插齿刀设计
- 格式:ppt
- 大小:410.50 KB
- 文档页数:36
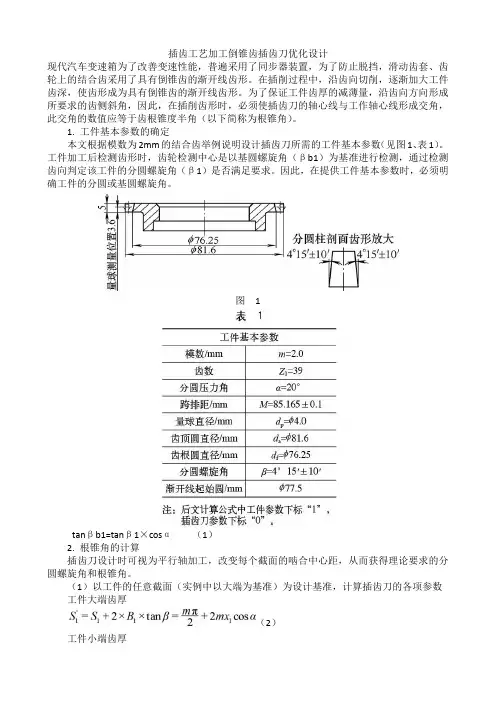
插齿工艺加工倒锥齿插齿刀优化设计现代汽车变速箱为了改善变速性能,普遍采用了同步器装置,为了防止脱挡,滑动齿套、齿轮上的结合齿采用了具有倒锥齿的渐开线齿形。
在插削过程中,沿齿向切削,逐渐加大工件齿深,使齿形成为具有倒锥齿的渐开线齿形。
为了保证工件齿厚的减薄量,沿齿向方向形成所要求的齿侧斜角,因此,在插削齿形时,必须使插齿刀的轴心线与工作轴心线形成交角,此交角的数值应等于齿根锥度半角(以下简称为根锥角)。
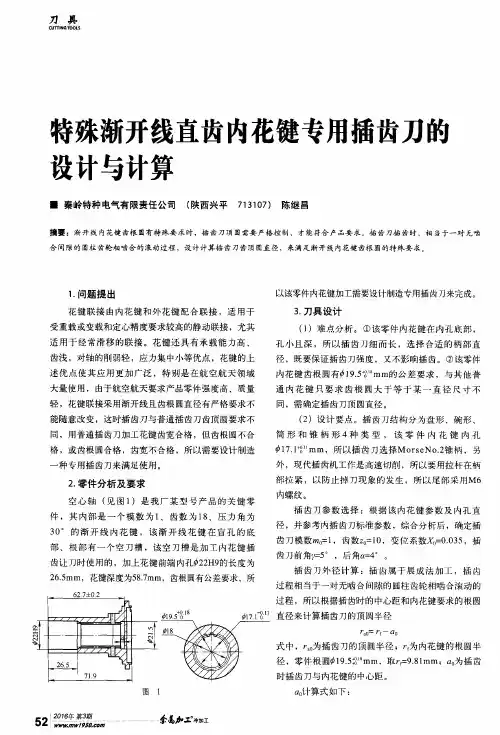
1. 工件基本参数的确定本文根据模数为2mm的结合齿举例说明设计插齿刀所需的工件基本参数(见图1、表1)。
工件加工后检测齿形时,齿轮检测中心是以基圆螺旋角(βb1)为基准进行检测,通过检测齿向判定该工件的分圆螺旋角(β1)是否满足要求。
因此,在提供工件基本参数时,必须明确工件的分圆或基圆螺旋角。
图 1tanβb1=tanβ1×cosα(1)2. 根锥角的计算插齿刀设计时可视为平行轴加工,改变每个截面的啮合中心距,从而获得理论要求的分圆螺旋角和根锥角。
(1)以工件的任意截面(实例中以大端为基准)为设计基准,计算插齿刀的各项参数工件大端齿厚(2)工件小端齿厚(3)啮合角(4)啮合中心距(5)插刀齿顶圆(6)式中,x1为工件齿厚大端的变位系数;B1为测量截面距大端的距离;B为工件的有效齿面宽度;S1为测量截面齿厚(根据跨棒距计算);df1为工件大端齿根圆直径。
由上述公式可计算出新插齿刀的外圆直径da0。
(2)确定实际根锥角。
由公式(2)、(3)计算出工件小端变位系数x1,根据插齿刀的外圆直径及公式(4)、(5)、(6)计算出工件小端齿根圆直径df。
以上计算可得出工件的实际根锥角βT,。
由以上结果可以看出,随着刀具的不断修磨,刀具的变位系数逐渐减小,工件的实际根锥角并非是一个固定值,而是成一定的曲线变化(见表2),取插齿刀齿数z0=50,计算结果。
3. 刀具优化设计,提高刀具的使用寿命根据表1可以看出,在实际加工中,随着刀具的修磨,变位系数的变化,要获得理论正确的分圆螺旋角,必须保证根锥角的改变,但在现实加工中,根锥角(机床的搬度)一般是固定的,进而导致加工时工件分圆螺旋角发生变化。
X X 大学课程设计说明书课程名称:机械设计制造及其自动化专业课程设计学生姓名:专业班级:机械081班指导教师:学院:机械工程学院起止时间:2011年12月4日至2011年12月23日2011年12月22日X X 大学课程设计任务书题目:齿轮滚刀、插齿刀设计及其加工工艺学生姓名:专业班级:机械081班指导教师:学院:机械工程学院起止时间:2011年12月4日至2011年12月23日2011年12月22日一、课程设计内容及要求:1.齿轮滚刀、插齿刀的设计,包括参数计算、结构设计、刀具加工工艺的设计2.插齿刀零件图(2#图一张)3.滚刀零件图(2#图一张)4.插齿刀、滚刀加工工艺5.课程设计说明书:应阐述整个课程设计内容,要突出重点和特色,图文并茂,文字通畅。
应有目录、摘要及关键词、正文、参考文献等内容,字数一般不少于6000字。
二、主要参考资料有关复杂刀具参数计算及结构设计、机械制造工艺与设备的手册与图册。
三、课程设计进度安排指导教师(签名):时间:教研室主任(签名):时间:院 长(签名): 时间:专业课程设计刀具方向第四组任 务 书(1)设计公称分圆φ125的外啮合A 级碗形直齿插齿刀,前角γ=5°,齿顶后角e α=6°,齿数g z =21,齿顶高系数eg f =,g ξ=0。
(2)编制该刀具加工工艺题目2:齿轮滚刀的设计(1)设计AA级Ⅰ型单头右旋齿轮滚刀,D=200,前角egγ=0°,顶刃后角α=10°~12°,侧eα不小于刃后角c3°,有第二铲背量λK2,滚刀螺旋角f≤5°。
(2)编制该刀具加工工艺。
目录一、齿轮滚刀部分 (5)设计原理 (5)结构设计 (6)参数计算 (6)工艺设计 (9)二、插齿刀部分 (12)2.1 设计原理 (12)2.2 结构设计 (14)2.3 参数计算 (15)2.4 工艺设计 (18)三、设计总结 (20)3.1 设计心得............................................................20 3.2 设计资料补充 (21)主要参考文献 (33)一、齿轮滚刀部分设计原理齿轮滚刀是加工直齿和斜齿圆柱齿轮最常用的刀具之一。
外摆线插齿刀的设计和制造研究摘要:外摆线齿轮在测量仪器和加工设备中有广泛应用,外摆线插齿刀是加工这种齿轮的重要加工刀具。
在设计过程中,理想的外摆线刀具是满足外摆线齿形的基础上的圆柱面。
然而,在加工过程中,插齿刀作为刀具使用,需要切削刃。
因此,外摆线插齿刀的设计和加工是不同的。
本文通过中点和中线的方法计算出了刀齿长度的合理范围。
给出了外摆线插齿刀的设计和加工模型,以此来确定顶刃和侧刃的后角。
本文是这种类型的插齿刀制造和应用的参考。
1 简介中心距的变化对渐开线齿轮影响并不显著,外摆线齿轮具有一些不同于渐开线齿轮的特点。
尽管外摆线齿轮对中心距的变化十分敏感,这种齿轮仍然具有广泛应用。
插齿刀被用来加工这种类型的齿轮,文献【1—4】讨论了设计和加工模型。
应用文献【5-6】中的渐开线插齿刀,文献【7-8】提出了插齿刀磨削砂轮和刀齿合理长度的通用CAD/CAM计算模型。
这些文献的大部分只讨论了渐开线插齿刀。
只有很少一部分以加工外摆线齿轮的外摆线插齿刀为例。
事实上,非渐开线齿轮对中心距变化的敏感性并没有明确的提出,并没有突出外摆线插齿刀的独特之处。
尽管所有的这些参考文献能够用于外摆线插齿刀的研究,但并不能直接用来解决一些问题,例如刀齿的合理长度(指最后一个合理的切削刃的顶部到初始切削刃之间的距离)。
通用模型没有强调在刀齿合理长度范围之内的侧切削刃的后刀面的准确性。
文献的结果都是近似的。
为了计算出准备的加工模型,重新思考这个问题是有必要的。
这篇文章的研究成果既能用于其他外摆线插齿刀的设计和加工好,也能用于其他非渐开线齿轮,因为它们都对中心距的变化很敏感。
外摆线插齿刀既能用于外摆线外齿的加工也能用于外摆线内齿的加工。
外摆线插齿刀的齿形与外摆线斜齿相似。
齿向和刀具的中心线之间有倾斜角度。
直齿插齿刀的齿向是平行于刀具中轴线的。
外摆线插齿刀的设计和制造比直齿插齿刀的设计更困难,因为插齿刀具的螺旋角比滚齿的侧后刀面的螺旋角要大。
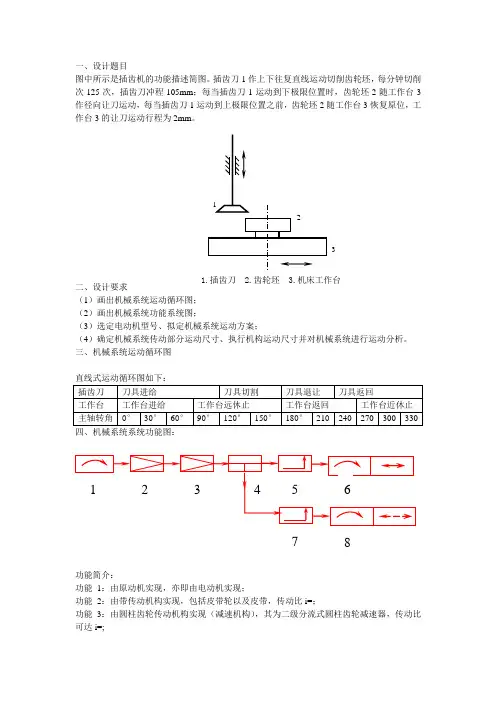
一、设计题目图中所示是插齿机的功能描述简图。
插齿刀1作上下往复直线运动切削齿轮坯,每分钟切削次125次,插齿刀冲程105mm ;每当插齿刀1运动到下极限位置时,齿轮坯2随工作台3作径向让刀运动,每当插齿刀1运动到上极限位置之前,齿轮坯2随工作台3恢复原位,工作台3的让刀运动行程为2mm 。
二、设计要求(1)画出机械系统运动循环图;(2)画出机械系统功能系统图;(3)选定电动机型号、拟定机械系统运动方案;(4)确定机械系统传动部分运动尺寸、执行机构运动尺寸并对机械系统进行运动分析。
三、机械系统运动循环图四、机械系统系统功能图:功能简介:功能 1:由原动机实现,亦即由电动机实现;功能 2:由带传动机构实现,包括皮带轮以及皮带,传动比i=;功能3:由圆柱齿轮传动机构实现(减速机构),其为二级分流式圆柱齿轮减速器,传动比可达i=;31.插齿刀2.齿轮坯3.机床工作台功能4:由圆锥齿轮传动机构实现,不改变运动速度,只改变运动方向,传动比i=;功能5:由曲柄滑块执行传动机构实现,改变运动轴线方向;功能6:由曲柄滑块执行机构实现,改变运动类型,将连续转动转变为连续直线往复移动;功能7:由凸轮传动机构实现,改变运动轴线方向;功能8:由凸轮传动机构实现,改变运动类型,将连续转动转变为间歇直线往复移动;五、机械系统运动方案1、插齿刀连续往复直线运动方案采用对心曲柄滑块机构实现设计题目中的插齿刀运动要求。
根据所给数据,可以确定曲柄长度52.5mm,一个周期之内曲柄冲程105mm,行程210mml。
2、工作台间歇往复直线运动方案由于运动需要具备间歇性,所以采用直动平底从动件盘形凸轮机构实现设计题目中的工作台运动要求。
因为凸轮机构水平放置,不能利用重力天然锁合,所以外加弹簧,利用弹力锁合。
根据所给数据,可以确定凸轮从动件行程2mm,再根据机械系统运动循环图,得到其推程运动角,远休止角,回程运动角,近休止角,如果再能确定其推程以及回程所采用的加速度运动规律,则可轻松求得其一个运动循环的位移、速度和加速度方程。

无理论刃形误差直齿插齿刀设计李佳;李晓群;王鹏;邹钰【摘要】为了提高插齿加工精度,提出一种无理论刃形误差插齿刀具设计方法。
基于曲面共轭原理,根据待加工齿面和插齿加工运动特点,建立齿面共轭面的数学模型。
前刀面选择球面形式,应用割线法求得共轭面和前刀面的交线,进而建立切削刃的数学模型。
从刀具重新刃磨后仍能满足无理论刃形误差要求的角度出发,求取多条切削刃,利用所求得切削刃曲线构造后刀面,建立后刀面数学模型。
插齿加工实验表明,采用无理论刃形误差直齿插齿刀加工工件,刀具重磨前后加工精度有较好的一致性,从而证明了该设计方法的正确性和可行性。
【期刊名称】《中国机械工程》【年(卷),期】2015(000)012【总页数】6页(P1563-1568)【关键词】插齿加工;插齿刀设计;刃形误差;渐开线【作者】李佳;李晓群;王鹏;邹钰【作者单位】天津大学机构理论与装备设计教育部重点实验室,天津,300072;天津大学机构理论与装备设计教育部重点实验室,天津,300072;天津大学机构理论与装备设计教育部重点实验室,天津,300072;天津大学机构理论与装备设计教育部重点实验室,天津,300072【正文语种】中文【中图分类】TH132.417插齿加工是常用的渐开线齿轮粗加工技术之一。
众所周知,影响插齿加工精度的主要因素是机床精度、刀具精度和夹具精度。
目前,数控插齿机床和夹具的设计制造精度已经能够满足齿轮半精加工的需求。
如果能够提高插齿刀具设计制造精度,使之与插床和夹具精度相匹配,就有望使插齿加工精度进一步得到提高,这对于齿轮制造行业的发展具有重要意义。
在直齿插齿刀设计方面,基于渐开线齿轮变位原理的插齿刀设计方法在设计原理上存在齿形误差。
为了实现工艺目标,常采用齿廓修形的技术方法进行处理。
文献[1]基于直齿插齿刀切削刃投影与理论渐开线在分度圆处相切的原理,推导出了齿形角的修正公式,但是在渐开线两端仍有较大的偏差。
王化培[2]提出一种插齿刀齿形角的修正方法,使切削刃投影圆处于齿顶圆和基圆之间与理论渐开线相切,计算实例验证了其修正效果。
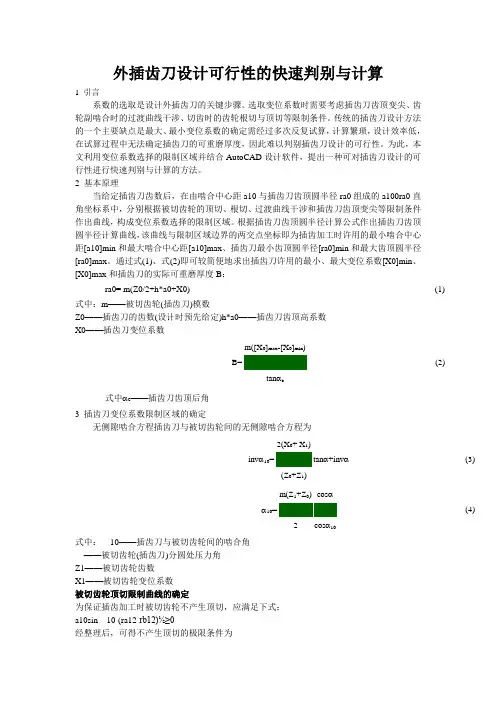
外插齿刀设计可行性的快速判别与计算1 引言系数的选取是设计外插齿刀的关键步骤。
选取变位系数时需要考虑插齿刀齿顶变尖、齿轮副啮合时的过渡曲线干涉、切齿时的齿轮根切与顶切等限制条件。
传统的插齿刀设计方法的一个主要缺点是最大、最小变位系数的确定需经过多次反复试算,计算繁琐,设计效率低,在试算过程中无法确定插齿刀的可重磨厚度,因此难以判别插齿刀设计的可行性。
为此,本文利用变位系数选择的限制区域并结合AutoCAD 设计软件,提出一种可对插齿刀设计的可行性进行快速判别与计算的方法。
2 基本原理当给定插齿刀齿数后,在由啮合中心距a10与插齿刀齿顶圆半径ra0组成的a100ra0直角坐标系中,分别根据被切齿轮的顶切、根切、过渡曲线干涉和插齿刀齿顶变尖等限制条件作出曲线,构成变位系数选择的限制区域。
根据插齿刀齿顶圆半径计算公式作出插齿刀齿顶圆半径计算曲线,该曲线与限制区域边界的两交点坐标即为插齿加工时许用的最小啮合中心距[a10]min 和最大啮合中心距[a10]max 、插齿刀最小齿顶圆半径[ra0]min 和最大齿顶圆半径[ra0]max 。
通过式(1)、式(2)即可较简便地求出插齿刀许用的最小、最大变位系数[X0]min 、[X0]max 和插齿刀的实际可重磨厚度B :ra0= m(Z0/2+h*a0+X0)(1)式中:m ——被切齿轮(插齿刀)模数Z0——插齿刀的齿数(设计时预先给定)h*a0——插齿刀齿顶高系数 X0——插齿刀变位系数B=m([X 0]max -[X 0]min ) tan αe(2)式中αe ——插齿刀齿顶后角3 插齿刀变位系数限制区域的确定无侧隙啮合方程插齿刀与被切齿轮间的无侧隙啮合方程为inv α102(X 0+ X 1)tan α+inv α(Z 0+Z 1)(3)α10m(Z 1+Z 0) cos α 2cos α10(4)式中: 10——插齿刀与被切齿轮间的啮合角 ——被切齿轮(插齿刀)分圆处压力角 Z1——被切齿轮齿数 X1——被切齿轮变位系数被切齿轮顶切限制曲线的确定为保证插齿加工时被切齿轮不产生顶切,应满足下式: a10sin 10-(ra12-rb12)½≥0经整理后,可得不产生顶切的极限条件为m(Z1+Z0)cos2(5)式中:a10min ——插齿时被切齿轮不产生顶切的最小啮合中心距 ra1——被切齿轮齿顶圆半径 rb1——被切齿轮基圆半径将a10min 代入式(3)、(4),即可计算出被切齿轮不产生顶切时插齿刀的最小变位系数X0min 。
南华大学课程设计说明书题目:工程机械齿轮滚刀、马格插齿刀设计及其加工工艺学生姓名:专业班级:机卓1001班指导教师:李必文教授学院:机械工程学院起止时间:2013年12月4日至2013年12月25日一、课程设计内容及要求:1.齿轮滚刀、插齿刀的设计,包括参数计算、结构设计、刀具加工工艺的设计以及成形车铲刀的设计。
2.插齿刀零件图(2#图一张)3.滚刀零件图(2#图一张)4、成形车铲刀零件图(2#图一张)5.插齿刀、滚刀加工工艺6.课程设计说明书:应阐述整个课程设计内容,要突出重点和特色,图文并茂,文字通畅。
应有目录、摘要及关键词、正文、参考文献等内容,字数一般不少于6000字。
二、主要参考资料有关刀具参数计算及结构设计、机械制造工艺与设备的手册与图册。
三、课程设计进度安排指导教师(签名):时间:教研室主任(签名):时间:院长(签名):时间:专业课程设计刀具方向第四组任 务 书(1)设计公称分圆φ125的外啮合A 级碗形直齿插齿刀,前角γ=5°,齿顶后角e α=6°,齿数g z =21,齿顶高系数eg f =1.15,g ξ=0。
(2)编制该刀具加工工艺要求:(1)设计AA 级Ⅰ型单头右旋齿轮滚刀,eg D =200,前角γ=0°,顶刃后角e α=10°~12°,侧刃后角c α不小于3°,有第二铲背量K 2,滚刀螺旋角f λ≤5°。
( 2 ) 编制该刀具加工工艺。
目录前言 (1)一、工程机械齿轮滚刀设计 (2)2.1设计原理 (2)2.2设计计算 (3)2.3设计图 (7)三、马格插齿刀设计 (9)3.1设计原理 (9)3.2 设计计算 (13)3.2设计图 (17)四、齿轮刀具加工工艺设计及成形刀具设计 (19)4.1工程机械齿轮滚刀加工工艺设计 (19)4.2马格插齿刀加工工艺设计 (21)4.3 成形车铲刀设计 (24)五、设计总结 (28)5.1 设计心得 (28)5.2 现状及展望 (29)主要参考文献 (31)前 言本次课程设计主要包括有工程机械齿轮滚刀和马格插齿刀两部分的设计及其加工工艺。
一、设计题目图中所示是插齿机的功能描述简图。
插齿刀1作上下往复直线运动切削齿轮坯,每分钟切削次125次,插齿刀冲程105mm ;每当插齿刀1运动到下极限位置时,齿轮坯2随工作台3作径向让刀运动,每当插齿刀1运动到上极限位置之前,齿轮坯2随工作台3恢复原位,工作台3的让刀运动行程为2mm 。
二、设计要求(1)画出机械系统运动循环图;(2)画出机械系统功能系统图;(3)选定电动机型号、拟定机械系统运动方案;(4)确定机械系统传动部分运动尺寸、执行机构运动尺寸并对机械系统进行运动分析。
三、机械系统运动循环图四、机械系统系统功能图:功能简介:功能 1:由原动机实现,亦即由电动机实现;功能 2:由带传动机构实现,包括皮带轮以及皮带,传动比i=;功能3:由圆柱齿轮传动机构实现(减速机构),其为二级分流式圆柱齿轮减速器,传动比可达i=;31.插齿刀2.齿轮坯3.机床工作台功能4:由圆锥齿轮传动机构实现,不改变运动速度,只改变运动方向,传动比i=;功能5:由曲柄滑块执行传动机构实现,改变运动轴线方向;功能6:由曲柄滑块执行机构实现,改变运动类型,将连续转动转变为连续直线往复移动;功能7:由凸轮传动机构实现,改变运动轴线方向;功能8:由凸轮传动机构实现,改变运动类型,将连续转动转变为间歇直线往复移动;五、机械系统运动方案1、插齿刀连续往复直线运动方案采用对心曲柄滑块机构实现设计题目中的插齿刀运动要求。
根据所给数据,可以确定曲柄长度52.5mm,一个周期之内曲柄冲程105mm,行程210mml。
2、工作台间歇往复直线运动方案由于运动需要具备间歇性,所以采用直动平底从动件盘形凸轮机构实现设计题目中的工作台运动要求。
因为凸轮机构水平放置,不能利用重力天然锁合,所以外加弹簧,利用弹力锁合。
根据所给数据,可以确定凸轮从动件行程2mm,再根据机械系统运动循环图,得到其推程运动角,远休止角,回程运动角,近休止角,如果再能确定其推程以及回程所采用的加速度运动规律,则可轻松求得其一个运动循环的位移、速度和加速度方程。
编号本科生毕业设计硬质合金插齿刀设计及有限元分析The Design and FEA Of Carbide Cutter学生姓名专业学号指导教师学院二〇一一年六月摘要传统插齿刀的前刀面为锥面或平面,而采用硬质合金材料的插齿刀存在构形精度和抗崩刃能力之间相互制约的弊端。
在加工一定数量的工件后,插齿刀会出现微崩刃和侧刃顶部的急剧磨损现象。
因此,有必要分析插齿加工时插齿刀的应力、应变以及危险点的分布。
本文根据插齿刀的构形方法,在CATIA环境下建立插齿刀参数化实体模型,重点完成了对复杂曲面的建模。
并将实体模型导入CATIA有限元分析模块对侧刃进行插齿主切削力静态分析。
从而得知插齿切削力对硬齿面硬质合金插齿刀的磨损和崩刃影响较小,在主切削力作用下刀尖部位为危险点,齿根部位为次危险点。
分析结果为继续研究硬质合金插齿刀奠定了理论基础。
同时,为了加工应用,利用AutoCAD软件绘制了二维工程图纸。
关键词:硬质合金插齿刀 CATIA实体建模有限元分析AbstractThe traditional shaper cutter’s rake face is taper surface or flat. The use of carbide material leads a drawback that the shaper cutter’s configuration accuracy and ability of anti-chipping restricts each other. After machined a certain number of jobs, micro chipping will appears and the top of side edge will wear rapidly. Therefore, it is necessary to analyze the distribution of shaper cutter’s stress, strain and dangerous point.This article according to the shaper cutter’s configurati on method, established its parametric solid models in the CATIA environment, focus on the completion of the modeling of complex surface. And import solid models into CATIA finite element analysis module for the static analysis of the main cutting force. At last we got the result that the main cutting force has little effect on carbide shaper cutter’s wear and chipping. Under the action of main cutting force the corner is dangerous point, the tooth roots part is the minor dangerous point. The analysis results laid a theoretical foundation of further study of carbide shaper cutter. Meanwhile, for practical application, used AutoCAD software to draw two-dimensional engineering drawings.Keywords: Carbide material; Shaper cutter; CATIA solid modeling; Finite element analysis目录摘要 (1)Abstract (2)目录 (3)第1章绪论 (1)1.1 硬齿面插齿技术概述 (1)1.1.1 插齿技术在齿轮加工中的地位 (1)1.1.2 硬齿面插齿技术的国内外发展现状 (1)1.2 插齿刀技术的发展 (3)1.2.1 涂层技术的开发应用 (3)1.3插齿刀变位系数的限制因素 (3)1.3.1内插齿刀的最大变位系数(X0)max的限制因素 (4)1.3.2内插齿刀的最小变位系数(X0)min 的限制因素 (4)1.4 本课题研究的主要内容 (4)第2章硬质合金插齿刀的建模 (6)2.1 硬质面插齿刀的构形理论 (6)2.2 插齿刀的具体设计参数 (6)第3章 CATIA环境下的插齿刀实体建模 (16)3.1 CATIA软件简介 (16)3.2 曲面造型技术 (17)3.3 凸曲面插齿刀实体建模 (18)3.4 插齿刀实体造型的作用 (23)第4章插齿刀有限元分析 (24)4.1 关于有限元分析法的有关问题 (24)4.2 有限元分析原理及步骤 (26)4.3 插齿刀有限元具体分析过程 (28)4.4 刀齿插齿主切削力受载分析 (32)4.4 总结 (36)结论 (37)参考文献 (38)致谢 (39)第1章绪论1.1硬齿面插齿技术概述随着机械工业的发展,硬齿面齿轮的应用越来越广泛。