几何量公差与检测重点
- 格式:docx
- 大小:20.46 KB
- 文档页数:2
《几何量公差与检测(第十版)甘永立主编》期末复习提纲work Information Technology Company.2020YEAR一、绪论1.互换性用公差来保证2.在满足功能要求的前提下,公差应该尽量规定的大一些,以获得最佳的技术经济效益3.互换性优点:缩短设计周期,降低成本,提高寿命等。
4.互换性不是在任何情况下都适用5.完全互换性简称互换性,以零部件装配或更换时不需要挑选或修配为条件6.不完全互换性简称有限互换性,可以用分组装配法,调整法或其他来实现7.分组装配时对应组内零件可以互换,非对应组内不能互换,零件互换范围有限8.调整法是在装配或使用中,对某一零件按所需的尺寸进行调整,以达到装配精度要求9.标准化是互换生产的基础10.规定10进等比数列为优先数列,规定了5个系列(4个基本系列,1个补充系列):R5(1015⁄),R10(1015⁄),R20,R40,R80⁄,自1以后隔(3-1)个数从R10取一个优先数系11.派生系列Rr/p(R10/3)公比10310(1与10合并)1.00 2.00 4.00 8.00 16.0 32.0…12.派生系列Rr/p(R5/2)公比1025⁄,自1以后隔(2-1)个数从R5取一个优先数系(1与10合并)1.00 2.50 6.30 16.0 40.0 100…二、几何量测量基础1.完整的测量包括被测对象,计量单位,测量方法和测量精度四个要素2.量块和线纹尺都是量值传递媒介3.量块除了传递媒介之外,还可以用来检定和调整设备,也可以直接测量工件4.量块分级,量块的制造精度分为五级:K,0,1,2,3,K最高,3最低。
5.量块分等,量块的检定精度分为五等:1,2,3,4,5,1最高,5最低6.按“级”:量块的标称长度作为工作尺寸,按“等”:量块中心长度的实际尺寸作为工作尺寸7.“等”>“级”等级8.组合量块时为减少误差,一般使用不超过4块,从消去工作尺寸的最小尾数开始,逐一选取9.间接测量常用于受条件限制而无法进行直接测量的场合10.相对测量的测量精度比绝对测量精度要高11.综合测量适用于只要求判断合格与否,而不要得到具体误差值的场合12.绝对误差:评定或比较大小相同的被测几何量的测量精度13.相对误差:评定或比较大小不相同的被测几何量的测量精度,常用百分比表示三、孔/轴公差与配合1.孔大写,轴小写2.孔的公称尺寸D,上/下极限尺寸D max/D min;轴的上/下极限尺寸d max/d min。
Dfe 体外作用尺寸Da 实际尺寸Dmv 最大实体失效尺寸互换性可分为完全互换性和不完全互换性两类。
装配不需要挑选或修配。
装配时方便装入,装成的机器满足使用要求互换性用公差来保证,互换性基础是标准化按实测几何量分类直接测量间接测量按示值分类绝对测量相对测量相对测量中所测量的是被测量和标准量之间的差值,通常由量块体现测量误差分类:系统误差、随机误差、粗大误差测量精度的分类:正确度、精密 度、准确度。
单次测量值Xe=Xi+_3Q (单次测量的标准偏差Q,平均值的标准偏差Qx ), Qx=Q/ 根号N 。
极限误差为Slim=+-3Qx 。
Xe=X (平均值)+-3Qx公差原则是尺寸公差与几何公差的关系基孔制配合可减少孔公差带的数量,从而减少定值刀具和塞规的数量,经济合理。
特殊情况基轴制:冷拉钢材直接作轴、结构上的需要、以标准零部件为基准选择 基准制、必要时采用任一孔公差任一轴公差带组成所需的配合。
ES=-ei+A, Tf=Th+Ts, 2~11与11间隙配合,js, j,k,m,n 过度配合,p 〜zc 过盈 高于IT7的孔与高一级的轴相配,低于IT8的孔与同级的轴相配。
60G7, G 是基本偏差代号,决定公差带位置;7是公差等级,决定公差带大小。
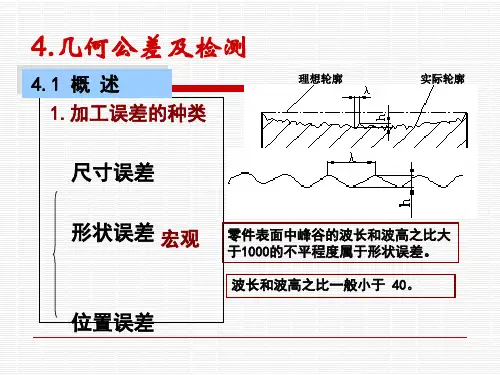
尺寸公差带大小取决于标准公差,相对于零线位置取决于基本偏差,分为20级, IT01最局四几何公差带(位置)具有形状、大小和方位等特性。
形状公差带:直线度、平面度、圆度、圆柱度。
方向公差带:平行度、垂直度和 倾斜度。
位置度公差带:同心度、同轴度、对称度和位置度最大实体状态MMC 实际要素在尺寸公差带内并具有实体最大的状态。
最大实体尺寸MMS 实际耍素在最大实体状态下的极限尺寸最小实体状态LMC 实际要素在尺寸公差带内并具有实体最小的状态。
最小实体尺寸LMS包容要求常用于保证孔与轴的配合性质,特别是配合公差较小的精密配合要求。
只要求装配互换的要素,通常采用最大实体要求。
第二章几何量测量基础思考题2-1 我国法定计量单位中长度的基本单位是什么?试述第十七届国际计量大会通过的长度基本单位的定义?2-2 测量的实质是什么?一个完整的测量过程应包括哪四个要素?2-3 以量块作为传递长度基准量值的媒介有何优点,并说明量块的用途?2-4 量块的制造精度分哪几级,量块的检定精度分哪几等,分“级”和分“等”的主要依据是什么?2-5 量块按“级”和按“等”使用时的工作尺寸有何不同?何者测量精度更高?2-6 何谓量具、量规、量仪?2-7 计量器具的基本技术性能指标中,标尺示值范围与计量器具测量范围有何区别?标尺刻度间距、标尺分度值和灵敏度三者不何区别?示值误差与测量重复性有何区别?并举例说明。
2-8 几何量测量方法中,绝对测量与相对测量有何区别?直接测量与间接测量有何区别?交举例说明。
2-9 测量误差的绝对误差与相对误差有何区别?两者的应用场合有何不同?2-10 测量误差按特点和性质可分为哪三类?试说明产生这三类测量误差的主要因素。
2-11 试说明三类测量误差各自的特性,可用什么方法分别发现、消除或减小这三类测量误差,以提高测量精度?2-12 如何估算服从正态分布的随机误差的大小?服从正态分布的随机误差具有哪四个基本特性。
2-13 进行等精度测量时,以多次重复测量的测量列算术平均值作为测量结果的优点是什么?它可以减小哪类测量误差对测量结果的影响?2-14 进行等精度测量时,怎样表示单次测量和多次重复测量的测量结果?测量列单次测量值和算术平均值的标准偏差有何区别?2-15 什么是函数误差?如何计算函数系统误差和函数随机误差?习题一、判断题(正确的打√,错误的打×)1、直接测量必为绝对测量。
( )2、为减少测量误差,一般不采用间接测量。
( )3、为提高测量的准确性,应尽量选用高等级量块作为基准进行测量。
( )4、使用的量块数越多,组合出的尺寸越准确。
( )5、0~25mm千分尺的示值范围和测量范围是一样的。
一、选择题1.对于孔,A ~ H的基本偏差是。
A.EI;B.ES;C.ei;D.es2._____为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
A、基轴制是实际偏差B、基轴制是基本偏差C、基孔制是实际偏差D、基孔制是基本偏差3. 形状误差的评定准则应当符合_____。
A、公差原则B、包容原则C、最小条件D、相关原则4. 公差原则是指_____。
A、确定公差值大小的原则B、制定公差与配合标淮的原则C、形状公差与位置公差的关系D、尺寸公差与形位公差的关系5.径向全跳动公差带的形状与的公差带形状相同。
A.同轴度B.圆度C.圆柱度D.线的位置度6、某轴线对基准中心平面的对称度公差值为0.1mm,•则该轴线对基准中心平面的允许偏离量为____。
A、0.1mmB、0.05mmC、0.2mmD、φ0.17、若某测量面对基准面的平行度误差为0.08mm,则其_____误差必不大于0.08mm。
A、平面度B、对称度C、垂直度D、位置度8、在建立基准时,基准与基准要素之间的联系应遵守_____。
A、公差原则B、独立原则C、最小条件D、包容原则9、评定参数_____更能充分反应被测表面的实际情况。
A、轮廓的最大高度B、微观不平度十点高度C、轮廓算术平均偏差D、轮廓的支承长度率10、作用尺寸是由_____而形成的一个理想圆柱的尺寸。
A、实际尺寸和形状误差综合影响B、极限尺寸和形状误差综合影响C、极限尺寸和形位误差综合影响D、实际尺寸和形位误差综合影响11、同轴度公差属于_____。
A、形状公差B、定位公差C、定向公差D、跳动公差12、形位公差的公差带通常有_____要素。
A、两个B、五个C、四个D、三个13.最小实体尺寸是指。
A.孔和轴的最大极限尺寸B.孔和轴的最小极限尺寸C.孔的最大极限尺寸和轴的最小极限尺寸D.孔的最小极限尺寸和轴的最大极限尺寸14.含有的测得值应该按一定的规则,从一系列测得值中予以删除。

几何量公差与检测实验指导书几何量公差几何量公差与检测实验指导书班级:___________________ 学号:___________________ 姓名:___________________一、实验目的实验〔一〕简单零件的尺寸测量与表达1.掌握常见测量工具的使用方法; 2.理解绝对测量和相对测量的区别; 3.掌握简单零件的表示方法; 4.理解工程图及标注方法。
二、实验器具的工作原理游标卡尺游标卡尺是一种常用的量具,具有构造简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
游标卡尺的构造1.三用游标卡尺,其测量范围一般有〔0~125〕mm 和〔0~150〕mm 两种。
制成带有刀口形的上下量爪和带有深度尺的型式, 如下图。
其下量爪用来测量工件的外径及长度,上量爪用来测量孔径及槽宽,深度尺可用来测量工件的深度及长度。
1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
三用游标卡尺2.双面游标卡尺,其测量范围一般有〔0~200〕mm 和〔0~300〕mm 两种。
如下图,其上量爪用来测量沟槽或孔距,下量爪用来测量工件的外径或孔径。
双面游标卡尺3. 单面游标卡尺,与双面游标卡尺比拟,单面游标卡尺没有上量爪,下量爪可测内外尺寸。
其测量范围有〔0~200〕mm ,〔0~300〕,〔0~500〕mm 直至1000mm ,适用于较大尺寸的测量,单面游标卡尺游标卡尺的读数原理和读数方法游标卡尺的读数机构,是由主尺和游标(如上图中的6和8) 两局部组成。
当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线) 对准主尺上的“0”刻线,此时量爪间的间隔为“0”。
当尺框向右挪动到某一位置时,固定量爪与活动量爪之间的间隔,就是零件的测量尺寸。
此时零件尺寸的整数局部,可在游标零线左边的主尺刻线上读出来,而比1mm 小的小数局部,可借助游标读数机构来读出。
4、国标规定了包含项值1的十进等比数列为优先数系,并规定了四个基本系列R
5、R10、R20、R40和一个补充系列R80。
统称为Rr系列。
同一系列中,每增r个数,数值增至10倍。
5、R5中的项值包含在R10中,R10中的项值包含在R20中,R10中的项值包含在R40中,R40中的项值包含在R80中。
P258附录1-1
第二章几何量测量基础
§1概述
1、米的定义主要采用稳频激光来复现
2、2、量块(P10)
量块的精度等级:量块的制造精度分为五级:K、0、1、2、3级,其中K级精度最高,精度依次降低,3级最低。
量块生产企业大都按“级”向市场销售量块。
量块的检定精度分为五等:1、2、3、4、5等,其中1等最高,精度依次降低,5等最低。
量块按“级”使用时,应以量块的标称长度作为工作尺寸,包含制造误差。
量块按“等”使用时,以检定给出的量块中心长度的实际尺寸作为工作尺寸,排除制造误差的影响,仅包含检定的测量误差。
故量块按“等”使用的测量精度比量块按“级”使用时高。
3、量块的尺寸组合:量块组合时,为减少量块组合的累积误差,应力求使用最少的块数,一般不超过4块。
组成量块时,可从消去所需工作尺寸的最小尾数开始,逐一选取。
第三章孔、轴公差与配合主要考计算和标注参考例题P33例一
1、配合的分类:间隙配合过盈配合过渡配合:
2、基孔制的孔为基准孔,它的基本偏差(下偏差EI)为零。
基轴制的轴为基准轴,它的基本偏差(上偏差es)为零。
§2常用尺寸极限与配合国家标准的构成
1、国标规定的标准公差等级分为20个等级,即IT01、IT0、IT1、IT
2、…、IT18。
从IT01到IT18,等级依次降低,而相应的标准公差数值依次增大。
参考例题P48例9
§3常用尺寸孔、轴公差与配合的选择
2、配合制的选择
·优先选用基孔制:采用基孔制配合可以减少孔公差带的数量,从而减少定值刀具和塞规的数量,这显然是经济合理的。
·特殊情况下采用基轴制:冷拉钢材直接作轴、结构上的需要、以标准零部件为基准选择基准制、必要时采用任一孔公差带与任一轴公差带组成所需的配合。
3、标准公差等级的选择基本原则:在满足使用要求的前提下,尽量采用低的公差等级。
4、配合种类的选择
参考习题P249习题3-4
第四章几何公差与几何误差检测
参考习题P2514-81.要素按检测关系和功能关系分类
(1)被测要素即注有几何公差的要素。
●单一要素注有形状状公差的要素。
●关联要素注有方向或位置公差的要素。
(2)基准要素用来确定被测要素的方向或位置关系的要素。
同时,该要素也是被测要素。
2、表4-1几何公差的分类、特征项目及符号P62着重看P63-68(几何公差在图样上的标注方法)
3、几何公差带是用来限制实际被测要素变动的区域。
4、几何公差带具有形状、大小和方位等特性。
5、形状公差带P70-71(直线度、平面度、圆度和圆柱度公差带的定义和标注示例)、方向公差带P77(典型平行度、垂直度和倾斜度公差带的定义和标注示例)、位置度公差带P83
(典型同心度、同轴度、对称度和位置度公差带的定义和标注示例)、P85跳动公差和形状公差同时标注示例。
6、公差原则:确定同一要素几何公差与尺寸公差之间的相互关系应遵循的原则称为公差原则。
7、公差原则分为独立原则(P90)(独立原则是指图样上对某要素注出或未注出的尺寸公差与几何公差各自独立,彼此无关,分别满足各自要的公差原则)和相关要求(相关要求又分为包容要求、最大实体要求、最小实体要求和可逆要求。
)
8、最大实体状态MMC和最大实体尺寸MMS
●MMC实际要素在尺寸公差带内并具有实体最大的状态。
●MMS实际要素在最大实体状态下的极限尺寸
轴的MMS=dM=轴的上极限尺寸dmax
孔的MMS=DM=孔的下极限尺寸Dmin
9、最小实体状态LMC和最小实体尺寸LMS
●LMC实际要素在尺寸公差带内并具有实体最小的状态。
●LMS轴的LMS=dL=轴的下极限尺寸dmin
孔的LMS=DL=孔的上极限尺寸Dmax
10、最大实体实效状态MMVC和最大实体实效尺寸MMVS(P89)。
11、包容要求适用于单一尺寸要素,并且实际尺寸不得超出最小实体尺寸。
在最大实体边界范围内,该要素的实际尺寸和形状误差相互依赖,所允许的形状误差值完全取决于实际尺寸的大小。
包容的主要应用范围:包容要求常用于保证孔与轴的配合性质,特别是配合公差较小的精密配合要求。
12、最大实体要求:最大实体要求适用于尺寸要素的尺寸及其导出要素(轴线、中心平面等)几何公差的综合要求。
最大实体要求的主要应用范围:只要求装配互换的要素,通常采用最大实体要求。
13、几何误差:是指实际被测要素对其理想要素的变动量,是几何公差的控制对象。
(P109)P110例4
第五章表面粗糙度轮廓及其检测
1、表面粗糙度轮廓幅度参数的选择:对于光滑表面和半光滑表面,普遍采用Ra作为评定参数,对于极光滑和粗糙的表面,采用Rz作为评定参数。
2、表面粗糙度轮廓幅度参数极限值的选用原则(P122)(判断题)
3、表面粗糙度轮廓的检测:比较检测法、针描法、光切法、显微干涉法。
第六章滚动轴承的公差与配合
1、滚动轴承内圈与轴颈的配合应采用基孔制,外圈与外壳孔的配合应采用基轴制。
2、滚动轴承内、外径公差带的特点:(1)标准部件:是配合的基准件(2)易损件:应需拆卸,顾选取过盈较小的过盈配合或过渡配合。
(3)薄壁件:因易变形,故与之相配合的零件的配合部位的形状精度要求较严。
3、P138图6-5与滚动轴承外圈配合的外壳孔的常用公差带
4、轴颈和外壳孔的尺寸公差带的确定:与0级、6级轴承配合的轴颈一般为IT6,外壳孔一般为IT7。