花键刀具参数
- 格式:xls
- 大小:41.50 KB
- 文档页数:8
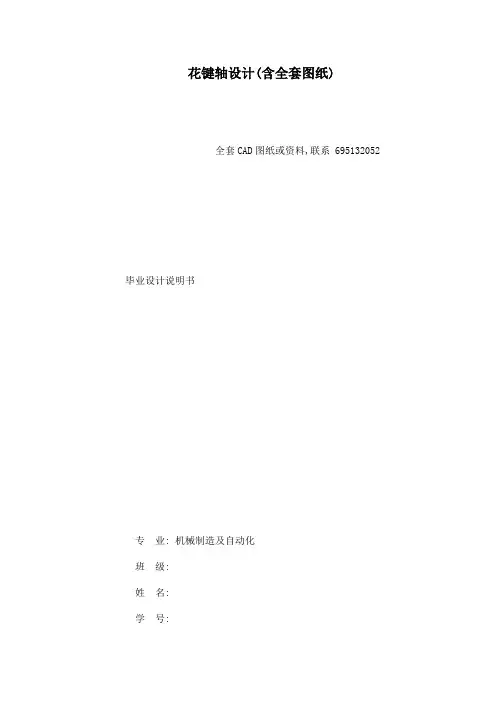
渐开线花键外形尺寸 DIN5482非新设计本标准仅适用于互换性应用。
如需新的设计,请使用DIN5480标准。
考虑到现有刀具,本标准将一直有效,直到另行通知。
(参阅最后一段解释)尺寸单位:mm 压力角:30˚w ww et公称尺寸 d 1 1)H12 d 2 H11 d 3 h11d 4d 5齿数模数m 变位lw=sw公称值r 1 max r 2 max kmin.参照轮廓3)15x12 15 12 14.511.5 12.88 +0.5 3.090 17x14 17 14 16.513.5 14.49 +0.7 3.321 18x15 18 15 17.514.5 16 10+0.4 2.975 20x17 20 17 19.516.5 19.212-0.2 2.282 22x19 22 19 21.518.5 20.8130 2.513 25x22 25 22 24.521.2 22.414 1.6+0.55 3.148 25x2228x25 28 25 27.524.5 26.2515+0.302 3.098 30x27 30 27 29.526.3 28 16+0.327 3.127 32x28 32 28 31.527.6 29.7517+0.102 2.867 35x31 35 31 34.530.5 31.518 1.75+0.676 3.35 35x3138x34 38 34 37.533.5 36.1190 2.985 40x36 40 36 39.535.5 38 20+0.049 3.042 42x38 42 38 41.537.5 39.921 1.9 +0.099 3.1 0.15 0.25 0.3 38x3445x41 45 41 44.540.6 44 22-0.181 2.933 48x44 48 44 47.543.2 46 23+0.119 3.28 50x45 50 45 49.544.6 48 24-0.181 2.933 52x47 52 47 51.546.5 50 25-0.231 2.875 55x50 55 50 54.549 52 26+0.019 3.164 58x53 58 53 57.552 54 27+0.518 3.741 60x55 60 55 59.554.5 56 28 2 +0.768 4.03 0.25 0.35 0.4 55x5062x57 62 57 61.556.5 60.9029-0.434 2.797 65x60 65 60 64.359.5 63 30+0.015 3.317 68x62 68 62 67.361.5 65.131-0.034 3.259 70x64 70 64 69.363.5 67.232-0.084 3.201 72x66 72 66 71.365.5 69.333-0.134 3.144 75x69 75 69 74.368.5 71.434+0.315 3.663 78x72 78 72 77.371.5 73.535+0.765 4.183 80x74 80 74 79.373.5 75.636 2.1+0.715 4.12568x6282x76 82 76 81.375.5 83.2537-2.4250.734 85x79 85 79 84.378.5 85.538-2.05 1.167 88x82 88 82 87.381.5 87.7539-1.673 1.6 90x84 90 84 89.383.5 90 40-1.799 1.456 92x86 92 86 91.385.5 92.2541-1.923 1.311 95x89 95 85 94.388.5 94.542-1.549 1.744 98x92 98 92 97.391.5 96.7543-1.175 2.177 100x94 100 94 99.393.5 99 44 2.25-1.299 2.0330.35 0.45 0.598x921)成型切削制造时公差允许到H14 2)基于轮廓中心线3)具参照轮廓参数的滚刀可用于制造对应模数的所有花键内花键齿槽宽测量非新设计w ww .b ab a ke .n et本标准仅适用于互换性应用。
花键轴设计(含全套图纸)全套CAD图纸或资料,联系 695132052 毕业设计说明书专业: 机械制造及自动化班级:姓名:学号:指导老师:目录第一部分工艺设计说明书 (1)…………第二部分第XX号工序夹具设计说明书………………………………………………………………………第三部分第XX号工序刀具设计说明书………………………………………………………………………第四部分第XX号工序量具设计说明书………………………………………………………………………第五部分毕业设计体会…………………………………………………………………………………………第六部分参考资料……………………………………………………………………………………二OO届毕业设计(论文)任务书专业:机械制造班级:姓名: 学号:一、设计题目附图:花键轴零件机械加工工艺规程制订及第工序工艺装备设计。
二、设计条件:l、零件图; 2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择: 1)、毛坯类型; 2)、余量确定; 3)、毛坯图。
3、机械加工工艺路线确定: 1)、加工方案分析及确定; 2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定: 确定每道工序切削用量及工时定额。
7、工艺文件制订: 1)、编写工艺设计说明书; 2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计: 1)、工序图分析; 2)、定位方案确定; 3)、定位误差计算; 4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)四、上交资料(全部为电子文稿):1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺流程卡片、每一道工序的工序卡片含工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(A4图纸);零件图两张(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
渐开线花键基本参数
一、花键的齿数
花键的齿数是指花键上的齿数,它与齿轮的齿数相匹配。
齿数的选择
应根据传动系统的需求进行合理选择,通常应考虑传动扭矩大小、功率、
速比等因素。
二、模数
模数是花键的重要参数之一,它是花键齿间距离与齿数之比。
模数越小,齿数越多,花键的齿形越小,传动效果越好。
一般情况下,根据传动
系统的需求,选择合适的模数。
三、压力角
压力角是指花键齿形曲线与径向线之间的夹角。
压力角的大小直接影
响花键的传动性能,在一定范围内选择适当的压力角可以使花键的传动效
果更好。
常见的压力角有14.5°、20°等。
四、渐开线系数
渐开线系数是渐开线花键的一个重要参数,它表示花键齿形曲线的线
性程度。
渐开线系数越大,花键的齿形曲线越平缓,传动效果越好。
常见
的渐开线系数有0.25、0.38、0.5等。
五、齿向系数
齿向系数是指花键齿形曲线齿向与径向线之间的夹角。
齿向系数的选
择应根据具体传动系统的需求进行合理选择,常见的齿向系数有0°、15°等。
六、齿面硬度
七、加工精度
总结起来,渐开线花键的基本参数包括花键的齿数、模数、压力角、渐开线系数、齿向系数、齿面硬度和加工精度等。
这些参数的选择应根据具体的传动系统需求进行合理选择,以保证花键的传动效果和使用寿命。
圆柱直齿渐开线花键的基本参数
发布时间:2013-05-24
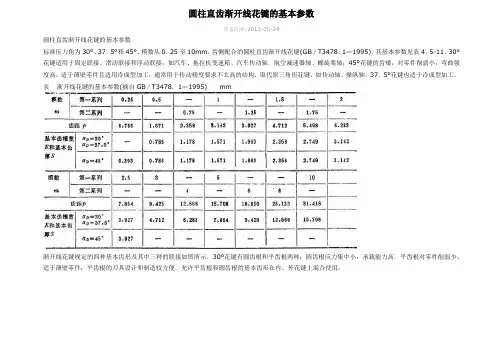
圆柱直齿渐开线花键的基本参数
标准压力角为30°、37.5°和45°、模数从0.25至10mm,齿侧配合的圆柱直齿渐开线花键(GB/T3478.1—1995).其基本参数见表4.5-11.30°花键适用于固定联接、滑动联接和浮动联接,如汽车、拖拉机变速箱、汽车传动轴.航空减速器轴、螺旋桨轴;45°花键的齿矮,对零件削弱小,弯曲强度高,适于薄壁零件且适用冷成型加工,通常用于传动精度要求不太高的结构,取代原三角形花键,如传动轴、操纵轴。
37.5°花键也适于冷成型加工。
表渐开线花键的基本参数(摘自GB/T3478.1—1995)mm
渐开线花键规定的四种基本齿形及其中三种的联接如图所示.30°花键有圆齿根和平齿根两种;圆齿根应力集中小,承载能力高.平齿根对零件削弱少,适于薄壁零件;平齿根的刀具设计和制造较方便.允许平齿根和圆齿根的基本齿形在内、外花键上混合使用。
图渐开线花键基本齿形及联接。

渐开线花键外形尺寸 DIN5482非新设计本标准仅适用于互换性应用。
如需新的设计,请使用DIN5480标准。
考虑到现有刀具,本标准将一直有效,直到另行通知。
(参阅最后一段解释)尺寸单位:mm 压力角:30˚w ww et公称尺寸 d 1 1)H12 d 2 H11 d 3 h11d 4d 5齿数模数m 变位lw=sw公称值r 1 max r 2 max kmin.参照轮廓3)15x12 15 12 14.511.5 12.88 +0.5 3.090 17x14 17 14 16.513.5 14.49 +0.7 3.321 18x15 18 15 17.514.5 16 10+0.4 2.975 20x17 20 17 19.516.5 19.212-0.2 2.282 22x19 22 19 21.518.5 20.8130 2.513 25x22 25 22 24.521.2 22.414 1.6+0.55 3.148 25x2228x25 28 25 27.524.5 26.2515+0.302 3.098 30x27 30 27 29.526.3 28 16+0.327 3.127 32x28 32 28 31.527.6 29.7517+0.102 2.867 35x31 35 31 34.530.5 31.518 1.75+0.676 3.35 35x3138x34 38 34 37.533.5 36.1190 2.985 40x36 40 36 39.535.5 38 20+0.049 3.042 42x38 42 38 41.537.5 39.921 1.9 +0.099 3.1 0.15 0.25 0.3 38x3445x41 45 41 44.540.6 44 22-0.181 2.933 48x44 48 44 47.543.2 46 23+0.119 3.28 50x45 50 45 49.544.6 48 24-0.181 2.933 52x47 52 47 51.546.5 50 25-0.231 2.875 55x50 55 50 54.549 52 26+0.019 3.164 58x53 58 53 57.552 54 27+0.518 3.741 60x55 60 55 59.554.5 56 28 2 +0.768 4.03 0.25 0.35 0.4 55x5062x57 62 57 61.556.5 60.9029-0.434 2.797 65x60 65 60 64.359.5 63 30+0.015 3.317 68x62 68 62 67.361.5 65.131-0.034 3.259 70x64 70 64 69.363.5 67.232-0.084 3.201 72x66 72 66 71.365.5 69.333-0.134 3.144 75x69 75 69 74.368.5 71.434+0.315 3.663 78x72 78 72 77.371.5 73.535+0.765 4.183 80x74 80 74 79.373.5 75.636 2.1+0.715 4.12568x6282x76 82 76 81.375.5 83.2537-2.4250.734 85x79 85 79 84.378.5 85.538-2.05 1.167 88x82 88 82 87.381.5 87.7539-1.673 1.6 90x84 90 84 89.383.5 90 40-1.799 1.456 92x86 92 86 91.385.5 92.2541-1.923 1.311 95x89 95 85 94.388.5 94.542-1.549 1.744 98x92 98 92 97.391.5 96.7543-1.175 2.177 100x94 100 94 99.393.5 99 44 2.25-1.299 2.0330.35 0.45 0.598x921)成型切削制造时公差允许到H14 2)基于轮廓中心线3)具参照轮廓参数的滚刀可用于制造对应模数的所有花键内花键齿槽宽测量非新设计w ww .b ab a ke .n et本标准仅适用于互换性应用。
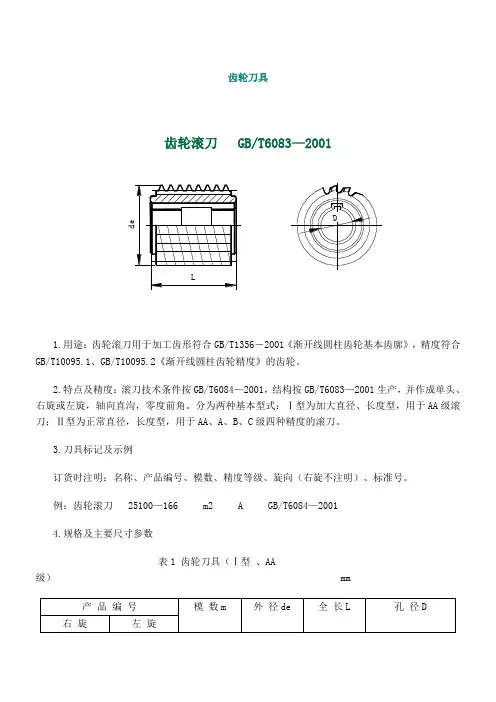
齿轮刀具GB/T10095.1、GB/T10095.2《渐开线圆柱齿轮精度》的齿轮。
2.特点及精度:滚刀技术条件按GB/T6084—2001,结构按GB/T6083—2001生产,并作成单头、右旋或左旋,轴向直沟,零度前角。
分为两种基本型式:Ⅰ型为加大直径、长度型,用于AA级滚刀;Ⅱ型为正常直径,长度型,用于AA、A、B、C级四种精度的滚刀。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25100—166 m2 A GB/T6084—20014.规格及主要尺寸参数表1 齿轮刀具(Ⅰ型、AA级) mm表2 齿轮刀具(Ⅱ型AA、A、B、C 级) mm齿轮滚刀 JB2495—781.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋或左旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C 级四种精度等级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25110—044 m2 A 左 JB2495—784.规格及主要尺寸参数表1 齿轮滚刀(A、B、C级) mm表2 齿轮刀具(AA级)mm齿轮滚刀(企业标准)1.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C四种精度等级。
与按GB/T6084制造的滚刀相比,工厂标准滚刀AA级接近GB/T6084的A级;A级基本相当于GB/T6084的B级;B、C级接近GB/T6084的C级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级。
例:齿轮滚刀 25100—190 m2 A4.规格及主要尺寸参数齿轮滚刀(径节制)企业标准1.用途:齿轮滚刀(径节制)用于加工齿形角为14°30′,齿高系数f=1,径向间隙系数cˊ=0.157的渐开线圆柱齿轮。
D 第1部分第 2 页 DIN 5480 第 1 部分s 齿厚 x 变位系数 x * m 齿高变位量 z 齿数 A 外径对中 A df 齿根圆直径偏差 A ee 齿槽宽上偏差 A si齿厚下偏差A Me测量尺寸M e 的偏差系数 A Mi测量尺寸M i 的偏差系数 A W公法线的偏差系数 D M 量棒直径 F r 节圆径向跳动 G 最大尺寸 I 内径对中 K 最小尺寸 M e 外花键跨棒距 M i 内花键棒间距 N 内花键(轮箍) T 尺寸公差 W 外花键(轴) W 公法线长度W k跨齿(槽)公法线长度 α压力角 ρ f 齿根圆角半径ρ Fp基本齿廓上的齿根圆角半径下 标 定 义a 齿顶 e 齿槽宽 e 最大极限尺寸 f 齿根 i 最小极限尺寸 s 齿厚 F 齿廓圆直径 K 齿顶倒角 N 作用直径 P 基本齿廓 0 刀具 1 外花键 2内花键3 花键的基本参数3.1 30° 压力角 (见表1)花键联结的主要特征是由基本齿廓、基准直径d B 以及齿数z 构成的。
3.1.1 基本齿廓 参见图 1和表 1。
3.1.2 基准直径花键联结基本尺寸的选择应当保证花键轴横截面的花键齿廓有比需要较宽泛的区域传递扭矩,又不使扭矩被减弱,还能保证在推动滚动轴承时,安装在花键轴两边的支承座不承受任何外力。
对于任何形式对中的花键,使得基准直径d B 和轴承的镗孔直径相一致,以及规定一个适当的内花键、外花键的齿高变位量是必要的。
*对模数m 不超过1,75 mm 或者d B 直径小于40 mm 时,基准直径d B 应当按照1mm 的增量进行圆整。
3.1.3 齿数DIN 3960一样,M i 给出的是负号。
M e = (37,016 - 4,5) • cos (π / (2 • 7)) +4,5 = 36,2008 mm A Me = 1,3 • cos (π / (2 • 7)) = 1,27图 1 M e 的说明***内花键基 准 线外花键图 2基本齿廓表1 花键参数参数30°压力角花键模数m0.5-0.6-0.75-0.8-1-1.25-1.5-1.75-2-2.5-3-4-5-6-8-10 齿距P m·π齿数外花键z1内花键z2- z1齿高变位量 外花键x1·m-0.05 • m到 +0.45 • m内花键 x2·m- x1• m= +0.05 • m到 -0.45 • m齿顶高 h a P0.45 • m齿根高 h F ph a P00.55 • m0.60 • m0.65 • m (拉刀) (滚刀) (插齿刀)全齿高 h P h a P+ h f P 齿顶间隙 c h f P- h a P齿根园角半径ρfP0.16 • m拉削的齿顶倒角f max0.15 • m(见DIN 5480第16部分)节圆直径d m·z基圆直径d b m·z·cos α基准直径d B 直径按照DIN 323第1部分的优选系列以及滚动轴承镗孔直径选用,d B值小于40mm或模数不超过1.75,直径圆整值为1mm。
一 、矩形花键拉刀设计1. 前言用于拉削的成形刀具。
刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。
当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。
拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等,生产率很高。
2. 矩形花键拉刀的参数选择和设计计算 2.1原始条件及设计要求要求设计一把矩形花键拉刀,花键大径D=60H10()0120.0+m m, 小径d=52H7()0030.0+mm,键槽宽B=10H9()0036.0+mm,键数n=8,倒角高度C=0.5mm,拉削长度L=35mm,工件材料为45钢,硬度为HBS190,σb =630MPa 。
查表后,由花键拉刀的长度确定选用拉床L6120。
2.2 拉刀材料选择设计矩形花键拉刀采用W18Cr4V 高速钢制造。
2.3拉刀拉削及定心方式选择2.3.1拉削方式选择 拉削花键槽常采用渐成式分层拉削方式,且采用倒角----花键----内孔的组合方式。
2.3.2 定心方式 由于小径定心花键拉刀加工出的花键孔,能使小径与大径、键槽之间达到很高的同轴度和对称度,能够更好的满足该设计要求,故选择小径定心方式。
2.3 倒角齿参数确定图1 矩形花键拉刀倒角齿计算图2.3.1倒角齿θ角查手册表4-29,由n=8,查得θ=45°。
2.3.2 倒角齿测量值MB1=B+2C=10+2×0.5=11mmsinψ1= b1/d=0.2115,ψ1=12.21°ψ2=45°-ψ1=32.78°M=d×cosψ2/2=21.86mm2.3.3 倒角齿最大直径d1OH=(2M-B×cos45°)/2sin45°=25.915mmtanψB=B/(2×OH)=0.192938d B= B/sinψB=52.78mmd1=d B+(0.3—0.6)mm=53.23mm2.4 拉削余量按表4-1计算圆形拉削余量为1mm,预制孔径为51mm。
1DIN5480花键标准浅析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了37.5o及45o压力角花键的内容,只保留了30o压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了m0.6及m0.8两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀2可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
渐开线花键计算公式及参数标注一、渐开线花键图形圆柱直齿渐开线花键30°平齿根、30°圆齿根、37.5°圆齿根和45°圆齿根,见下图:二、渐开线花键的计算见注③三、渐开线花键的标注1.一般规定在零件图样上,应给出制造花键时所需的全部尺寸、公差和参数,列出参数表,表中应给出齿数、模数、压力角、公差等级和配合类别、渐开线终止圆直径最小值或渐开线起始圆直径最大值、齿跟圆弧最小径曲率半径及其偏差、以及按GB/T3478.5与选用的检验方法有关的相应项目。
也可列出其他项目,例如:大径、小径及其偏差、M值和W 值等项目,必要时画出齿形放大图。
2.标注示例在有关图样和技术文件中,需要标记时,应符合如下规定:内花键:INT外花键:EXT花键副:INT/EXT齿数:z(前面加齿数值)模数:m(前面加模数值)30°平齿根:30P30°圆齿根:30R37.5°圆齿根:37.545°圆齿根:4545°直线齿形圆齿根:45ST公差等级:4、5、6或7配合类别:H(内花键);k、js、h、f、e或d(外花键)标准号:GB/T3478.1-2008示例1:花键副,齿数24,模数2.5、30°圆齿根,公差等级为5级,配合类别为H/h。
花键副:INT/EXT 24z×2.5m×30R×5H/5h GB/T3478.1-2008内花键:I NT 24z×2.5m×30R×5H GB/T3478.1-2008外花键:EXT 24z×2.5m×30R×5h GB/T3478.1-2008示例2:花键副,齿数24、模数2.5、内花键为30°平齿根、公差等级为6级;外花键为30°圆齿根、公差等级为5级、配合类别为H/h。
花键副:INT/EXT 24z×2.5m×30P/R×6H/5h GB/T3478.1-2008内花键:INT 24z×2.5m×30P×6H GB/T3478.1-2008外花键:EXT 24z×2.5m×30R×5h GB/T3478.1-2008示例3:花键副,齿数24、模数2.5、37.5°圆齿根、公差等级6级、配合类别为H/h。
Ordering Information for 花键搓齿刀订货参数SPLINE FORMING RACKCustomer Name 客户: .Nominal Size 名义尺寸:m. DP ×PA ° Tool No. 刀具编号: .Spline Detail 花 键 参 数Rack Detail 搓 刀 参 数Parts Name 零件名称 Type of Order 订货类型1. New Production 新产品2. Regrinding 修磨Parts No. 零件编号 Module. DP 模数.径节 Rack Type 搓刀型式1. Plate2. Single Wedge3. Double Wedge 板型 单楔型 双楔型No. of Tooth 齿数 Pressure Angle 压力角 °′″Helix Angle 分圆螺旋角 °′″ RH/LH Outside Dia. 外径After Rolling 搓后( ) After Finishing 成品( )Tooth Length (in inches) 齿面长(英寸)7 9 11 13 16 24 28 32 36 Other 其他( ) Root Dia. 底径 T.I.F. Dia. 渐开线起始圆直径Width 宽度1. Specified 指定( )2. Not Specified 不指定 Over Two Pins Dia. 跨棒距 (d= ) 量棒直径 After Rolling 搓后( ) After Heat/T 热后( )Corner Radius 圆角半径 1. Specified 指定( ) 2. Not Specified 不指定 Heat Treatment Process 热处理工艺1. Iduction Hardening 高频淬火2. Carburizing 渗碳淬火3. Through Hardening 整体淬火Trial Rolling 试搓 0.Non 无 1.Required 要求 Material 材料 1. HSD 2. SKD11 3. Others( ) Forming Machine 搓齿设备NACHI:PFS400 PFS610 PFS915 PFV1220 PFL610 PFL915 PFL1220 Material 材料 Hardness 硬度 Spline Length 花键长度 XLO: 3225 3237 3251Others 其它 ( )L1 = L2 = L3 = L4 = L5 = R =Opening Hight 开合高度1. 5.5in2. 6in3. Others( )Marking Specified 指定标记Note 说明:Blue Options and Datum are OK 所填数据和确认的选项为蓝色加粗字体In case of the spline with groove and/or hole, Please check process.在花键上有沟槽和/或孔时,请核对加工工序。
1.用途:矩形花键滚刀用于加工GB/T1144-1974《矩形花键尺寸、公差和检验联结》的花键轴。
2.特点及精度:滚刀做成单头、右旋,容屑槽为左旋。
按齿形不同分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四种型式。
滚刀分为A、B两种精度等级。
3.刀具标记及示例订货时注明:产品名称、产品编号(包含滚刀齿形型式)、花键规格、精度等级、标准号。
例:矩形花键滚刀25200-307-1 6-22×18×5 A Q/HYG2063-19914.规格及主要尺寸参数矩形花键滚刀(A级)毫米续表毫米续表毫米续表毫米续表毫米续表毫米续表毫米续表毫米续表毫米续表毫米矩形花键滚刀(B级)毫米续表毫米续表毫米续表毫米续表毫米产品编号花键规格Z-D×d×b齿型滚刀外廓尺寸加工出花键轴各部尺寸外径全长孔径刃沟数外径底径键宽键侧单面留磨量键顶倒角凸肩最大外径25200-425-16-70×62×16 Ⅰ1185414 7056.9416.30.15 0.65-2 Ⅱ803 Ⅲ62.30 -4 Ⅳ80426-16-75×65×16 Ⅰ7562.10.75-2 Ⅱ853 Ⅲ65.30 -4 Ⅳ85427-16-80×70×20 Ⅰ98067.5220.30.65-2 Ⅱ903 Ⅲ70.30 -4 Ⅳ90428-16-90×80×20 Ⅰ12159077.2620.40.2 0.7-2 Ⅱ1003 Ⅲ80.40 -4 Ⅳ100429-18-36×32×6 Ⅰ75527123630.666.30.150.45-2 Ⅱ443 Ⅲ32.30 -4 Ⅳ44 430-18-38×32×6Ⅰ8 0 63829.760.55-2 Ⅱ463 Ⅲ32.30 -4 Ⅳ46431-18-40×36×7 Ⅰ4034.747.3 0.45-2 Ⅱ483 Ⅲ36.30 -4 Ⅳ48续表毫米产品编号花键规格Z-D×d×b齿型滚刀外廓尺寸加工出花键轴各部尺寸外径全长孔径刃沟数外径底径键宽键侧单面留磨量键顶倒角凸肩最大外径25200-432-18-42×36×7 Ⅰ9632124233.887.30.150.55-2 Ⅱ503 Ⅲ36.30 -4 Ⅳ50433-18-46×42×8 Ⅰ865274640.788.30.45-2 Ⅱ543 Ⅲ43.30 -4 Ⅳ54 434-1 8-48×42×8 Ⅰ9348 39.90 0.55 -2 Ⅱ0 2 563 Ⅲ42.30 -4 Ⅳ56435-18-50×46×9 Ⅰ14 5044.869.30.45-2 Ⅱ583 Ⅲ46.30 -4 Ⅳ58436-18-54×46×9 Ⅰ174125443.120.65-2 Ⅱ623 Ⅲ46.30 -4 Ⅳ62437-18-58×52×10 Ⅰ9325850.0410.30.55-2 Ⅱ663 Ⅲ52.30 -4 Ⅳ66438-18-60×52×10 Ⅰ146049.140.65-2 Ⅱ683 Ⅲ52.30 -4 Ⅳ68续表毫米产品编号花键规格Z-D×d×b齿型滚刀外廓尺寸加工出花键轴各部尺寸外径全长孔径刃沟数外径底径键宽键侧单面留磨量键顶倒角凸肩最大外径25200-425-16-70×62×16Ⅰ1 1 0 854147056.9416.30.150.65-2 Ⅱ803 Ⅲ62.30 -4 Ⅳ80426-16-75×65×16 Ⅰ7562.10.75-2 Ⅱ853 Ⅲ65.30 -4 Ⅳ85427-16-80×70×20 Ⅰ98067.5220.30.65-2 Ⅱ903 Ⅲ70.30 -4 Ⅳ90428-16-90×80×20 Ⅰ12190 77.2620.40.2 0.7-2 Ⅱ1003 Ⅲ0 580.40 -4 Ⅳ100429-18-36×32×6 Ⅰ75527123630.666.30.150.45-2 Ⅱ443 Ⅲ32.30 -4 Ⅳ44 430-18-38×32×6Ⅰ8 0 63829.760.55-2 Ⅱ463 Ⅲ32.30 -4 Ⅳ46431-18-40×36×7 Ⅰ4034.747.3 0.45-2 Ⅱ483 Ⅲ36.30 -4 Ⅳ48续表毫米产品编号花键规格Z-D×d×b齿型滚刀外廓尺寸加工出花键轴各部尺寸外径全长孔径刃沟数外径底径键宽键侧单面留磨量键顶倒角凸肩最大外径25200-432-18-42×36×7 Ⅰ9632124233.887.30.150.55-2 Ⅱ503 Ⅲ36.30 -4 Ⅳ50433-18-46×42×8 Ⅰ865274640.788.30.45-2 Ⅱ543 Ⅲ43.30 -4 Ⅳ54 434-18-48×42×8Ⅰ9 0 324839.900.55-2 Ⅱ563 Ⅲ42.30 -4 Ⅳ56435-18-50×46×9 Ⅰ14 5044.869.30.45-2 Ⅱ583 Ⅲ46.30 -4 Ⅳ58436-18-54×46×9 Ⅰ17412 5443.120.65-2 Ⅱ623 Ⅲ。