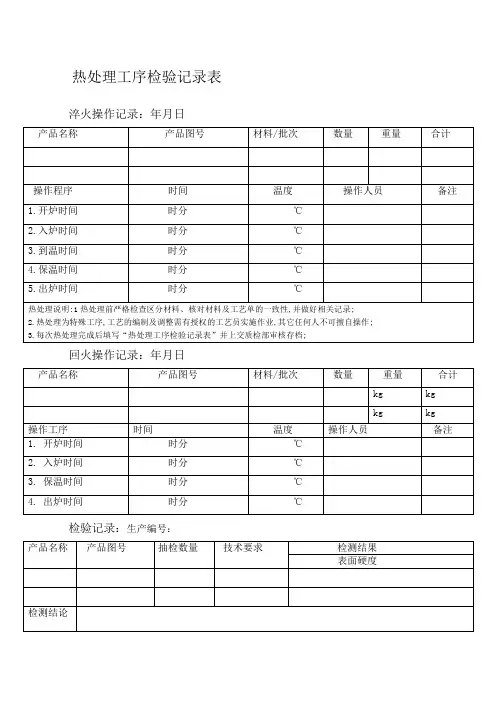
热处理检验记录表
- 格式:docx
- 大小:242.31 KB
- 文档页数:3
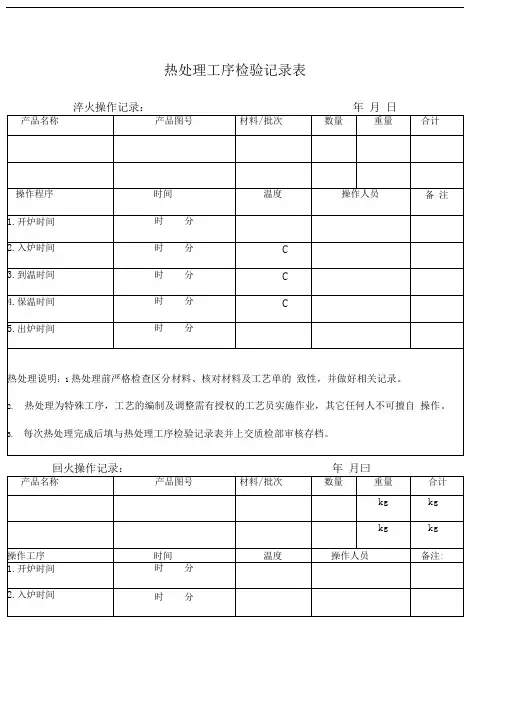
热处理作业指导书一、引言热处理是一种通过加热和冷却金属材料来改变其物理和化学性质的工艺。
本指导书旨在提供热处理作业的详细指导,以确保作业过程的安全性、高效性和质量。
二、作业准备1. 确定热处理工艺:根据材料类型、要求性能和工艺规范,选择适当的热处理工艺,包括加热温度、保温时间和冷却方式等。
2. 材料准备:清洁材料表面,去除油污和其他污染物,以确保热处理效果。
3. 设备检查:检查热处理设备的运行状态,包括加热炉、冷却设备和控制系统等,确保其正常工作。
4. 工艺参数设定:根据工艺要求,设定加热温度、保温时间和冷却速率等参数。
三、作业流程1. 材料装夹:根据材料形状和尺寸,选择适当的装夹方法,确保材料在热处理过程中的稳定性和均匀性。
2. 加热过程:a. 将材料放入预热炉中,按照设定的温度曲线进行加热。
b. 控制加热速率,确保材料温度均匀上升,避免温度梯度过大引起应力集中。
c. 达到设定温度后,保持一定的保温时间,使材料达到所需的组织状态。
3. 冷却过程:a. 根据热处理工艺要求,选择适当的冷却方式,如水淬、油淬或空冷等。
b. 控制冷却速率,避免快速冷却引起材料的裂纹和变形。
4. 温度监控:在整个热处理过程中,通过温度传感器和控制系统实时监控和调节材料的温度,确保工艺参数的准确性和稳定性。
5. 作业记录:记录热处理过程中的关键参数,包括加热温度、保温时间、冷却方式和材料性能等,以备后续分析和追溯。
四、安全注意事项1. 确保作业场所通风良好,防止有害气体积聚。
2. 佩戴个人防护装备,如防护眼镜、耳塞、手套和防护服等。
3. 遵守操作规程,禁止在未经许可的情况下进行个人行为,如吸烟、饮食等。
4. 注意热处理设备和材料的温度,避免烫伤和热飞溅。
5. 使用合适的工具和设备进行作业,避免意外事故发生。
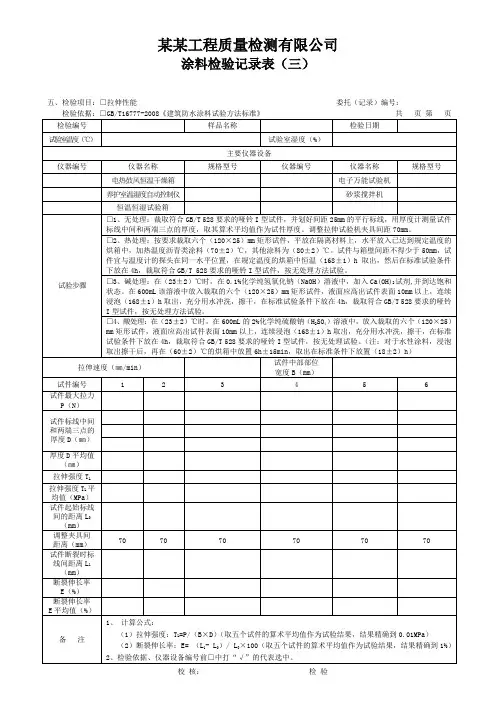
五、质量控制1. 检验方法:根据热处理工艺要求,选择适当的检验方法,包括金相显微镜、硬度计、拉伸试验机等,对热处理后的材料进行性能测试。
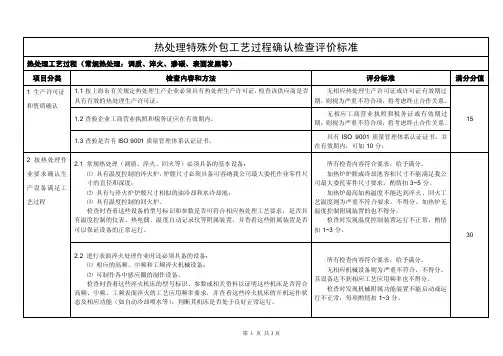
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==热处理检验指导书篇一:热处理检验规程徐州显峰标准件厂分供方管控文件(热处理验收技术条件及检验规程)(A/0版)编制_______________审核_______________批准_______________发行日期:201X年04月16日生效日期:201X年04月30日热处理验收技术条件及检验指导书金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、拉力试验机等)进行检测。
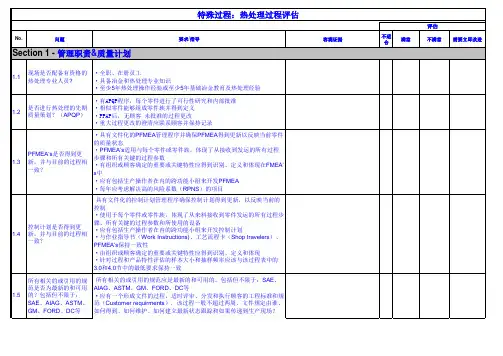
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
因此,为了提高我厂产品质量,对分供方---热处理厂家加工处理的产品进行检验。
遵循热处理相关标准,根据标准件的机械性能要求,特制定此规范。
一、使用范围:本规范适用于所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法 GB1818金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法 GB4342金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法 2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
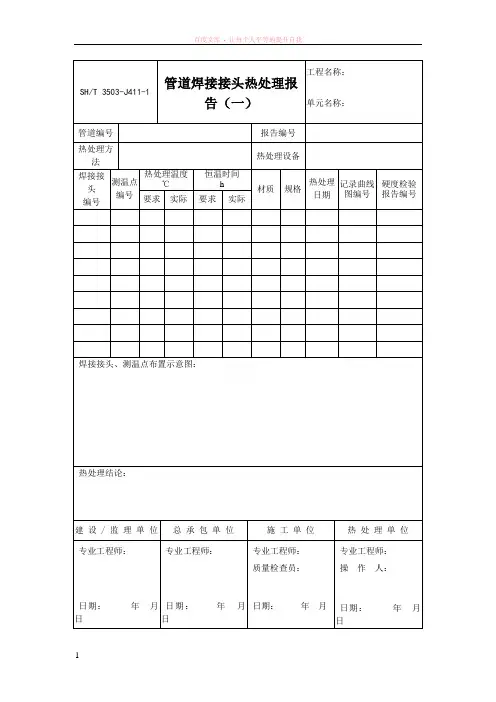
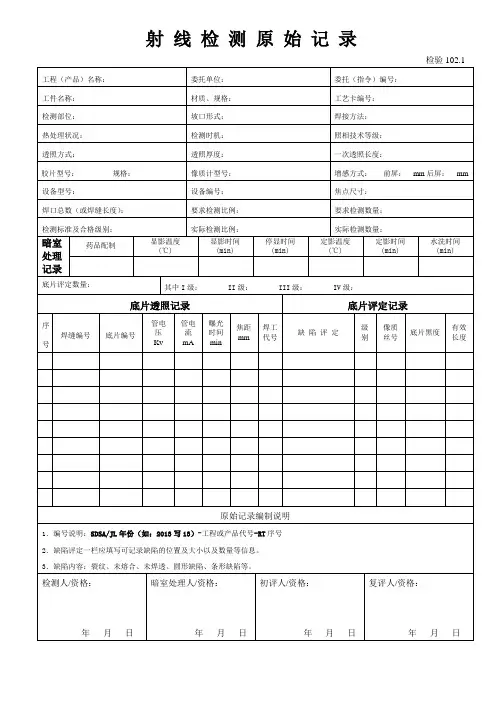
SH/T 3503-J411-1管道焊接接头热处理报告(一)工程名称:单元名称:管道编号报告编号热处理方法热处理设备焊接接头编号测温点编号热处理温度℃恒温时间h 材质规格热处理日期记录曲线图编号硬度检验报告编号要求实际要求实际焊接接头、测温点布置示意图:热处理结论:建设/ 监理单位总承包单位施工单位热处理单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:日期:年月专业工程师:操作人:日期:年月日SH/T 3503-J411-2管道焊接接头热处理报告(二)工程名称:单元名称:管道编号报告编号热处理方法热处理设备焊接接头编号测温点编号热处理温度℃恒温时间h材质规格热处理日期记录曲线图编号硬度检验报告编号要求实际要求实际SH/T 3503-J129硬度检验报告第页共页工程名称:单元名称:委托单位报告编号检件编号承包单位检件名称检件规格mm 检件材质热处理状态表面状态检验方法检验标准被检验产品标准设备型号检验比例% 检验数量检验部位编号测点编号硬度值检验部位编号测点编号硬度值检验部位编号测点编号硬度值检验结论:备注:试验人:资格:审核人:资格:检测单位:(公章)报告日期:年月日。
.实用文档.热处理硬度检验标准1适用范围1.1有热处理或硬度要求的自制零件的硬度检验;1.2外委热处理零件的硬度检验;1.3有硬度要求或者有热处理要求的外协外购件的硬度检验。
2抽样标准2.1重要零部件100%全检;3一般零件抽样方法及判定标准,按照国标GB/T2828.1-2003规定的抽样程序及计数抽样表中之规定执行。
4检验工程及方法4.1热处理件进厂时要查验供给商附送的相应的热处理检验记录,并确认记录内容是否符合相关技术要求。
4.2外表打磨:4.2.1为得到较为准确的测试结果,零件的测试部位均应进行外表打磨、抛光,外表光洁度应到达Ra1.6以上。
4.2.2成品件或不允许外表打磨的零件测试时,先不进行外表打磨直接在零件不影响外观外表检测。
假设测试结果不合格时,那么须进行破坏性打磨检测,假设打磨后检测合格,那么判定合格。
4.2.3热处理零件外表产生脱碳现象时,须将零件外表磨深0.5~2mm后再进行检测。
4.3每一零件原那么上应至少检测四点,取其平均值作为评价结果。
选取位置要能代表整体各部位的硬度〔零件较小或无法取多点除外〕4.4硬度测试仪器选择4.4.1铸铁产品〔灰铁、球墨铸铁等〕,可选用布氏硬度计里氏硬度计测试。
4.4.2各类钢件可选用布氏硬度计里氏硬度计测试。
4.4.3薄壁件〔厚度在2mm以下〕,及有色金属类应选用维氏硬度计测试,不可用布氏硬度计测试。
4.硬度计的使用锤击式布氏硬度计的使用在试验前应做好如下准备工作,试验前首先将标准试块〔标准硬度试块〕大倒角形的一端插入钢珠及衡头之间嵌装在体中的弹簧使衡头将标准试块紧压在钢珠上。
在被测试材料的外表上应将其上面锈蚀层磨光使之得到一平坦且光滑的外表,以便在试验时试件上得到清晰的钢珠压痕,从而获得较精确的数值。
考前须知:1.试验人员应遵守操作规程。
2.进行试验前,要先检查测头状况〔钢球是否变形等〕。
3.标准硬度块的使用只能在工作面进行,每次试验点距离应大于2mm。