设备劣化与倾向管理(精选)
- 格式:ppt
- 大小:607.00 KB
- 文档页数:8
设备维护部设备劣化倾向分析方案一、概念设备的劣化是指设备降低或丧失了规定的功能。
设备劣化包括设备工作异常、性能降低、突发故障、设备损坏和经济价值降低等状态表现的总称。
倾向管理是为了把握设备的劣化倾向程度和减损量的变化趋势,通过观察其故障参数,实施定量的劣化量测定,对测定的结果进行数据管理,并对劣化原因进行分析,以控制设备的劣化倾向,从而预知其使用寿命,最经济地进行维修,这样的管理方式称为倾向管理。
二、目的设备劣化倾向管理的目的,在于跟踪设备的劣化趋势,评估设备的状况,以判断设备的可靠性,为设备的定修(消除劣化)决策提出科学的依据。
三、方法锅炉四管的劣化是随着锅炉运行时间的增长,管子由原始的状态向失效状态发展的过程,在不同的时间,劣化程度是不同的。
对这个过程进行量化记录,然后进行统计和分析,总结劣化规律,计算其劣化速度,估算剩余寿命,确定在其彻底失效前需采取的检修手段。
锅炉四管劣化倾向的关键是找到可以“量化”的点,即如何跟踪管子的劣化趋势。
针对管子不同的失效形式,采取合适的检测手段,将其劣化过程用数据表述出来。
辅机设备故障是有其发展过程的,如噪声由小到大,温度由低到高,振动数值的急剧变化,润滑液使用过的油中金属微粒逐渐增加等等。
倾向管理就是对设备零部件的劣化进行数据处理,从中找出劣化的周期,进行预防检修,降低维修费用,发挥设备的最大效率,保证生产的正常运行。
锅炉专业主要针对受热面和主要辅机设备开展劣化倾向管理,由设备责任点检员采取周报表的方式进行管理分析。
前期首先将锅炉各大风机主轴承、磨煤机小齿轮轴承、磨煤机减速箱、空预器减速箱纳入设备劣化倾向管理,后续将针对锅炉各受热面制定劣化倾向管理方案。
“设备劣化倾向管理周报表”格式见附件。
锅炉作业区2016年11月15日。
设备劣化倾向性管理应用及诊断一、设备劣化倾向性管理设备劣化是指设备降低或丧失了规定的功能。
设备劣化包括设备正常异常、性能降低、突发故障、设备损坏和经济价值降低等状态表现得总称。
倾向性管理是定量管理的重要组成部分,它是随着时间的推移对设备劣化的数据进行记录,并做统计分析,找出劣化规律,实行状态检修的一种设备管理方式。
设备劣化倾向性管理的目的,在于跟踪设备的劣化趋势,评估设备的状况,以判断设备的可靠性,为设备的定修决策(消除劣化)提供科学的依据。
下面介绍他的应用及诊断。
二、设备劣化倾向性管理应用及诊断1、各类专业检测诊断:旋转机械振动测试、诊断;风机在线动平衡、振动诊断,现场动平衡分析1)是设备诊断工作中最有效、最常见的手段之一,可以避免大量的欠维修和过维修。
2)是把握设备状态、确保设备运行所运用的一种有效手段,将设备状态用量化指标加以反应,为设备状态把握起到良好的技术支撑作用。
如:设备受控点模式,就是设备状态诊断的典型案例,为设备倾向管理和预知维修提供了技术依据,取得了明显效果。
3)是判断设备不平衡(可用现场动平衡降低振动)、不对中、接手异常、基础松动、轴承故障、齿轮故障、气流喘振、电机断条、电机转子偏心等故障,是设备诊断工程中最常见的手段之一。
某大型烧结主排风机振动剧烈,忽大忽小,不稳定。
经精密诊断,认为:叶轮存在裂纹故障,停机检修时发现裂纹多达4条,避免了毁机事故,带来了巨大的社会和经济效益。
2、振动传感器/ 检测工器具标定;振动传感器及在线系统标定。
3、润滑油、润脂油、液压油、工艺油、燃料油、绝缘油等物理化学性能测试;清洗剂、钝化剂等化工产品分析;设备在线用油分析、诊断、铁谱(轴承、齿轮磨损状况)分析诊断。
通过对设备在线用油的油脂分析、铁谱分析、光谱分析,可以把握设备用油、设备润滑及通过油品发现设备本身的一些缺陷,是设备诊断的重要组成部分。
4、油浸式变压器(及其它绝缘体)绝缘状态诊断主要是通过对油浸式变压器、充油电缆油的分析、对绝缘油的诊断,了解变压器或电缆内部的状态、固体绝缘的老化趋势以及油品的绝缘特性,判断其内部故障。

动力厂设备劣化倾向管理办法一、目的:动力厂大部份重要(关键)设备均运行10年以上,部分设备运行时间已超过了20年。
为了加强动力厂设备管理,防止设备劣化引发设备故障或事故发生,防止人为因素造成设备损坏或失效以及设备的劣化加速,切实将故障维修模式转变为预知维修模式,从而延缓设备劣化速度,延长设备的使用寿命,提高公司经济效益。
努力做到重要(关键)设备零非停,更好的预防和降低因设备事故造成的安全生产影响,为公司各部门、单位输送安全、平稳、高质量的电、水、气,特编制动力厂设备劣倾向管理办法。
二、设备劣化的定义:随着时间的推移,设备原有效用的降低及丧失,以及设备的技术、经济性能的降低,都称为设备的劣化。
设备劣化是设备运行的必然过程,要做到不让其劣化是不可能的,劣化后结果表现为:1、设备工作异常;2、设备性能降低;3、产生故障;4、损坏失效;5、与新设的相比较,性能不好、效用不全等现象。
三、设备劣化的分类:设备的绝对劣化(老化)是指设备由于物理的、化学的作用,使它与新设备相比较,技术性能日趋下降;设备的相对劣化又称陈旧劣化,指随时间向前推移,原设备的经济价值逐渐下降,与性能优异的最新同类设备相比,在精度、生产效率等方面又存在着明显的差距。
四、设备劣化的具体表现形式:1.机械磨损,设备的机构或附件在作相对运动时易产生机械磨损,机构之间的摩擦(含滑动摩擦和滚动摩擦)在正常使用寿命范围内磨损速度较慢,超期使用则磨损急剧加快;2.裂纹,设备工作机构在动载荷的长期作用下或受异常外力作用下易产生裂纹,是机械疲劳的一种反映;3.塑料性断裂和脆性断裂,由于年久塑料产生脆性形成脆性断裂,因塑料件受力变形或高温变形产生断裂;4.腐蚀,设备机件大多属金属材质,其因工作环境的介质发生腐蚀,如:水、空气、酸、碱、盐液及其它腐蚀性气体。
腐蚀后部件强度降低,承受各种应力的能力下降;5.蠕变,在高温条件下工作的设备构件,若长期外加应力,则随时间的增加,机件的塑性变形不断增加,这就是蠕变,产生蠕变会使机件承受负荷的能力下降;6.元器件老化,电气、仪表、计算机设备等劣化的主要表现,电阻值发生变化,绕组断线,电容器漏电或干涸、绝缘的劣化等。

设备劣化及其预防对策第一节设备的劣化一、设备劣化的定义设备原有功能的降低及丧失,以及设备的技术、经济性能的降低,都称为设备的劣化。
设备工作异常、性能降低、产生故障、损失失效,以及与新设备相比较,性能不好、功能不全,价格较贵等现象,均是设备劣化的表现。
在设备制造完成后,不管是否使用,随着时间的推移,都会产生劣化,这实际上是设备的一个固有的特性,而对设备劣化过程进行研究,及时发现问题,采取相应措施,防患于未然,把故障消灭于发生之前,是设备工作者的一个十分重要课题。
当然,人为的因素也会造成设备的损坏和失效。
如操作失误,就有可能造成设备立刻损坏、失效、或是加快设备劣化的速度。
任何设备都会劣化。
无论在设备的设计、制造方面,操作使用和维护保养上,作出多大的努力,付出多大的代价,要想让设备不发生劣化,实际上是办不到的。
但是,对所使用的设备进行科学管理及精心维护、使用。
可以延缓设备劣化的速度,延长设备的寿命,提高企业的经济效益,这就是设备使用、点检、维护及管理者的任务。
特别是,随着现代科学技术的发展,现代化设备日趋大型化,连续作业和自动化程度也日益提高,系统的复杂化和设备的多能化也日趋增加。
这样,设备管理在企业经营中的地位,设备劣化机理及其预防方法、维修技术的研究,就显得越来越重要,其难度也越来越高。
为使设备处于良好的工作状态,提高设备的效率,设备人员担负着繁重而艰巨的任务。
而了解设备劣化的机理,摸索及搞清设备劣化的规律,进而设法延缓设备劣化的速度,延长设备的寿命,就是设备人员的主要任务之一。
二、设备劣化的分类及质量设备劣化可分为有形劣化和无形劣化二大类,分别叙述如下:(一)设备的有形劣化设备在其使用或闲置过程中,都会产生实体的损伤,这种损伤就称为设备的有形劣化。
有形劣化又分为使用劣化、自然劣化和灾害劣化三种。
1、设备的使用劣化设备的使用劣化是指设备在使用过程中,在外力作用下,受到机械碰撞、摩擦、介质的侵蚀等原因,造成设备的损坏、腐蚀、疲劳、剥落等情况。
预防设备劣化的五大方法对策设备劣化预防对策,主要是研究预防劣化(或延缓劣化)、测定劣化和修复劣化三个方面的问题。
一、预防劣化首先从保持现有设备性能的维修活动着手,把保持精度性能的预防劣化放在首位。
磨损量随着时间的增加而增加,在正常均磨损限度内是成一定比例关系的。
图中实线表示平均劣化倾向,而实际的磨损量同实线还有相当距离。
如该零件的磨损使用权限为t毫米,磨损所需要的时间则在最小h1和最大h2之间,与其磨损速度有关,设备本身的好坏,当然是主要因素,但是运行条件、供油情况.循环条件等有很大的影响。
为了防止劣化,要注意合理操作,保持良好的供油、环境条件(特别是要保持清洁)等。
前者是保证正常运行,后者是日常维修。
一般来说,为了防止劣化,正常运行和日常维修是必要的。
日常维修包括轴承、齿轮等的传动部分,滑动部分的给油,密封垫等,易损零件的简单调换、调节以及污损部位的扫除等。
日常维修大都很简单,但对减少设备劣化起着不可忽视的作用。
“PM”的第一步就是从日常检修着手的,只要持之以恒,一定会收到良好的效果。
二、测定劣化日常维护和保持正常运转,虽能控制和廷缓劣化的速度,但劣化仍不可避免。
当劣化发展到某种程度时,设备的基层管理者——一专职点检员就要掌握这种劣化程度,预测和判断劣化趋势,这就是测定劣化。
依据测定劣化结果,决定对其采取预防性维修或事后修理。
这种测定劣化的工作称为点检检查。
这种检查大致分为良否点检检查和倾向点检检查。
良否检查一般适用于性能降低时的劣化测定,例如泵、风机及其他机械设备的性能检查。
倾向检查是测定突发故障型劣化倾向,预测管道、塔、槽类设备的壁厚测定,以掌握其减少的趋势,判定预防修理的时间,及时作好准备。
三、修复劣化设备零部件的劣化程度,经过点检测定劣化后掌握其剩余寿命,就可确定修复方法,这就是修理。
修理故然能恢复其性能,但性能不可能与新的时候一样,经过一次修理,设备(零件)的性能可恢复到某一程度,如图9-5所示。
劣化倾向分析一、劣化倾向管理的定义1、设备劣化的定义所谓设备劣化是指设备降低或丧失了规定的功能。
设备劣化是包括设备工作异常、性能降低、突发故障、设备损坏和经济价值降低等状态表现的总称。
点检定修管理把减少和降低设备劣化的速度作为一个重要的课题来管理,搞好这项工作,有利于大幅提升经济效益。
2、倾向管理的定义倾向管理是定量管理的重要组成部分,它是随着时间的推移对设备劣化的数据进行记录,并作统计分析,找出劣化规律,实行状态检修的一种设备管理方式。
设备劣化倾向管理的目的,在于跟踪设备的劣化趋势,评估设备的状况,以判断设备的可靠性,为设备的定修(消除劣化)决策提出科学的依据。
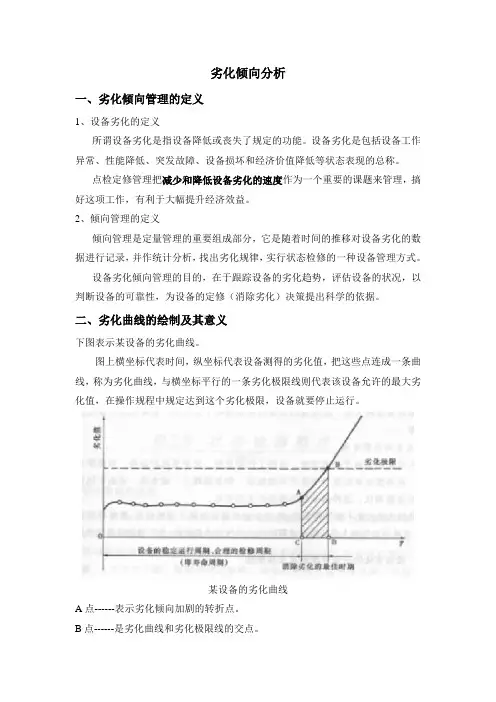
二、劣化曲线的绘制及其意义下图表示某设备的劣化曲线。
图上横坐标代表时间,纵坐标代表设备测得的劣化值,把这些点连成一条曲线,称为劣化曲线,与横坐标平行的一条劣化极限线则代表该设备允许的最大劣化值,在操作规程中规定达到这个劣化极限,设备就要停止运行。
某设备的劣化曲线A点------表示劣化倾向加剧的转折点。
B点------是劣化曲线和劣化极限线的交点。
C点------表示设备从投用开始到达A点的时间。
D点------表示设备从投用开始到达B点的时间。
从图中不难判断,从0---C是合理的设备检修周期,从C--------D这段时间是消除设备劣化的最佳时期。
三、设备劣化的分类设备在其使用寿命期间(包括设备备用),随着时间的推移逐步磨损或劣化。
按其表现形式可分为有形劣化和无形劣化两大类。
( 一) 有形劣化( 又称物理劣化)1、设备的有形劣化与无形劣化不同,有形劣化是看得见、摸得着的。
是可以用仪表、仪器测量和测试出来的,机械设备的劣化通常是由于物质磨损或材料性质变化引起的。
有形劣化按其引起磨损和劣化的原因又可以分为以下三种情况:1). 设备在使用过程中在外力作用下,受机械碰撞和摩擦、介质侵蚀等原因,造成设备物质上的磨损、腐蚀、疲劳、剥落等,使设备的实体产生磨损。
设备劣化的主要表现形式及其预防(最新版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的安全管理制度,如通用安全、交通运输、矿山安全、石油化工、建筑安全、机械安全、电力安全、其他安全等等制度,想了解不同制度格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, this shop provides you with various types of safety management systems, such as general safety, transportation, mine safety, petrochemical, construction safety, machinery safety, electrical safety, other safety, etc. systems, I want to know the format and writing of different systems ,stay tuned!设备劣化的主要表现形式及其预防1.机械磨损这是最常见的劣化形式,这种劣化有规律可循,它有一个发展过程,在加强点检管理基础上,可以早期发现。
设备劣化倾向管理的实施(一)基本情况某些设备零部件的故障是有其发展过程的,如噪声由小到大,温度由低到高,振动数值的急剧变化,润滑液使用过的油中金属微粒逐渐增加,等等。
倾向管理就是对设备零部件的劣化进行数据处理,从中找出劣化的周期,进行预防检修,降低维修费用,发挥设备的最大效率,保证生产的正常运行。
宝钢原料设备的倾向管理工作是从1982年5月开始的。
当时投产的发电煤输送系统设备不多(15条皮带机,水平机长6314米, 3台堆取料机等),到l985年6月,原料设备全面开工(280条皮带机,水平机长49千米,19台堆取料机,10台破碎机,共计400多台设备,设备总重量5.05万吨,电机总容量36727千瓦,电机1182台,等等)。
尽管设备初期故障多,工作量大,但倾向管理工作始终没放松。
1985年10月,在厂领导的亲自指导下,对倾向管理的内容、项目、实施方法作了一番清理、整顿,使倾向管理工作得以推进。
为了搞好倾向管理工作,对全体点检人员进行了培训,深入地讲解倾向管理的定义、内容和做法,各种仪器仪表的使用方法,各种倾向管理表格的用法等等。
通过培训和经常性的检查督促,全体点检人员都认识到倾向管理的重要性,因而在工作中主动地按计划实施倾向管理测试,确保了设备运转初期值的测定和设备原始值的收集。
(二)实施实例1.振动测定电动机、减速机油振动测定周期为3个月。
测定仪器为1330数字式振动仪、Wb型轴承检测仪。
判定标准为日方提供的振动值标准(附图9及附图l0)。
测定对象为功率100千瓦以上的基础牢固的设备和关键设备。
不正常的机械振动会加速磨损。
产生振动的原因很多,如轴承、齿轮的磨损,轴承的凹坑,剥落麻点,润滑油中的杂质,紧固件的松动,焊接件的裂纹,等等。
原料场有110台高压电机,如以4—5年为周期分解点检一次,则工作量较大,费用较高。
在采用振动位测定值后,就可根据劣化的趋势,提出分解点检计划。
这样,就可按设备的实际劣化状况,延长分解点检的周期,从而提高设备的运转率,降低维修费用。