U9 五金件(电镀)来料检验规范
- 格式:pdf
- 大小:467.21 KB
- 文档页数:14
层 抗 腐蚀以及在化学试 存 2 小时。 最少测试样品数:3pcs
面处理层正表面保持 15min。
1. 五金喷漆:测试方法判定同塑胶;
化 学 剂的作用下,表面
3. 将表面处理层放置在室温下,2h 后检查表面处理层。 2. 五金电镀:不做;
试 剂 处理层的机械性能
3. 五金电泳: 测试方法判定同塑胶;
6. 可靠性测试:` 6.1. 可靠性测试要求发如下表
内部公开,未经许可,不得播散
page 3 of 14
序 测试
测试目的
测试条件
测试程序
合格判据
号 项目
1 膜 厚 测量膜层的厚度 按照 GB/T 13452.2《色漆和清漆总铅含量和漆
符合 U9 产品图纸要求。
测试
膜厚度的测定》规定的方法 7A 测量每层的厚
3. 术语和定义
3.1. 五金件:五金件主要是指铝合金,镁合金,不锈钢,铜片,镍片等金属件。
3.2.五金件表面处理:五金件表面处理包括烤漆,电镀,电泳, PVD,阳极氧化。 3.3. 测量条件及环境的规则
3.3.1.距离:人眼与被测物表面的距离为 300mm~ 350mm; 3.3.2.时间 每片检查时间不超过 10s(10s 内检验不出的缺陷可以不算); 3.3.3.位置 检视面与桌面成 45°;上下左右转动 15°; 3.3.4.照明 100W 冷白荧光灯,光源距被测物表面 500 mm~550mm(照度达 800 Lux -1200 Lux)。 3.4. 检测面等级 3.4.1.根据部品所处位置分为 3 个等级,若需要详细的等级定义时,在双方协议基础上另行规定。
格,每一条划线应深及表面处理层的底
层;用毛刷将测试区域的碎片刷干净;用
粘 附 力 (10 ± 1)N/25mm 的 胶 带 (NICHIBAN CT405AP-24 胶纸)牢牢粘
2.3. 3B:在切口交叉处和/或沿切口边缘
住被测试小网格,并用橡皮擦用力挤压胶
有表面处理层脱落,受影响的交
带,赶走胶带与表面处理层之间的气泡,
度。
6B-5B-4B-3B-2B-B-HB-F-1H-2H-3H-4H-5H-6H
4. 测试完成后,轻轻擦掉表面处理层待测表面上的黑 色铅笔划痕并与未测试样品进行对比。
较软----------------------------较硬
内部公开,未经许可,不得播散
序 测试
测试目的
测试条件
测试程序
合格判据
号 项目
4 表 面 测试表面处理层金 1. 表面处理层总膜厚为 0~60um,用锋利刀 1. 对待测表面处理层目检,外观无异常。
附著力要求,不低于 4B::
处 理 属之间附着力以及
片(刀锋角度为 20°~30°)在测试样 2. 用锋利刀片(刀锋角度为 20°~30°)在测试样本 1. 五金喷漆: 4B
测试
刷将测试区域的碎片刷干净;用粘附力
CT405AP-24 胶带粘住被测试小格,并使用铅笔橡皮 4. 五金+PVD: 4B
(10 ± 1)N/25mm 的 胶 带 ( NICHIBAN
擦拭接触部位,以加强胶带与待测区之接触面积
5. 五金阳极氧化: 4B
CT405AP-24 胶纸)牢牢粘住被测试小网 4. 静置(90±30)s 后;用手抓住胶带的一端,在 60°方 说明:
2.6. 0B:剥落程度超过 1B; page 6 of 14
序 测试
测试目的
测试条件
测试程序
合格判据
号 项目
5
耐 磨 测试金属表面处理 用专用的 NORMAN RCA 耐磨测试仪(型号: 1.对手机表面处理层初检,保证手机表面处理层外观正 观察表面处理层表面有无被磨破;
性 测 层表面的耐磨耗性 7-IBB-647)(图 4)及 NORMAN 生产的专用的 常。
深圳市东铁通讯科技有限公司
文件名称:五金(电镀)件检验标准
文件种类:作业文件 文件编号:DT-WI-06-24 文件版本:A
编制: 日期:2011 年 7 月 25 日
审核: 日期:2011 年 7 月 25 日
批准: 日期: 年 月 日
5.2. 二次氧化字体外观缺陷评判基准
项目
A 级面
基准 缺陷等级
B、C 级面
缺陷
偏斜、移位
字体偏移超过标准位置
0.10mm 以上不允许。
MAJ
字体偏移超过标准位 置 0.15mm 以上不允 MAJ 许。
油黑飞溅(点)
异色点不允许,同色点φ 0.15mm 以下,同面允许有 2 点,2 点间距大于 20mm。
MAJ
异色点不允许,φ 0.15mm 以下,同面允许 有 2 点,侧边(窄面)侧 2 点间距大于 3mm。
度是否符合规格要求。
2 表 面 测试表面处理层是 将 表 面 处 理 层 整 个 正 面 保 持 覆 盖 浓 度 大 于 1. 测试前检查待测试表面处理层外观无异常。
不允许出现表面处理层被腐蚀等外观异
处 理 否能耐化学试剂的 99.5%的酒精保持 15min,后在实验室温度下保 2. 用棉签蘸医用酒精,以不滴下为原则均匀持续涂抹表 常,不允许出现裂纹等机械失效。
2. 范围 本规范规定了手机上所采用电镀件的外观检查及性能测试(只针对结构性能)方法。 本规范适用于 U9 所研制及生产的的手机五金件检验,并且适用于手机的研发、试生产、IQC 来料检验、QA 增强性试 验等各个阶段。 本规范包括了电镀件电镀件的外观检查及性能测试,测试项目分为几大类,外观检查、常规性能测试、环境加速测试、 耐化学性能测试
测试 是否正常
4. 五金+PVD: 不做;
5. 五金阳极氧化: 不做;
3 表 面 验证五金表面处理 用规定硬度三菱试验铅笔芯(如图 1),以 1kgf 1. 对待测表面处理层表面目检,保证无刮花、划痕、 检查表面处理层表面有无痕迹, 允许起
处 理 层的硬度是否符合 压力,铅笔芯与待测表面的夹角为 45 °,在
1. 对手机表面处理层初检,保证手机表面处理层外观正常 试验完成后以表面处理层表面无明显退
性 测 酒精性能
99.5%),包在专用的测试头上(包上棉布后 2. 将手机表面处理层安装固定
色、透底时为合格;
层 附 表面处理层与基材
本表面划 5×5 个 1mm×1mm 小网格,每
表面划 5×5 个 1mm×1mm 小网格
2. 五金电镀: 4B
着 力 之间的附着力
一条划线应深及表面处理层的底层;用毛 3. 用 毛 刷 将 测 试 区 域 的 碎 片 刷 干 净 将 NICHIBAN 3. 五金电泳: 4B
测试条件
内部公开,未经许可,不得播散
测试程序
合格判据
2.4. 2B: 表面处理层沿切割边缘部分 或全部以大碎片脱落,和/或在格 子不同部分上部分或全部脱落, 受影响的交叉切割面积明显大于 15%,但不能明显大于 35%,如下 图示:
2.5. 1B: 表面处理层沿切割边缘大碎 片剥落,和/或一些方格部分或者 全部出现脱落,受影响的交叉切 割面积明显大于 35%,但不能明 显大于 65%,如下图示:
叉切割面积明显大于 5%,但不
以加大胶带与被测区域的接触面积及力
能明显大于 15%,如下图示:
度;
3. 用手抓住胶带一端,在 60°方向,0.5s~
1s 内扯下胶纸,试验一次,试验后再用 5
倍放大镜检查表面处理层的脱落情况。
page 5 of 14
内部公开,未经许可,不得播散
序 测试 号 项目
测试目的
MAJ
电镀
电镀表面不能有白点、污点、脱层等现象,电镀层要均匀,需要达到一定硬度的电镀件 (硬度测试仪)
色差
有限度样板内
文字、线的残缺
字体缺口不超过 1mm 可接受但不可以整笔划残缺,以限度样品为准。
粗细不均
允许,但不可细到断字超过字体、线的残缺标准,以限度样品为准。
字体里有黑(异色) 不允许 点
五金弹片(针对的天 触点不可有任何异物, 线弹片)
只靠外观基准书不能表现的缺陷,作出限度样本,可参照外观限度样板。
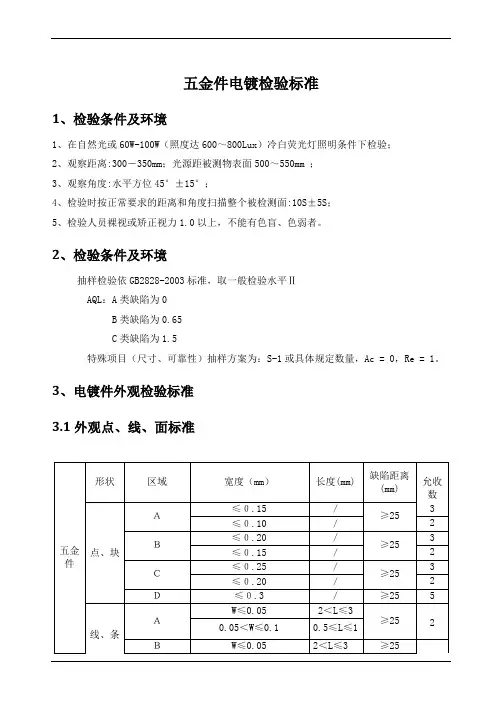
5. 外观检验标准
5.1. 外观缺陷评判基准(此标准只对常见之外观缺陷作出列表评判基准)。
项目
评判基础
划伤、
A 级面 不允许
等级 B 级面 MAJ 不允许
等 等级 C 级面
级 MI MAJ 不允许有严重的伤痕 N
划痕
划痕宽度小于 0.08mm
2) 2. 等级描述: 2.1. 5B:切口边缘完全平滑,无脱落 2.2. 4B: 在切口交叉处有少许表面处
查表面处理层的脱落情况。
理层脱落,但交叉切割面积受影
2. 表面处理层总膜厚为 61um~120um,用
响不能明显大于 5%,如下图示:
锋利刀片(刀锋角度为 20°~30°)在
测试样本表面划 5×5 个 2mm×2mm 小网
试
获得端面平整边缘锐利的铅芯时为止。
3. 五金电泳: F
3. 装在专用的铅笔硬度测试仪上,施加在笔尖上的载 4. 五金+PVD: H
荷为 1kgf,铅笔芯前端接触待测表面,铅笔芯与待 5. 五金阳极氧化: F
测表面的夹角为 45°。推动铅笔向前滑动约 5mm 说明:
长,共划 5 条(不同位置),每划一笔铅笔旋转一定角 1. 铅笔硬度排列如下
page 1 of 14
内部公开,未经许可,不得播散
深圳市东铁通讯科技有限公司
文件名称:五金(电镀)件检验标准
文件种类:作业文件 文件编号:DT-WI-06-24 文件版本:A
编制: 日期:2011 年 7 月 25 日
审核: 日期:2011 年 7 月 25 日