SIEMENS系统数控车床与车削中心编程
- 格式:pptx
- 大小:1.28 MB
- 文档页数:113

数控车床的基本操作和编程数控车床是目前使用最广泛的数控机床之一。
数控车床主要用于加工轴类、盘类等回转体零件。
通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔、铰孔等工作。
车削中心可在一次装夹中完成更多的加工工序,提高加工精度和生产效率,特别适合于复杂形状回转类零件的加工。
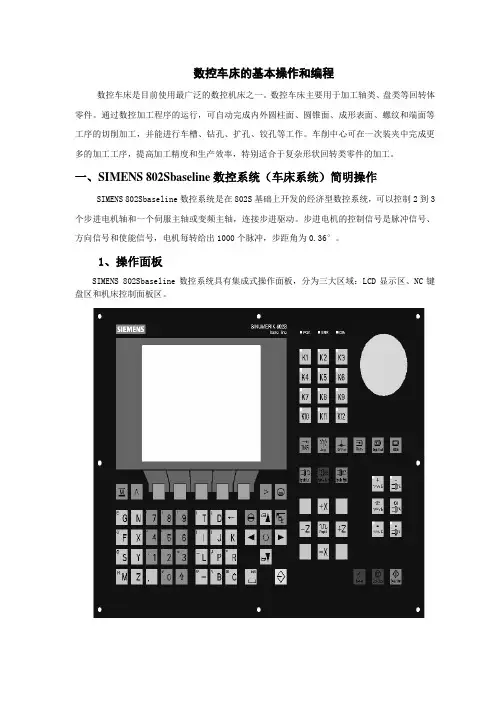
一、SIMENS 802Sbaseline数控系统(车床系统)简明操作SIMENS 802Sbaseline数控系统是在802S基础上开发的经济型数控系统,可以控制2到3个步进电机轴和一个伺服主轴或变频主轴,连接步进驱动。
步进电机的控制信号是脉冲信号、方向信号和使能信号,电机每转给出1000个脉冲,步距角为0.36°。
1、操作面板SIMENS 802Sbaseline数控系统具有集成式操作面板,分为三大区域:LCD显示区、NC键盘区和机床控制面板区。
2、数控键盘区数控键盘区按键功能3、机床控制面板区各按键功能说明:1.POK绿灯:电源上电,灯亮表示电源正常供电。
2.ERR红灯:系统故障。
3.DIA黄灯:显示不同的诊断状态。
4.急停开关5.K1~K12键(带LED):用户自定义键,用户可以编写PLC程序进行键的定义。
6.用户定义键:不带LED灯。
运行方式键:7.增量选择键:在JOG方式下,按此键可以进行增量方式的选择。
8.点动方式键:按此键切换到手动方式。
9.参考点方式键:在此方式下运行回参考点。
10.自动方式键:按此键切换到自动方式,按加工程序自动执行。
11.单段方式键:自动方式下复位后,按此键设定单段方式,程序按单段执行。
12.MDA方式键:此方式下,手动编写程序,然后自动执行。
主轴键:13.主轴正转键:按此键,主轴正方向旋转。
14.主轴停止键:按此键,主轴停止转动。
15.主轴反转键:按此键,主轴反方向旋转。
点动键:16.X轴点动正向键:手动方式下按此键,X轴在正方向点动。

SINUMERIKSINUMERIK 808D, SINUMERIK 808D ADVANCED编程和操作手册(手动机床(MM+),车削)用户手册法律资讯警告提示系统为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
注意表示如果不采取相应的小心措施,可能导致财产损失。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。
其操作必须遵照各自附带的文件说明,特别是其中的安全及警告提示。
由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危险。
按规定使用Siemens 产品请注意下列说明:警告Siemens 产品只允许用于目录和相关技术文件中规定的使用情况。
如果要使用其他公司的产品和组件,必须得到 Siemens 推荐和允许。
正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前提。
必须保证允许的环境条件。
必须注意相关文件中的提示。
© Siemens AG 2017. 保留所有权利编程和操作手册(手动机床(MM+),车削) 前言适用产品该手册适用于以下数控系统: 数控系统软件版本 SINUMERIK 808D ADVANCED T (车削)SINUMERIK 808D ADVANCED M (铣削)V4.7.4:PPU161.3/PPU160.2,带主轴/进给伺服系统 SINUMERIK 808D (车削)SINUMERIK 808D (铣削)V4.7.4:PPU141.2,带进给伺服系统 文档组成与目标读者 最终用户文档目标读者 编程和操作手册(车削)车床的编程人员和操作人员 编程和操作手册(铣削)铣床的编程人员和操作人员 编程和操作手册(ISO 车削/铣削)车床/铣床的编程人员和操作人员 编程和操作手册(手动机床(MM+),车削)车床的编程人员和操作人员 诊断手册机械和电气设计人员,调试工程师,机床操作人员和维修服务人员 制造商/维修文档目标读者 调试手册安装人员,调试工程师和维修服务人员 功能手册机械和电气设计人员,技术专家 参数手册机械和电气设计人员,技术专家 维修手册机械和电气设计人员、技术专家、调试工程师以及服务和维护人员 自述文件第三方软件 - 许可条件和版权说明我的文档管理器(MDM )如何在西门子文档内容的基础上创建自定义文档,请访问以下链接:/mdm标准功能范畴本手册仅描述了标准功能范畴。

SIEMENS数控系统编程指令详解SIEMENS数控系统编程指令详解第一章编程语言1.1 准备功能(G指令)一般用NC语言对单个操作步骤进行实际编程,只能代表一个NC 程序中工作的一部分。
实际指令编程之前,应先对操作步骤进行计划和准备,对NC程序的结构和组织考虑的越周详,所产生的复杂程序就会越清晰、准确,而且生成的速度就会越快,越简便。
通常按如下编程步骤进行:根据图纸要求、指定加工方案;测量每一把刀具的长度及半径;确定工件零点坐标系的位置;计算出每把刀具的切削用量;编制加工零件程序;根据程序图形模拟,查看刀具运行轨迹;空运行,查看刀具运行轨迹;试切削、检验、优化加工程序。
每一个程序都有一个不同的名称叫程序名,编程时可以任意选择名称。
在编辑程序时首先要建立一个新程序名,然后才能编制加工程序。
建立新程序名时要注意以下几点:前一个符号必须是字母;其余符号可以是字母、数字几及下划线;程序名最多有24个字符;字符间不允许有分隔符。
SIEMENS 802D数控系统常用G代码:1.2.1 G00快速定位指令格式:G00 Xxx Yxx ZxxXxx Yxx Zxx ——直角坐标系中的终点坐标;编程示例(图1—1)Y)0 X图1—1N10 G00 G90 X0 Y0N20 G00 X200 Y200G00 指令的运动速度为机床的快速定位速度(机床允许的最大运动速度)G00的速度由机床参数设定。
G00快速移动功能不能用于工件切削加工,只能用于空行程进给,一般用于接近起始位置或换刀点、退刀等。
1.2.2 G01 直线插补指令格式:G01 Xxx Yxx Zxx FxxXxx Yxx Zxx ——直角坐标系中的终点坐标;Fxx ——进给率单位mm/min。
编程示例(图1—2)YX图1—2N10 G00 G90 X0 Y0N20 G01 X150 Y200 F300G01指令规定的进给速度可以由面板上的进给倍率开关进行修调,此功能一般用于工件切削,切削的进给速度由F值指定。