注塑机台作业流程图(1)
- 格式:doc
- 大小:18.34 KB
- 文档页数:4
(完整版)注塑生产工艺流程图 1 / 1
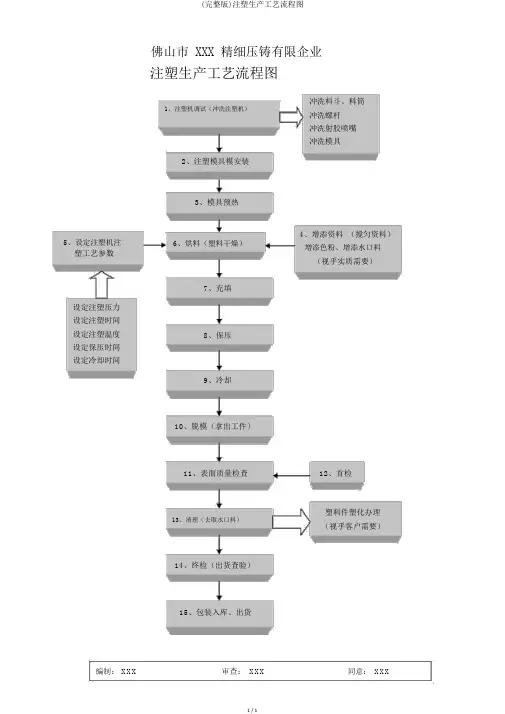
佛山市 XXX 精细压铸有限企业
注塑生产工艺流程图
冲洗料斗、料筒 1、注塑机调试(冲洗注塑机)
冲洗螺杆
冲洗射胶喷嘴
冲洗模具
2、注塑模具模安装
3、模具预热
4、增添资料 (搅匀资料)
5、设定注塑机注
塑工艺参数
设定注塑压力
设定注塑时间
设定注塑温度
设定保压时间 设定冷却时间 6、烘料(塑料干燥) 7、充填 8、保压
9、冷却 增添色粉、增添水口料 (视乎实质需要)
10、脱模(拿出工件)
11、表面质量检查 12、首检
塑料件塑化办理 13、清理(去取水口料)
(视乎客户需要)
14、终检(出货查验)
15、包装入库、出货
编制: XXX 审查: XXX 同意: XXX。
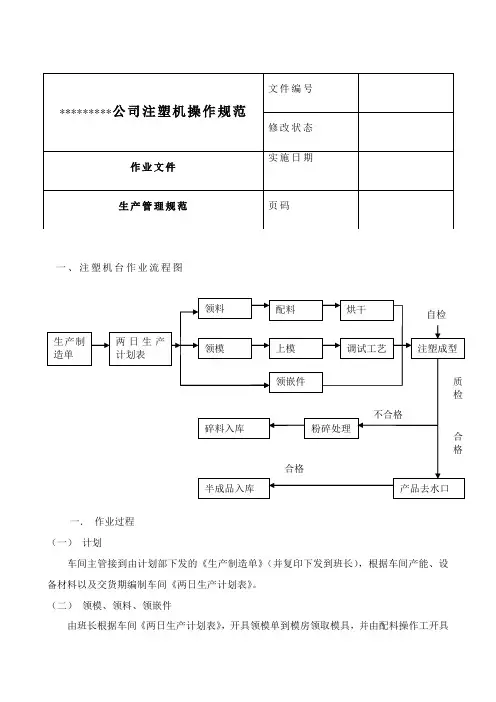
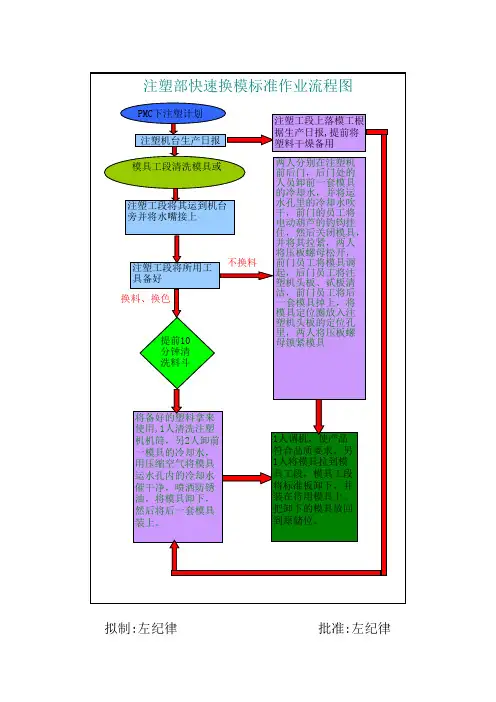
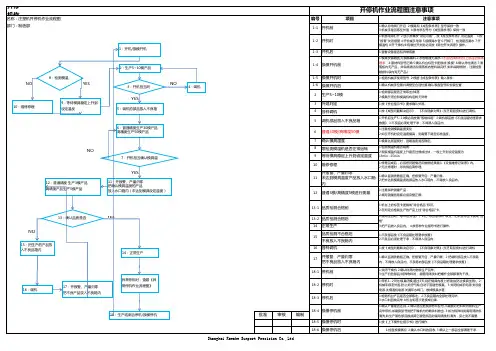
一、注塑机台作业流程图一.作业过程(一)计划车间主管接到由计划部下发的《生产制造单》(并复印下发到班长),根据车间产能、设备材料以及交货期编制车间《两日生产计划表》。
(二)领模、领料、领嵌件由班长根据车间《两日生产计划表》,开具领模单到模房领取模具,并由配料操作工开具领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。
(三)配料配料操作工按照《配比表》进行配料并做好相关记录。
1.配料作业流程图2.作业过程(1)、领料配料操作工根据《两日生产计划表》,开领料单到仓库领料(2)清理机斗配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。
(3) 调设时间配料操作工将混合机的搅拌时间调至4—5分种左右。
(4)配料a. 配料操作工将原料先倒一半进机箱内,加适当的色粉后,开启电源进行1分种搅拌后,另一半原料也倒进机箱内搅拌。
b. 开启电源,机箱内的原料开始搅拌,4分种后自动停止搅拌。
c. 打开机箱,取出搅拌好的原料,操作完毕。
(5) 关机关掉电源开关,并把时间表调整为零,清理机箱内外表面。
具体参见[配料操作保养规程](四)烘干配料操作工将配好的原料于生产前10小时进行烘干备用。
1.烘干作业流程图2.作业过程(1). 计划注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工。
(2).领料配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。
(3). 配料配料操作工按照《配比表》的比例对原料进行配比。
(具体参见[配料作业指导书])(4). 烘干a. 配料操作工将烘干机温度表调至适用该种材料温度范围(80℃--125℃左右),并检查排风口是否正常。
配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。
b.配料操作工顺次开启电源总开关、加热开关、电机开关,进行原料烘干。
c.原料烘干后,配料操作工应该停止加温原料,开启保温状态,方可取出原料。
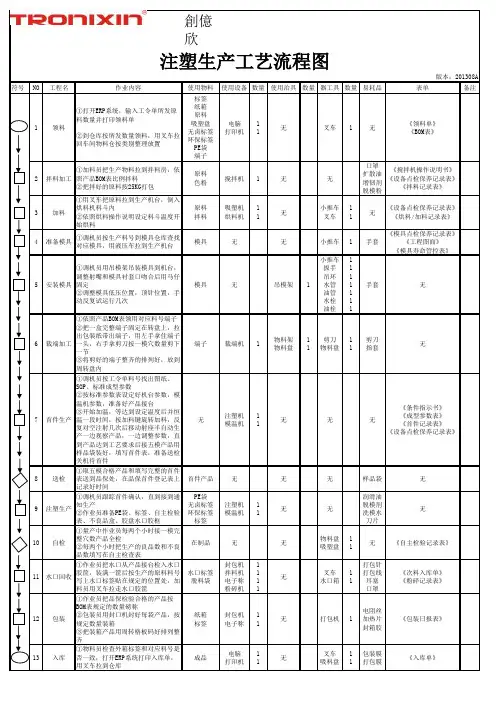
創億欣符号NO工程名作业内容使用物料使用设备数量使用治具数量器工具数量易耗品表单备注1领料①打开ERP系统,输入工令单所发原料数量并打印领料单②到仓库按所发数量领料,用叉车拉回车间物料仓按类别整理放置标签纸箱原料吸塑盘无卤标签环保标签PE袋端子电脑打印机11无叉车1无《领料单》《BOM表》2拌料加工①加料员把生产物料拉到拌料房,依照产品BOM表比例拌料②把拌好的原料按25KG打包原料色粉搅拌机1无无口罩扩散油增韧剂脱模粉《搅拌机操作说明书》《设备点检保养记录表》《拌料记录表》3加料①用叉车把原料拉到生产机台,倒入烘料机料斗内②依照烘料操作说明设定料斗温度开始烘料原料拌料吸塑机烘料机11无小推车叉车11无《设备点检保养记录表》《烘料/加料记录表》4准备模具①调机员按生产料号到模具仓库查找对应模具,用液压车拉到生产机台模具无无小推车1手套《模具点检保养记录表》《工程图面》《模具寿命管控表》5安装模具①调机员用吊模架吊装模具到机台,调整射嘴和模具衬套口吻合后用马仔固定②调整模具低压位置,顶针位置,手动反复试运行几次模具无吊模架1小推车扳手吊环水管油管水栓油栓1111111手套无6裁端加工①依照产品BOM表领用对应料号端子②把一盒完整端子固定在转盘上,拉出包装纸带出端子,用左手拿住端子一头,右手拿剪刀按一模穴数量剪下一节③将剪好的端子整齐的排列好,放到周转盘内端子裁端机1物料架物料盘11剪刀物料盘11剪刀指套无7首件生产①调机员按工令单料号找出图纸、SOP、标准成型参数②按标准参数表设定好机台参数,模温机参数,准备好产品接台③开始加温,等达到设定温度后并恒温一段时间,按加料键旋转加料,反复对空注射几次后移动射座半自动生产一边观察产品,一边调整参数,直到产品达到工艺要求后接五模产品用样品袋装好,填写首件表,准备送检关机待首件无注塑机模温机11无无无《条件指示书》《成型参数表》《首件记录表》《设备点检保养记录表》8送检①取五模合格产品和填写完整的首件表送到品保处,在品保首件登记表上记录好时间首件产品无无无样品袋无9注塑生产①调机员跟踪首件确认,直到接到通知生产②作业员准备PE袋、标签、自主检验表、不良品盒、胶盘水口胶框PE袋无卤标签环保标签标签注塑机模温机11无无润滑油脱模剂洗模水刀片无10自检①量产中作业员每两个小时接一模完整穴数产品全检②每两个小时把生产的良品数和不良品数填写在自主检查表在制品无无物料盘吸塑盘11无《自主检验记录表》11水口回收①作业员把水口从产品接台检入水口胶筐,装满一筐后按生产的原料料号写上水口标签贴在规定的位置处,加料员用叉车拉走水口胶筐水口标签脱料袋封包机拌料机电子称粉碎机1111无叉车水口箱11打包针打包线耳塞口罩《次料入库单》《粉碎记录表》12包装①作业员把品保检验合格的产品按BOM表规定的数量磅称②包装员用封口机封好每袋产品,按规定数量装箱③把装箱产品用周转格板码好排列整齐纸箱标签封包机电子称11无打包机1电阻丝加热片封箱胶《包装日报表》13入库①物料员检查外箱标签和对应料号是否一致,打开ERP系统打印入库单,用叉车拉到仓库成品电脑打印机11无叉车吸料盘11包装膜打包膜《入库单》版本:201308A 注塑生产工艺流程图。
为了方便大家能够更容易的使用注塑机,了解注塑成型过程.现将注塑机的工作顺序和成型方法以及操作方法介绍给大家,具体细节部分需要根据制品的成型条件进行设定.希望能对大家的工作有所帮助。
1.注塑机的动作程序:射台前进→注射→保压→预塑→倒缩→射台松退→冷却→开模→顶出→退针→开门→关门→合模→射台前进。
2.注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制柜操作和液压系统操作三个方面。
分别进行注射过程动作、加料动作、注射压力、注射速度、顶出型式的选择,料筒各段温度及电流、电压的监控,注射压力和背压压力的调节等。
3.注射过程动作选择:一般注塑机既可手动操作,也可以半自动和全自动操作。
手动操作是在一个生产周期中,每一个动作都是由操作者拨动操作开关而实现的。
一般在试机调模时才选用;半自动操作时机器可以自动完成一个工作周期的动作,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产;全自动操作时注塑机在完成一个工作周期的动作后,可自动进入下一个工作周期。
在正常的连续工作过程中无须停机进行控制和调整。
但须注意,如需要全自动工作,则(1)中途不要打开安全门,否则全自动操作中断;(2)要及时加料;(3)若选用电眼感应,应注意不要遮闭了电眼。
实际上,在全自动操作中通常也是需要中途临时停机的,如给机器模具喷射脱模剂等。
正常生产时,一般选用半自动或全自动操作。
操作开始时,应根据生产需要选择操作方式(手动、半自动或全自动),并相应拨动手动、半自动或全自动开关。
半自动及全自动的工作程序已由线路本身确定好,操作人员只需在电柜面上更改速度和压力的大小、时间的长短、顶针的次数等等,不会因操作者调错键钮而使工作程序出现混乱。
当一个周期中各个动作未调整妥当之前,应先选择手动操作,确认每个动作正常之后,再选择半自动或全自动操作。
4.预塑动作选择:根据预塑加料前后注座是否后退,即喷嘴是否离开模具,注塑机一般设有三种选择。
QC
QC 欠数
首检巡
检
50确认OK
生产
特别说明:
1、物料须妥善存放。
当天气潮湿、受潮时,须按正常工艺要求,增加烘料时间
0.5小时,增温5℃。
2、热流道模具、PPO 、TPU 物料须100%原料生产,不得添加二次料。
3、禁止扩大水口料比例混合,来弥补物料不足。
4、须模温机作业时,要与烘料温度设定一致(±10 ℃) ,并运行15分钟以上。
5、首次生产、放假停机、修模(机)再生产时,前50模产品作报废处理。
附件二:注塑生产工艺流程图
E R P 系统指令
生产部临时指令
配
色
调整工艺参数
报废前试模指令按比例添加二次料
控制
良品、不良品隔离
整修、清洁、包装
分类、计量
仓库再次校对
E
R P 登录
回馈OK 不
良改善,直至
需要的需要的
技术员抽检
员工自检、全检
物料合理干燥
合理安排机台
设定合适模温
模
生产指令安排过程参数
记录
各工艺参
数记录
接受生产指令
物料领取
模塑工艺
生
产
入库
过程控制确认跟踪
统计数据反馈指导进度控制。
业塑一、注机台作流程图领料配料烘干自检产两生产制日生注塑成型领模上模调试工艺造单计划表质领嵌件检不合格碎料入库粉碎处理合格合格产品去水口半成品入库一.作业过程(一)计划,根据车间产能、设(并复印下发到领班)车间主管接到由计划部下发的《生产制造单》备材料以及交货期编制车间《两日生产计划表》。
领模、领料、领嵌件(二),开具领模单到模房领取模具,并由配料操作工开具由班长根据车间《两日生产计划表》专业文档供参考,如有帮助请下载。
.领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。
(三)配料配料操作工按照《配比表》进行配料并做好相关记录。
1.配料作业流程图关机调设时间配料领料清理机斗2.作业过程、领料(1),开领料单到仓库领料配料操作工根据《两日生产计划表》清理机斗2)(配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。
(3) 调设时间分种左右。
—5配料操作工将混合机的搅拌时间调至4 配料(4)分种搅拌后,开启电源进行1a. 配料操作工将原料先倒一半进机箱内,加适当的色粉后, 另一半原料也倒进机箱内搅拌。
4分种后自动停止搅拌。
b. 开启电源,机箱内的原料开始搅拌, c. 打开机箱,取出搅拌好的原料,操作完毕。
关机(5)关掉电源开关,并把时间表调整为零,清理机箱内外表面。
] 配料操作保养规程具体参见[ 烘干(四)作业过程2. (1). 计划注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工。
专业文档供参考,如有帮助请下载。
.(2).领料配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。
(3). 配料配料操作工按照《配比表》的比例对原料进行配比。
(具体参见[配料作业指导书])(4). 烘干a. 配料操作工将烘干机温度表调至适用该种材料温度范围(80℃--125℃左右),并检查排风口是否正常。
配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。
程台、一注塑机作业流图
领料配料烘干自检
产生产制日两生注塑成型上模调试工艺领模造单计划表
质领嵌件检不合格碎料入库粉碎处理合格
合格半成品入库产品去水口
作业过程一.计划(一),根据车间产能、设(并复印下发到班长)车间主管接到由计划部下发的《生产制造单》备材料以及交货期编制车间《两日生产计划表》。
(二)领模、领料、领嵌件,开具领模单到模房领取模具,并由配料操作工开具由班长根据车间《两日生产计划表》
领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。
(三)配料
配料操作工按照《配比表》进行配料并做好相关记录。
1.配料作业流程图
关机调设时间配料领料清理机斗
2.作业过程、领料(1),开领料单到仓库领料配料操作工根据《两日生产计划表》清理机斗2)(配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。
(3) 调设时间分种左右。
—5配料操作工将混合机的搅拌时间调至4 (4)配料
分种搅拌后,开启电源进行1a. 配料操作工将原料先倒一半进机箱内,加适当的色粉后, 另一半原料也倒进机箱内搅拌。
4分种后自动停止搅拌。
b. 开启电源,机箱内的原料开始搅拌,打开机箱,取出搅拌好的原料,操作完毕。
c. 关机(5)
关掉电源开关,并把时间表调整为零,清理机箱内外表面。
] 配料操作保养规程具体参见[ 烘干(四)
作业过程2. 计划(1).
注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工。
(2).领料
配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。
(3). 配料
配料操作工按照《配比表》的比例对原料进行配比。
(具体参见[配料作业指导书])
(4). 烘干
a. 配料操作工将烘干机温度表调至适用该种材料温度范围(80℃--125℃左右),并检查排风口是否正常。
配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。
b.配料操作工顺次开启电源总开关、加热开关、电机开关,进行原料烘干。
c.原料烘干后,配料操作工应该停止加温原料,开启保温状态,方可取出原料。
d.烘干完成后,配料操作工要关掉电源开关,并清理机箱内的剩余原料、检查机内筛网是否结胶块。
(5)加料注塑
配料操作工将烘干好的原料倒入指定的注塑机,调试完成后即可由注塑工进行注塑生产。
具体参见[烘干机操作保养规程]
(五)上模
1)班长将领到的模具放置于相应的机台交给上下模员,由上下模员工将模具前后清理干净。
2)上下模员运用天车将模具搬运到指定注塑机(需要上模或换模)的指定位置。
(具体参见[天车操作规程])
3)上下模员测量模具厚度调机容模距离,用标准的管正环套在模具前端定位,模具中心位置与射台中心位置一致,以避免射胶漏胶现象。
4)上下模员根据模具大小上好马铁(每台机不得少于8个),并进行水、油管的安装,并确保通水、通油。
5)模具安装完毕之后,由上下模员对注塑机进行预热(大约40分钟),并将配好的料倒入相应的机台,完成后及时通知工艺师傅。
.
(六)调试工艺
1)在接到上下模员的通知后,工艺师傅先进行机台,模具的检查,确认OK后方可对机台进行调试。
2)调试工艺过程的调试事项
a. 模具的合模力(根据模具大小,机械大小调节)
b.顶钉的顶出位置(根据产品的厚度调节)
c. 开锁模压力和速度(根据模具设计,是否抽心结构而定)
d.射台前进与后退的压力和速度(根据材料性质,性能)
e.模具是否加温或冷却。
调注塑压力(根据产品的要求控制1-6段设置)
3)调试OK后,工艺师傅先射胶试产十几模产品,将试产合格的产品交给品管检验或作冲击试验以及产品尺寸的检验,规格符合要求后,通知注塑班长安排注塑工进行生产。
(七)注塑
1)由注塑工进行产品的注塑生产,并在生产过程中做好自检工作(具体参见[产品生产过程检验规程]、[工装夹具使用规程])
2)注塑员对生产出来的产品进行去口水料处理,处理完毕之后才可装箱。
生产结束后,注塑工要先停模具加温机(或冷却水),再停机电马达、紧急开关,3)并清点数量做好相关记录。
4)工作环境要求
A)机台要清理干净。
B)胶框要放置于工作区的指定位置。
C)水口、废料要放入指定的回收袋,进行回收再利用。
D)工装夹具要摆放于指定的位置。
E)装放产品的胶框要贴上标签,注明产品图号、产品数量、生产日期、生产操作人员。
5)白班、夜班交接时不同班次注塑工要进行产品型号、产品尾数的交接。
半成品入库(八).
由注塑部班长或者生产文员将检验合格的产品进行入库。
(九)粉碎
由配料员对报废品、水口进行粉碎处理。
1.粉碎作业流程图
关机粉碎分类检查确认
2.作业过程)分类(1粉碎操作工对需要粉碎的水口或废料按照透明原料水口、透明颜色水口、白色水口、黑料水口进行分类(2).检查确认粉碎操作工检查皮带、刀片,调整螺丝是否在适当位置。
粉碎).(3粉碎操作工将水口倒在框架上,打开机斗门一小部分,将水口料推进机斗箱内进行粉a.
碎。
b. 粉碎后碎料通过筛网进入料箱。
粉碎操作工把口水倒在框架上,发现大胶块时,应挑出进行打碎再进行粉碎。
c.
d. 粉碎操作工对粉碎好的碎料进行装袋备用。
).关机(4 关机的具体要求:关机前要求粉碎斗的水口要粉碎干净。
a.
b. 关掉电源。
c. 清理机箱内外表面。
检查各零部件是否松动。
d.
碎料入库(十)由配料员将粉碎好的物料进行入库重新利用。
陈建平2012.03.26.
发布审批编制陈建平日期。