕 张巍巍等 M QL 加工的微量冷却润滑系统另外,飘浮的雾液粘附在机床上,容易造成滑溜或倾倒等危害。
在通常情况下,为了提高雾液回收率,应提高回收装置过滤器的精密程度和增大吸收量。
3 微量冷却润滑系统对加工系统的要求微量冷却润滑系统,由于其本身的特点,对机床、工具系统和刀具具有兼容性的要求。
对于内置式供液系统来讲,必须考虑到微量冷却润滑系统和机床的集成。
自动化生产系统中要频繁更换刀具,空气和切削液的定量供给以及刀具相关数据都必须储存在数控系统内,而且非常有必要保证M QL 单元的响应时间。
换刀时必须避免切削液液滴和压缩空气的泄漏,机床密封性要好,要预留雾液回收装置安装位置,防止切削液雾滴漏到外面,对操作者造成伤害。
不同工具系统对喷射液滴具有不同的影响,如图4所示,分别为静止和旋转状态下,不同喷射形式刀柄,其喷射微量液滴的分布情况。
不管哪种刀柄,在工具系统高速旋转下,液滴都会受到离心力的影响。
其中,图4(c )、(d )两种刀柄受离心力影响较大,液滴远离切削区,图4(a )、(b )两种刀柄受离心力影响较小,在加工过程中应该选择。
图4 不同工具系统对喷射液滴的影响对于内置式供液系统,必须使用带油孔的刀具,如图5所示。
使用带供油孔的钻头、立铣刀、丝锥等刀具进行微量切削液加工时,供油孔的尺寸和位置对加工性能有着直接的影响。
一般的供油孔均设置在刀具端部附近,由于微量切削液加工形态的特点,雾液往往不能充分送至加工部位。
例如,用丝锥加工通孔时,如果雾液从丝锥端部喷出,则雾液便会从通孔出口处流走,冷却润滑效果较差;如果雾液从刀具侧面喷出,冷却润滑效果将更加显著。
图5 带油孔刀具4 结 论a .MQL 加工是以切削液雾状高速喷射,可以避免膜态沸腾的负面作用进入切削变形区,因而微量切削液能够达到甚至超过大量浇注的效果。
b .微量切削液冷却润滑系统由供液系统、切削液和雾液回收装置等组成,它对机床、工具系统和刀具具有兼容性的要求。
c .对M QL 系统、工件、刀具、机床和工艺参数等进行综合考虑,可实现整体最优的切削加工效果。
参考文献:[1] Leslie R Rudnick ,Ronald L Shubkin .合成润滑剂及其应用[M ].李普庆,关子杰,耿英杰,等译.北京:中国石化出版社,2005.[2] Don Graham .Going dry [J ].M anufacturing Engineering ,2000,124(1):5-9.[3] Klocke F ,Eisenbl ätter G .Dry cutting [J ].Annals of the CIRP ,1997,46(2):519-526.[4] Heinemann R ,Hinduj a S ,Barrow G ,et al .Effect of M QL onthe tool life of small tw ist drills in deep -hole drilling [J ].Inter -national Jou rnal of M achine Tools &M anufacture ,2006,46(1):1-6.[5] Itoigaw a G ,Childs T H C ,Nakamura T ,et al .Effects andmechanisms in minimal quan tity lub rication machining of an alu -minum alloy [J ].Wear ,2006,260(3):339-344.[6] Rahman M ,Senthil Kumar A ,S alam M U .Experimental evalu -ation on the effect of minimal quantities of lubrican t in mil ling [J ].International Journal of M achine Tools &M anufacture ,2002,42(5):539-547.(下转第142页)图6 变导程螺纹展开线为抛物线时的实物5 结束语利用数控加工软件MasterCAM,通过绘制变导程螺纹的螺旋线展开线可以加工出变导程螺纹。