CF-WD-005-001热处理生产操作记录表(BE)材质
- 格式:xlsx
- 大小:14.25 KB
- 文档页数:2
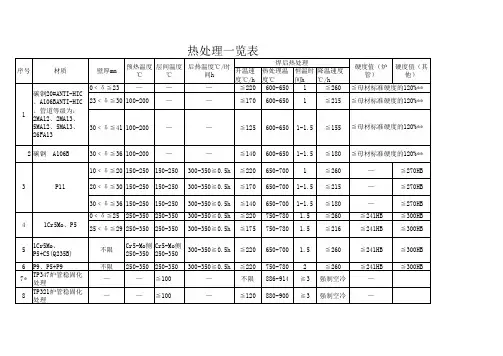
热处理控制程序(ISO9001-2015)1 目的对压力容器或零部件消除焊接或其它残余应力、防止变形、稳定尺寸、改善力学性能及耐腐蚀要求的热处理控制作出规定,以保证热处理符合标准、规范要求,处于受控状态。
2 适用范围公司内部产品制造过程中对热处理的控制及热处理分包时的控制要求。
3 职责热处理质量控制系统实行热处理责任工程师负责制。
技术部工艺组负责热处理工艺文件的编制,热处理责任工程师负责审核。
生产部负责热处理操作,质检部负责热处理外包方评估及检验与试验。
4 程序4.1 流程图热处理控制程序图4.2热处理工艺文件(1)按标准、规范、焊接工艺指导书、材料和设计图样要求,由热处理工艺人员负责编制热处理工艺文件,热处理责任工程师负责审核。
(2)对新材料的热处理或新工艺的试验,由热处理工艺人员或焊接工艺人员提出热处理试验方案,经热处理责任工程师认可后进行热处理工艺试验,提出评定报告,编制工艺文件。
(3)热处理工艺文件需要更改时,应由热处理工艺人员提出更改通知单,热处理责任工程师审批后方可更改。
(4)热处理工艺文件的发放由技术部负责,至少应发放到生产部和质控部,热处理外协时还应发放到设备部,其它事项按《工艺文件管理制度》执行。
4.3 热处理设备和测温装置(1)热处理设备应按设备管理要求保养良好,炉温均匀性和有效温区要满足热处理工艺的要求。
(2)测温热电偶和测量仪器、记录仪表等应完好,其精度、灵敏度、量程等均应符合规定要求,且经计量检定并在有效期内。
(3)应采用自动测温记录仪记录时间-温度控制曲线,测温点的位置和数量应能正确反应工件的实际温度,确保热处理工艺曲线真实有效。
4.4热处理操作(1)焊后热处理应在焊接工作全部完成并检测合格后,于耐压试验前进行。
(2)热处理操作者应经培训上岗,熟悉热处理标准规范、工艺、设备、温控和记录装置。
(3)热处理操作者应严格执行工艺,完成热处理操作并做好记录。
4.5 检验和试验(1)热处理检验员对热处理操作是否符合工艺要求进行检查,并在自动记录表和其它操作记录上签字确认,热处理责任工程师审核。
热处理特殊过程确认表
一、背景:
热处理是一种特殊加工过程,用于改善材料的力学性能。
为确保热处理过程的可靠性和安全性,特殊过程确认表将记录热处理过程中的关键要素。
二、确认表内容:
1. 材料信息:
- 材料名称:
- 牌号/规格:
- 供应商信息:
- 厂家信息:
2. 热处理过程:
- 热处理方法/工艺:
- 加热温度范围:
- 保温时间:
- 冷却介质:
- 冷却方式:
- 热处理设备名称/编号:
3. 操作人员:
- 热处理操作人员姓名:
- 热处理操作人员资质证书编号:- 操作人员经验:
4. 热处理记录:
- 加热温度曲线记录:
- 保温时间记录:
- 冷却过程记录:
5. 试样检测:
- 试样名称/编号:
- 试样位置:
- 试样检测方法:
- 检测结果:
6. 处理后控制:
- 热处理后硬度要求:
- 硬度测量方法:
- 硬度测量结果:
三、注意事项:
1. 热处理过程中要遵循相关的标准和规范,确保操作的规范性和一致性。
2. 所有热处理过程和记录都应经过专业人员确认和签字。
3. 热处理后的试样检测结果应符合要求,否则需采取相应的措施。
四、附件:
- 材料标识、供应商信息、厂家信息附件
- 热处理设备操作手册
- 热处理方法/工艺说明书
五、审核:
经办人签字:
审核人签字:
六、其他备注:
请在交接过程中务必保证热处理确认表的完整性和准确性。
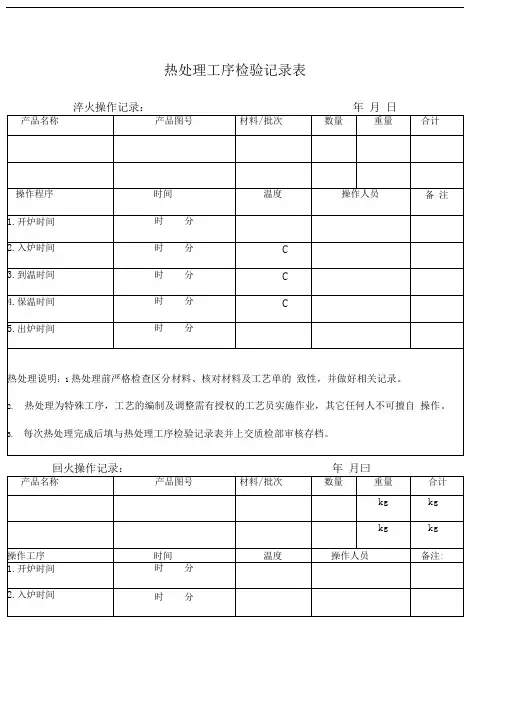
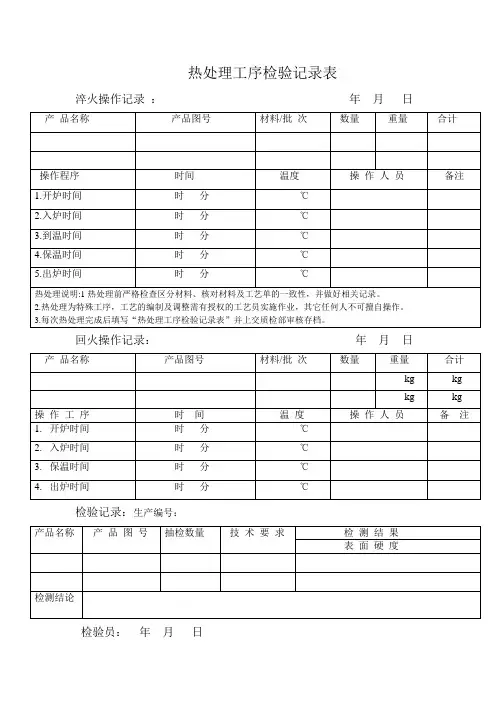
热处理检验记录表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)热处理工序检验记录表淬火操作记录:年月日回火操作记录:年月日检验记录:生产编号:检验员:年月日检验科医疗废弃物处理记录表检验科2021年12月检验科医疗废弃物的管理措施一、医疗废弃物管理的基本原则1.维护人的健康和安全。
2.保护环境和自然资源。
3.对医疗废弃物管理实行全过程控制二、医疗废弃物的收集与贮存流程1.医疗废弃物产生科室责任1)医疗废弃物的管理实行全过程控制,科室产生的医疗废弃物要进行登记和交接,不许放在无人看管的地方。
2)要严格按照医院制定的医疗废弃物产生地对医疗废弃物处置的具体要求执行。
2.收集医疗废弃物人员着装要求1)工作时间穿规定的工作服、鞋,戴帽子、口罩、手套。
2)进医疗废弃物贮存处穿鞋套,出来脱鞋套。
3.收集医疗废弃物人员工作责任1)检查是否按规定封闭袋口、贴有填好的标签,袋子是否完好无损。
2)将袋子直接装入医疗废弃物运输车中,中途不得着地,不得遗撒。
3)对于科室未按规定贴标签的袋子应主动与管理者联系贴签,若仍不贴标签可拒绝收集。
4)运输车装完医疗废弃物后,加盖密闭,按指定的路线直接运送到医院医疗废弃物贮存处,将收集的医疗废弃物直接装入专用整理箱中,加盖封闭待运,不得野蛮装卸。
5)每次运输后对车辆进行消毒,每周进行2次冲洗。
用1000mg/L含消毒剂喷洒消毒。
6)每次运输完毕锁好医疗废弃物贮存处的门。
7)每周对医疗废弃物贮存处用1000mg/L含氯消毒剂擦拭地面,清扫干净保持卫生清洁。
8)运送人员做好个人防护,防止医疗废弃物流失、泄漏和扩散,并防止医疗废弃物直接接触身体。
检验科医疗废弃物处置的具体要求一、产生地严格按照《医疗废弃物分类目录》对医疗废弃物进行分类管理(后附医疗废弃物分类目录表)。
二、根据医疗废弃物的类别,将医疗废弃物分别置于符合《医疗废弃物专用包装物、容器的标准和警示的标识的规定》的包装物容器内。
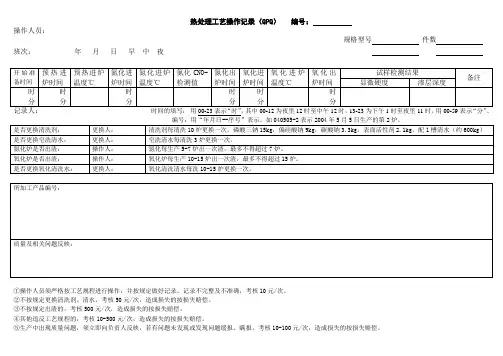
热处理工艺操作记录(QPQ)编号:
操作人员:
规格型号件数
班次:年月日早中夜
时间的填写:用00-23表示“时”,其中00-12为夜里12时至中午12时,13-23为下午1时至夜里11时。
用00-59表示“分”。
①操作人员须严格按工艺规程进行操作,并按规定做好记录。
记录不完整及不准确,考核10元/次。
②不按规定更换清洗剂、清水,考核50元/次,造成损失的按损失赔偿。
③不按规定出渣的,考核500元/次,造成损失的按损失赔偿。
④其他违反工艺规程的,考核10-500元/次,造成损失的按损失赔偿。
⑤生产中出现质量问题,须立即向负责人反映,若有问题未发现或发现问题缓报、瞒报,考核10-100元/次,造成损失的按损失赔偿。
热处理工序检验记录表淬火操作记录:年月日回火操作记录:年月日检验记录:生产编号:检验员:年月日附件3施工方案审查表目录1.工程概述⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅22.编制依据⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅23.施工程序⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅34.施工方法及技术措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅35.施工进度计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅66.降低成本措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅67.施工质量保证措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅68.安全保证措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅79.文明施工技术措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅1110.劳动力需用计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅1111.施工机具与施工手段用料计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅111、工程概述1。
热处理实验报告记录————————————————————————————————作者:————————————————————————————————日期:材料成分和热处理工艺对钢组织与性能的影响一、实验目的1. 了解热处理设备和几种热处理工艺(正火,回火,淬火)的实际操作。
2. 了解材料成分、热处理工艺、组织和性能之间的关系。
3. 熟悉冷却条件对钢组织与性能的影响。
4. 初步熟悉洛氏硬度计的使用方法。
5. 利用金相显微镜观察钢组织。
二、实验原理钢的淬火:钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
也可以通过淬火满足某些特种钢材的铁磁性、耐蚀性等特殊的物理、化学性能。
钢的淬火有三个重要的影响因素:加热温度,保温时间,冷却速度。
加热温度:亚共析钢加热温度为Ac3温度以上30~50℃。
高温下钢的状态处在单相奥氏体(A)区内,故称为完全淬火。
如亚共析钢加热温度高于Ac1、低于Ac3温度,则高温下部分先共析铁素体未完全转变成奥氏体,即为不完全(或亚临界)淬火。
过共析钢淬火温度为Ac1温度以上30~50℃,这温度范围处于奥氏体与渗碳体(A+C)双相区。
因而过共析钢的正常的淬火仍属不完全淬火,淬火后得到马氏体基体上分布渗碳体的组织。
淬火保温:淬火保温时间由设备加热方式、零件尺寸、钢的成分、装炉量和设备功率等多种因素确定。
对整体淬火而言,保温的目的是使工件内部温度均匀趋于一致。
对各类淬火,其保温时间最终取决于在要求淬火的区域获得良好的淬火加热组织。
加热与保温是影响淬火质量的重要环节,奥氏体化获得的组织状态直接影响淬火后的性能。
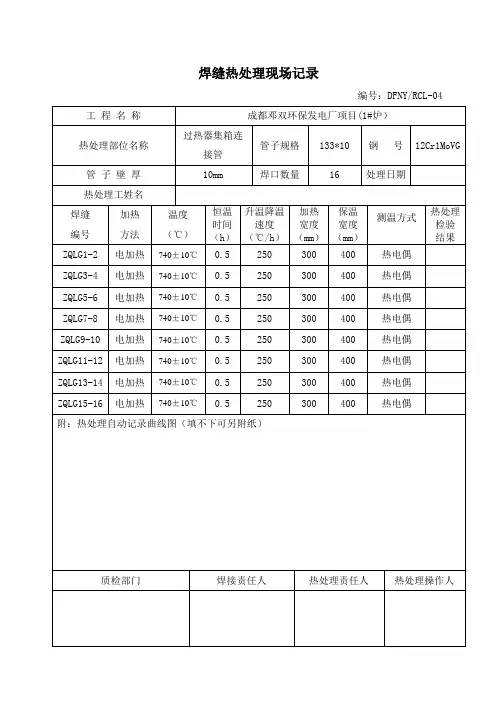
编号:DFNY/RCL-04编号:DFNY/RCL-04编号:DFNY/RCL-04编号:DFNY/RCL-04记录编号:DFNY/RCL-03工程名称成都邓双环保发电厂项目(1#锅炉)编号001部件名称过热器手孔材质12Cr1MoVG规格Ø133×13 焊口数7预热加热方法电加热升温速度200-300℃/h预热温度打底:℃;预热:200 ℃层间温度300-350℃测温方法热电偶加热措施电加热保温措施硅酸铝纤维板保温后热加热温度恒温时间h其他要求焊后热处理升温速度250℃/h 降温速度250℃/h加热方法电加热加热宽度250mm 保温层宽度600mm 恒温温度740+_10℃恒温时间 1 h热电偶型号WRN-630,K分度数量2支工艺曲线图:注意事项:加热焊口编号为SKHH1-SKHH7记录编号:DFNY/RCL-03工程名称成都邓双环保发电厂项目(1#锅炉)编号002部件名称过热器集箱连接管材质12Cr1MoVG规格Ø133×10 焊口数16预热加热方法电加热升温速度200-300℃/h预热温度打底:℃;预热:200 ℃层间温度300-350℃测温方法热电偶加热措施电加热保温措施硅酸铝纤维板保温后热加热温度恒温时间h其他要求焊后热处理升温速度250℃/h 降温速度250℃/h 加热方法电加热加热宽度250mm 保温层宽度600mm 恒温温度740+_10℃恒温时间 1 h热电偶型号WRN-630,K分度数量2支工艺曲线图:注意事项:加热焊口编号为ZQLG1-ZQLG16记录编号:DFNY/RCL-03工程名称成都邓双环保发电厂项目(1#锅炉)编号003部件名称蒸汽管材质12Cr1MoVG规格Ø273×16 焊口数11预热加热方法电加热升温速度200-300℃/h预热温度打底:℃;预热:200 ℃层间温度300-350℃测温方法热电偶加热措施电加热保温措施硅酸铝纤维板保温后热加热温度恒温时间h其他要求焊后热处理升温速度250℃/h 降温速度250℃/h加热方法电加热加热宽度250mm 保温层宽度600mm 恒温温度740+_10℃恒温时间 1.5 h热电偶型号WRN-630,K分度数量2支工艺曲线图:注意事项:加热焊口编号为ZQZG1-ZQZG5ZQ2G1-ZQ2G6热处理报告记录编号:DFNY/RCL-05记录编号:DFNY/RCL-05记录编号:DFNY/RCL-05焊后热处理质量评价表评价人:__________________ 日期:_______________。
热处理过程记录表
一、概述
本文档记录了热处理过程的关键步骤、参数和结果。
旨在确保热处理过程的准确性和标准化,并为日后参考提供依据。
二、热处理过程记录
三、备注
- 热处理过程中需严格控制温度和时间,确保操作安全。
- 结果栏可记录异常情况或特殊说明。
- 热处理过程记录表应妥善保管,并定期进行归档。
以上是热处理过程记录表的内容,供您参考。
请根据实际情况进行填写,并确保记录的准确性和完整性。
如有任何问题或需要进一步帮助,请随时与我联系。
内容要盖章或签字确认。
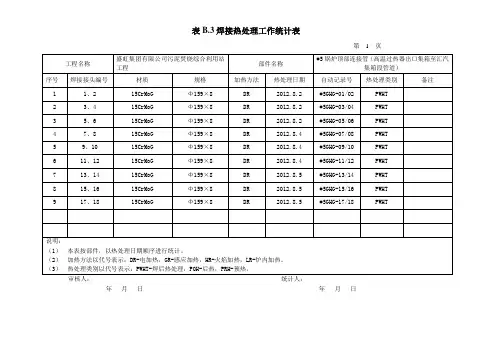
6、未进行热处理的管线不用列入,但进行热处理焊缝的管线序号要与《压力管道安装技术特性表》的序号一致。
7、单线热处理焊口计数号是该根管线的热处理焊口开始从1计数排序到其尾;到下根管线焊口始再从1排序;如此到所有管线结束。
8、热处理焊口计数是指从第一根管线的第一道焊口开始排序连号计数直至最后一根管线的最后一道焊口。
9、焊口号是指施工时编制的焊口号,与单线图上的焊口号一致。
10、材质、规格与《压力管道安装技术特性表》的对应序号一致。
11、热处理方法按实填写,如电加热法、燃油法等。
12、热处理温度、恒温时间及硬度试验值按实填写(应在标准或设计规定范围内)。
13、其他情况填写未见异常。
14、结果填写合格。
15、热处理操作者、硬度试验者按实填写。
16、热处理日期按实填写(如超过1日以上,则从开始日至结束日)。
17、本记录报告后应附焊口热处理自动记录曲线图复印件,并对应放置,在备注内注明。
18、如是分包做的热处理,则本报告由热处理单位出具;其后也应附焊口热处理自动记录曲线图复印件,并对应放置,在备注内注明页码;热处理报告的质检员、审核由热处理单位人员签署,并盖好热处理单位公章;还要在该页热处理单位签名的空白处,签署安装单位质保体系中的热处理责任工程师的确认名字,并写上日期与安装单位名称。