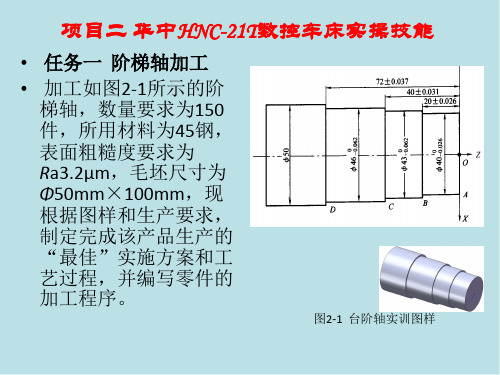
基于HNC21T数控车床芯轴零件的车削加工工艺
- 格式:doc
- 大小:16.50 KB
- 文档页数:5


HNC-21/22T世纪星车床数控系统编程说明书目录第一章概述 (1)1.1 数控编程概述 (1)1.2数控编程基本知识 (1)1.2.1 机床坐标轴 (1)1.2.2 机床坐标系、机床零点和机床参考点 (3)1.2.3 工件坐标系、程序原点和对刀点 (4)第二章零件程序的结构 (5)2.1 指令字的格式 (5)2.2 程序段的格式 (6)2.3 程序的一般结构 (6)2.4 程序的文件名 (7)第三章HNC-21/22T数控系统的编程指令体系 (8)3.1 辅助功能M代码 (8)3.1.1 CNC内定的辅助功能 (9)(1)程序暂停M00 (9)(2)程序结束M02 (9)(3) 程序结束并返回到零件程序头M30 (9)(4) 子程序调用M98及从子程序返回M99 (9)3.1.2 PLC设定的辅助功能 (11)(1) 主轴控制指令M03、M04、M05 (11)(2) 冷却液打开、停止指令M07、M08、M09 (11)3.2 主轴功能S、进给功能F和刀具功能T (11)3.2.1 主轴功能S (11)3.2.2 进给速度F (11)3.2.3 刀具功能(T机能) (12)3.3 准备功能G代码 (12)3.3.1有关单位设定的G功能 (15)(1) 尺寸单位选择G20,G21 (15)(2) 进给速度单位的设定G94、G95 (16)3.3.2 有关坐标系和坐标的G功能 (16)(1) 绝对值编程G90与相对值编程G91 (16)(2) 坐标系设定G92 (18)(3) 坐标系选择G54~G59 (20)(4) 直接机床坐标系编程G53 (21)(5) 直径方式和半径方式编程 (21)3.3.3 进给控制指令 (22)(1) 快速定位G00 (22)(2) 线性进给G01 (23)(3) 圆弧进给G02/G03 (24)(3)倒角加工 (26)(4) 螺纹切削G32 (30)3. 3.4 回参考点控制指令 (33)(1) 自动返回参考点G28 (33)(2) 自动从参考点返回G29 (33)3.3.5暂停指令G04 (34)3.3.6 恒线速度指令G96、G97 (35)3.3.7 简单循环 (36)(1) 内(外)径切削循环G80 (36)圆柱面内(外)径切削循环 (36)园锥面内(外)径切削循环 (37)(2) 端面切削循环G81 (39)端平面切削循环 (39)园锥端面切削循环 (40)(3) 螺纹切削循环G82 (41)直螺纹切削循环 (41)锥螺纹切削循环 (42)3.3.7复合循环 (44)(1) 内(外)径粗车复合循环G71 (44)(2) 端面粗车复合循环G72 (50)(3) 闭环车削复合循环G73 (55)(4) 螺纹切削复合循环G76 (57)(5) 复合循环指令注意事项 (59)3.3.8 刀具补偿功能指令 (60)3.3.9综合编程实例 (68)3.4 宏指令编程 (73)3.4.1 宏变量及常量 (73)(1) 宏变量 (73)(2) 常量 (76)3.4.2 运算符与表达式 (76)(1) 算术运算符: (76)(2) 条件运算符 (77)(3) 逻辑运算符 (77)(4) 函数 (77)(5) 表达式 (77)3.4.3 赋值语句 (77)3.4.4 条件判别语句IF,ELSE,ENDIF (77)3.4.5 循环语句WHILE,ENDW (77)附表1准备功能一览表 (79)附表2直径编程注意条件 (80)附录1HNC-21T车削循环宏程序 (81)(1) 车削循环指令的实现及子程序调用的参数传递 (81)(2) 车削循环指令的宏程序实现 (85)第一章 概述本书针对HNC-21/22T 世纪星数控车床系统进行编程说明,其编程语言为广泛使用的ISO 码。

基于HNC-21T数控系统非圆曲线轮廓宏指令编程的应用研究摘要: 数控系统在工业生产中有着广泛的应用,而非圆曲线轮廓的加工在许多领域都是非常重要的。
本文以HNC-21T数控系统为例,探讨了非圆曲线轮廓的宏指令编程应用研究,旨在为相关行业提供参考和借鉴,从而提高生产效率和加工质量。
一、引言二、HNC-21T数控系统HNC-21T数控系统是一种高性能的数控系统,广泛应用于机床、车床等设备上。
它具有灵活的编程方式、稳定的控制性能和丰富的功能特性,可满足不同加工要求的需要。
在非圆曲线轮廓的加工中,HNC-21T数控系统能够通过宏指令编程实现复杂轮廓的加工任务,提高加工效率和精度。
三、非圆曲线轮廓的宏指令编程非圆曲线轮廓的加工通常需要在数控系统中进行编程,以实现机床对工件的复杂加工。
在HNC-21T数控系统中,宏指令编程是一种常见的编程方式,它通过预定义好的指令序列和参数来实现特定功能,从而简化了编程的复杂度。
在进行非圆曲线轮廓的宏指令编程时,首先需要确定加工轮廓的特征参数,如曲线的起点、终点、角度等。
然后根据加工要求,选择合适的宏指令并设置对应的参数,以实现加工轮廓的精确控制。
在HNC-21T数控系统中,可以通过编程软件进行宏指令的编辑和调试,从而实现非圆曲线轮廓的精确加工。
四、应用研究案例以某汽车零部件的非圆曲线轮廓加工为例,对HNC-21T数控系统的宏指令编程进行了应用研究。
该零部件的加工要求非常严格,需要对复杂的非圆曲线轮廓进行精确加工,以保证其在汽车组装中的使用性能。
经过分析和实验,通过HNC-21T数控系统的宏指令编程,成功实现了对该零部件轮廓的精确加工,达到了设计要求,并且大大提高了加工效率。
在实际的应用过程中,HNC-21T数控系统的宏指令编程能够实现对非圆曲线轮廓的高精度控制,不仅可以满足复杂零部件的加工需求,而且能够简化编程流程,提高生产效率,降低人工成本,保证加工质量。
五、结论与展望非圆曲线轮廓的宏指令编程应用研究对于提高加工效率和加工质量具有积极的意义,相信在未来的发展中会有更多的行业和领域应用这一技术,从而推动整个制造业的进步与发展。
华中“世纪星”HNC-21TF数控装置在车床改造中的应用汪泓摘要:简单介绍华中“世纪星”HNC-21TF数控装置的性能特点和旧机床改造应具备的工艺条件,阐述利用“世纪星”数控装置进行车床改造的方案与步骤,整个过程即节约了成本,又发挥了旧机床的内在价值。
关键词:“世纪星”数控系统、主轴与反馈、伺服与超程保护、建立参考点。
前言:华中数控开发的“世纪星”数控系统是具有自主知识产权的新一代开放性、网络化数控系统,它具有质量好、性价比高、新产品开发周期短、系统维护方便、配套能力强、开放性好、便于用户二次开发和集成等许多优点,而价格为国外同类产品的30%--60%,基本满足用户对低价格、高性能、简单、可靠数控系统的要求,能够在机械制造行业中发挥巨大的作用。
HNC-21TF数控装置采用先进的开放性体系结构,内置嵌入式工业PC机、配置8.4英寸彩色液晶显示屏和通用工程面板,集成进给轴接口、主轴接口、手持单元接口、内嵌入PLC 接口于一体,具有性能高、配置灵活、易于使用、可靠性高的特点,能够实现改造所要求的各项功能,利用“世纪星”数控装置来对普通机床进行改造,能够改善产品质量、提高劳动生产率,减小劳动强度,很好地解决了现代机械加工中结构复杂、精密、批量小、多变的零件加工问题,同时还能解决设备闲置和减少资金投入等问题,发挥闲、旧设备的潜在价值,加快产品生产速度,确保产品合格率,更能适应当前机械生产企业的需求。
下面以我公司C6140车床为例,介绍华中“世纪星”HNC-21TF数控装置在普通车床数控化改造中的应用方案。
1.旧机床所必需具备的工艺条件和改造后的性能要求机床的数控化改造主要是根据性能需求对原有机床的电气与机械结构进行重新设计,使原有普通机床达到比较理想的加工状态。
旧机床进行数控化改造必须具备两个条件:(1)机床基础构件必须有足够的刚性;(2)改造费用要合理。
C6140普通车床的数控化改造主要是为了提高加工精度、提高生产效率和提高自动化程度,电气部分在原有基础上重新设计,并配备专用数控系统CNC 以协调各装备、部件之间有条不紊地工作,机械部分重新加工装配,恢复原有的精度和刚度。
华中数控机床HNC21-T的热机程序
热机程序
冬季开动机床时,主轴等部件产生热量较快,而导轨等地方产生热量较慢,从而导制机床各部件温度都不一样,因热胀冷缩导制机床轻微变形,这个变形通过肉眼在外观上是检测不出来的。
表面上看起来,这一点形变对工件影响好像不大,但是在加工精密工件时,这一点形变足以导制废品出现。
为了减少因热变形导制机床加工有偏差,我们能做的只在加工前进行热机。
也就是在加工前把机床开动起来,但是不加工零件,只是让机床进行空运行。
有的同学说那我开动主轴不就可以了吗?开动主轴当然是热机了,但是这只是热了机床的一部分而己,刀架没有热,导轨没有热,电机也没有热。
热机一般每次要热20多分种,你总不可能手工去热机吧,不然累死你。
为了解决这个问题,我们得想个办法,编写一个程序让机床每一部分都要热一热。
那么这样的程序就叫做—热机程序
那么热机程序的格式是怎样的呢?当然热机程序不可能都一样,不同的人编写的热机程序都不一样,但是热机程序的目的都一样,围绕这个目的,下面我给大家二个热机程序实例:
华中数控机床HNC21-T的热机程序
%2009
T0101
M03S800
#1=1
WHILE #1 GE 0 GOOW—100 U—100
W100
U100
#1=#1*#1 ENDW。
基于HNC-21T数控系统非圆曲线轮廓宏指令编程的应用研究HNC-21T数控系统是一种先进的数控系统,它具有高精度、高效率和稳定性等优点,被广泛应用于机床、加工设备等领域。
非圆曲线轮廓宏指令编程是一种在数控加工中常见的编程方式,通过宏指令编程可以实现对非圆曲线轮廓的精密加工。
本文将对基于HNC-21T数控系统非圆曲线轮廓宏指令编程的应用进行研究和探讨。
一、HNC-21T数控系统及其特点1. 高精度:HNC-21T数控系统采用先进的控制算法和传感器技术,可以实现高精度的加工,满足对零件精度要求高的加工需求。
2. 高效率:HNC-21T数控系统具有快速的响应速度和高效的加工能力,可以提高加工效率,降低生产成本。
3. 稳定性:HNC-21T数控系统采用稳定可靠的硬件和软件设计,具有良好的稳定性和可靠性,可以保证长时间稳定运行。
HNC-21T数控系统在机床、加工设备等领域得到广泛应用,为工件加工提供了可靠的技术支持。
二、非圆曲线轮廓宏指令编程概述非圆曲线轮廓宏指令编程是一种在数控加工中常见的编程方式,它通过宏指令编程的方式,实现对非圆曲线轮廓的精密加工。
非圆曲线轮廓一般指的是椭圆、双曲线、抛物线等曲线形状,这些曲线形状在实际加工中常常遇到,需要采用特殊的加工方法进行加工。
1. 非圆曲线轮廓的描述:在HNC-21T数控系统中,首先需要对非圆曲线轮廓进行描述。
通常可以采用参数化方程或者样条曲线等方式对非圆曲线轮廓进行描述,然后将描述好的曲线输入到数控系统中。
2. 宏指令编程:在HNC-21T数控系统中,可以使用宏指令对非圆曲线轮廓进行加工路径的描述。
通过宏指令编程,可以指定加工路径、切削参数等信息,实现对非圆曲线轮廓的精密加工。
4. 加工效果验证:在使用HNC-21T数控系统进行非圆曲线轮廓宏指令编程加工之后,需要对加工效果进行验证。
可以通过测量和检测等方式对加工件进行检验,验证加工效果是否符合要求。
四、应用效果与展望展望未来,基于HNC-21T数控系统的非圆曲线轮廓宏指令编程将会得到更广泛的应用。
基于HNC21T数控车床芯轴零件的车削加工工艺
作者:王东杨爱勤
来源:《职业》2012年第13期
摘要:本文以HNC21T数控车床加工芯轴零件为例,从分析零件图、确定加工顺序、确定装夹方案、建立工件坐标系、编程及仿真加工等方面全面阐述了其加工工艺。
关键词:HNC21T 芯轴零件加工工艺仿真加工
数控车床主要用于回转体零件的加工。
现以芯轴数控加工实例,介绍其数控加工工艺。
一、分析零件图
图1 芯轴零件图
图1为芯轴零件图,该零件材料为45#钢,批量生产,毛坯选用模锻件。
通过对零件简图的分析,该零件为多阶梯结构;加工表面主要有:外圆柱面、圆弧曲面、锥面;尺寸精度方面,除两处轴承位尺寸和精度要求稍高,其他尺寸精度低;表面粗糙度三处为Ra1.6,其余为Ra3.2。
形位精度,两轴承位分别是:轴颈相对于基准A(轴颈的轴线)的径向全跳动公差不得大于0.05mm;轴颈相对于基准A-B(分别是两轴颈的轴线)的径向全跳动公差不得大于
0.254mm。
其余,一处为阶台50.55±0.25相对于基准A-B的径向全跳动公差不得大于
0.51mm;一处为阶台76.1±0.05相对于基准A-B的径向跳动公差不得大于0.3mm。
二、确定加工顺序
首先,粗加工零件小端,至94.84mm阶台的右端倒角处结束,加工长度为137.27mm。
其次,粗精加工零件大端,保证大阶台94.84mm的厚度为6.12±0.12mm。
最后,精加工零件小端,保证各加工表面质量。
三、确定装夹方案
根据基准重合与统一的原则:第一,粗加工小端时,以工件的左端的工艺孔和右端的中心孔定位。
右端采用活动顶尖顶持。
第二,粗精车大端时,以粗加工好的小端,阶台43.69±0.12(粗加工后的尺寸为44.49mm)的右端面作定位,三爪自定心卡盘夹持住阶台43.69±0.12表面。
第三,精车小端时,以精车好的最左端阶台50.55±0.25端面定位,软爪夹持住其外圆表面。
右端还是以中心孔定位,采用活动顶尖顶持。
四、建立工件坐标系
为了保证工件尺寸精度,其工件坐标系应与芯轴零件的设计基准和工艺基准重合,工件坐标系建立在阶台Ф43.69±0.12右端面与工件轴线的交汇处。
五、编程及仿真加工
根据上述加工顺序,编写加工程序以及仿真加工。
表1为数控加工编程指导卡,粗加工时通过刀补,X磨损补偿0.8mm,作为精加工的余量。
表1
第一,粗车小端程序,图2为粗车小端仿真加工。
%1
T0101
M8
G95M3S800
G0X100Z-31.7(车一刀大台阶右端面,为精车留余量
0.3mm)
G1X78F0.23
G0X98
Z110
X21.1
G1Z104.77
X24.125W-1.5
Z81.28 F0.25
X25.36
X26.96W-0.8
G2X29.01Z56.36R25.4F0.23 G1X32.4Z50.57
G3X34.45Z43.43R25.4
G1Z22.09F0.25
X34.96Z21.84
Z2
G2X38.96Z0R2
G1X41.49
G3X43.69Z-1.1R1.1
G1Z-16
G2X47.58Z-22.43R9.65F0.23 G1X55.69Z-27.19
G2X65.83Z-29.72R6.35
G1X76.1F0.25
Z-31.7
X93.84
X94.84W-0.5
X100
M9
G0X200
Z110
M5
图2 粗车小端仿真加工图3 粗车大端
第二,粗车大端程序,图3为粗车大端仿真加工。
%1
T0101
M8
G95M3S800F0.23
G0X100Z38.52(车一刀大台阶左端面,为精车留余量 0.3mm)
G1X75
G0X100
Z50.55
X58
G1X30
W2
G0X49.55
G1Z50.55F0.25
X50.55W-0.5
Z47.75
X62.23W-4.53
G2X72.23W-5R5
G1X93.84
X94.84W-0.5
M9
G0X150
G0Z250
M5
M30
第三,精车大端、小端程序只要在相应粗加工程序的基础上稍作修改就可以加工。
仿真加工如图4、图5所示,图6为最后仿真加工完成的结果图。
图4 精车大端图5 精车小端
图6 加工结果图
机床调试和试产后,接下来就可以批量生产。
每三台机床为一组,按每天工作8小时制,每小时加工成品12件,每天加工96件。