球头铣刀
- 格式:doc
- 大小:123.00 KB
- 文档页数:3
铣刀主要用于铣床平面加工,刀齿强度大、容屑空间大,深得各大厂家喜爱。
今天为大家详细介绍一下。
铣刀的价格比较贵,所以应慎重选择,以能达到真正适合具体的加工需要。
那么,大家知道铣床刀具都有哪些吗?一、对刀具的要求在切削加工时,刀具切削部分与切屑、工件相互接触的表面上承受很大的压力和强烈的摩擦,刀具切屑区产生很高的温度,受到很大的应力。
在加工余量不均匀的工件或断续加工时,刀具还受到强烈的冲击和振动,因此刀具材料应具备以下基本要求:1.高的硬度和耐磨性刀具材料的硬度必须比工件材料的硬度要高,一般都在60HRC以上。
耐磨性是指材料抗磨损的能力。
一般说来,刀具材料的硬度越高、晶粒越细、分布越均匀,耐磨性就越好。
2.有足够的强度和韧性切削过程中,刀具承受很大的压力、冲击和振动,刀具必须具备足够的抗弯强度和冲击韧性。
一般说来,刀具材料的硬度越高,其抗弯强度和冲击韧性值越低,这两个方面的性能尝尝是矛盾的。
一种好的刀具材料,应根据它的使用要求,兼顾以上两方面的性能,并有所侧重。
3.耐热性高耐热性是指刀具材料在高温下保持硬度、耐磨性、强度和韧性的性能,也包括刀具材料在高温下抗氧化、粘结、扩散的性能,故耐热性有时也称为热稳定性。
良好的耐热性是衡量刀具材料切削性能的一项重要指标。
4.经济性经济性也是评价刀具材料切削性能的一项重要指标。
有些刀具材料虽然单位成本较高,但因使用寿命长,分摊到每一个零件上的刀具成本就降低。
除上述两点之外,铣刀切削刃的几何角度参数的选择及排屑性能等也非常重要,切屑粘刀形成积屑瘤在数控铣削中是十分忌讳的。
总之,根据被加工工件材料的热处理状态、切削性能及加工余量,选择刚性好,耐用度高的铣刀,是充分发挥数控铣床的生产效率和获得满意的加工质量的前提。
二、刀具的分类1.按直径分类1)公制(mm)刀常用直径为:0.5、1 、1.5 、2 、2.5、3 、4 、5 、6、8 、10 、12 、16 、20、25、28 、30 、32 、35、40、50 、63。
2021年第4期______________________________________________________________________________________________TestandQuality絵测与质量一种s 形球头铳刀的轮廓度补偿方案**国家“高档数控机床与基础制造装备”科技重大专项“精密刀具五轴磨削柔性制造单元的研制与示范应用"(2018ZX04041001)刘静文(科德数控股份有限公司,辽宁大连116600)摘 要:为了解决S 形球头铳刀在磨削过程中,由于机械误差和测量误差等不利因素引起的球头刃线轮廓度超差问题,给出了一种轮廓度补偿方案。
该方案根据球头铳刀的轮廓图变化规律,在球头轮廓全段插入若干补偿点,对轮廓度不佳位置处的补偿点附加一个半径修正值,再用简单的连续函数(或 分段函数)来逼近补偿点,保证各补偿点处的半径值实现平滑衔接,从而有效地修正球头铳刀的轮 廓度,提高球头S 型刃线的加工质量。
关键词:S 形球头铳刀;轮廓度;补偿方案;球头S 型刃线中图分类号:TG714文献标识码:BDOI :10.19287/j. cnki. 1005-2402.2021. 04. 020Contour compensation method for S-shaped ball-end milling cutterLIU Jingwen(KEDE Numerical Control Co.,Ltd., Dalian 116600,CHN)Abstract :In order to solve the problem of out -of- t olerance profile of the ball-end edge line caused by unfavorablefactors such as mechanical error and measurement error during the grinding process of the S-shaped ball-end milling cutter , a profile compensation scheme was proposed. According to the change rule of thecontour map of the ball end milling cutter , this scheme inserts several compensation points in the whole section of the ball end contour , adds a radius correction value to the compensation point at the position of the poor contour , and then uses a simple continuous function ( or segmented function ) to approach thecompensation point to ensure smooth connection of the radius values at each compensation point , therebyeffectively correcting the contour of the ball end milling cutter and improving the processing quality of theball end S-shaped edge line.Keywords : S-shaped ball-end milling cutter ; contour ;球头铳刀是铳制各种复杂曲面的重要刀具,尤其是随着数控机床的日益增多,这种刀具的需求量将与 日剧增。
常用的整体硬质合金球头铣刀一般多以两刃、三刃和四刃右旋为主,螺旋角多以30°、45°常见。
也有侧刃带锥度的,主要用于注塑模壁腔精加工或五轴机床的叶片精加工。
以下将从球头铣刀的切削轨迹因素和球头铣刀常见纹路产生的原因进行分析,并给出具体解决方法。
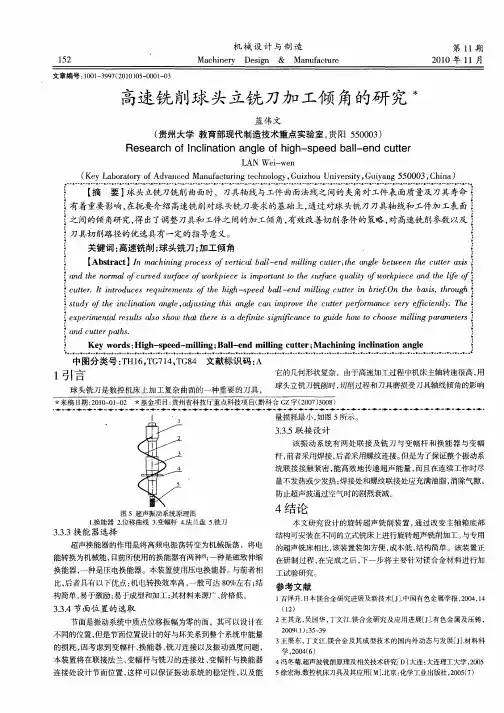
1 球头铣刀的切削轨迹球头铣刀常用于曲面半精加工和精加工,常见的轨迹有环绕铣削、平行铣削和等高铣削等。
不论选择的铣削方式如何,工件曲面都是由一条条相邻的切削轨迹叠加而成的。
相邻的两条轨迹间的距离称之为径向步距p。
径向步距的大小不仅对曲面的粗糙度有影响,也影响曲面的加工时间。
若曲面有效加工面积为S=1800mm2,径向步距p=0.1mm,进给速度F=1800mm/min,则加工时间T=10min。
球头铣刀因其形状特点,端部的每个圆弧刃切屑后所留下的痕迹是一个小凹球面。
当每齿进给量和径向步距相等时,每个小凹球面的横向和纵向距离相等。
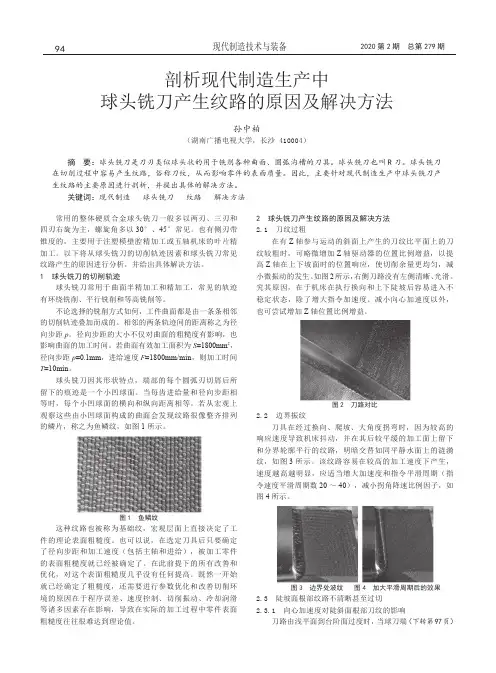
若从宏观上观察这些由小凹球面构成的曲面会发现纹路很像整齐排列的鳞片,称之为鱼鳞纹,如图1所示。
图1 鱼鳞纹这种纹路也被称为基础纹,宏观层面上直接决定了工件的理论表面粗糙度。
也可以说,在选定刀具后只要确定了径向步距和加工速度(包括主轴和进给),被加工零件的表面粗糙度就已经被确定了。
在此前提下的所有改善和优化,对这个表面粗糙度几乎没有任何提高。
既然一开始就已经确定了粗糙度,还需要进行参数优化和改善切削环境的原因在于程序误差、速度控制、切削振动、冷却润滑等诸多因素存在影响,导致在实际的加工过程中零件表面粗糙度往往很难达到理论值。
2 球头铣刀产生纹路的原因及解决方法2.1 刀纹过粗在有Z轴参与运动的斜面上产生的刀纹比平面上的刀纹较粗时,可略微增加Z轴驱动器的位置比例增益,以提高Z轴在上下坡面时的位置响应,使切削余量更均匀,减小微振动的发生。
如图2所示,右侧刀路没有左侧清晰、光滑。
究其原因,在于机床在执行换向和上下陡坡后容易进入不稳定状态,除了增大指令加速度、减小向心加速度以外,也可尝试增加Z轴位置比例增益。
巧用球头铣刀摘要:手工编程时,在数控铣床上用球头铣刀加工锥面或斜面时,刀具的补偿值的大小是非常关键的参数,确定其补偿规律也是大多数操作者难以逾越的难题。
文章将相同直径的球头铣刀和普通立铣刀在加工位置上作对比,计算两者在半径方向和轴向的位置差值,将此差值的变化规律用公式概括出来,经过上百次的实践检验,该规律准确无误,减轻了编程人员对编程软件的依赖,提高了生产效率。
关键词:球头铣刀;补偿;差值当前在以手工方式编程的数控铣削中,总会发现原本仅有的部分书籍在总结球头铣刀补偿规律时,理论推导复杂,一般读者要花大量时间去理解,消弱了广大编程人员的求知热情,也是横在广大数控铣床操作者面前难以逾越的难题。
基于以上原因,本人在加工斜面和圆锥面的过程中,经过多次的摸索,总结出了一套简洁实用的球头铣刀半径补偿值和长度补偿值修正的公式,经过上百次的实践检验证明,该公式准确无误,减轻了编程人员对电脑的依赖,提高了生产效率。
1 球头铣刀加工斜面和圆锥面半径补偿值与长度补偿值修正方法探讨首先,本文讨论的刀具是球头铣刀和立铣刀,被加工工件表面是规则斜面或正圆锥的圆锥面,编程时就按与球头铣刀同等直径的立铣刀来编程,并采用该程序和立铣刀对加工的斜面进行粗加工,由于立铣刀的半径补偿值和长度补偿值计算和设置都较简单,这里不再赘述。
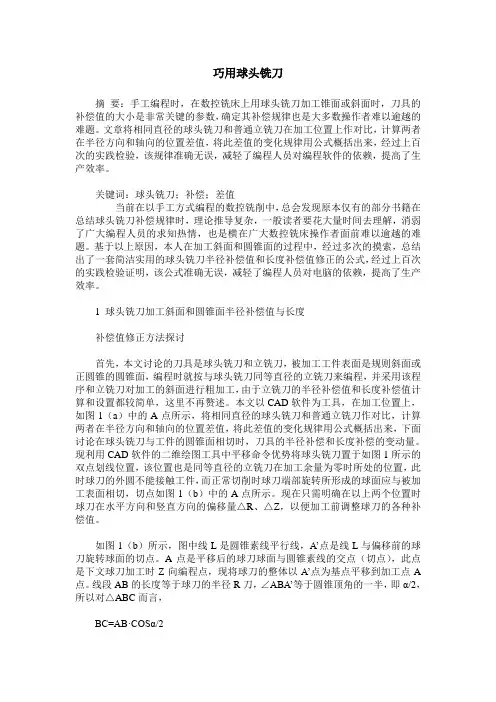
本文以CAD软件为工具,在加工位置上,如图1(a)中的A点所示,将相同直径的球头铣刀和普通立铣刀作对比,计算两者在半径方向和轴向的位置差值,将此差值的变化规律用公式概括出来,下面讨论在球头铣刀与工件的圆锥面相切时,刀具的半径补偿和长度补偿的变动量。
现利用CAD软件的二维绘图工具中平移命令优势将球头铣刀置于如图1所示的双点划线位置,该位置也是同等直径的立铣刀在加工余量为零时所处的位置,此时球刀的外圆不能接触工件,而正常切削时球刀端部旋转所形成的球面应与被加工表面相切,切点如图1(b)中的A点所示。
现在只需明确在以上两个位置时球刀在水平方向和竖直方向的偏移量△R、△Z,以便加工前调整球刀的各种补偿值。
钛合金铣刀的种类及用途什么是钛合金铣刀钛合金铣刀是一种专门用于加工钛合金材料的铣刀,也叫做钛合金刀具。
由于钛合金材料具有较高的硬度和韧性,一般的铣刀难以加工,所以需要使用特殊的钛合金铣刀进行加工。
钛合金铣刀的制作材料通常是由高速钢、硬质合金和陶瓷组成的复合材料。
钛合金铣刀分为不同的种类,每种种类的钛合金铣刀都有其特殊的用途。
钛合金铣刀的种类及用途钛合金立铣刀钛合金立铣刀用于加工大面积平面或者曲面的钛合金材料。
该铣刀能够在钛合金材料表面产生平滑的加工表面,并且能够处理大量的削切。
钛合金立铣刀通常被用于制作航空航天和医疗器械等领域的零部件。
钛合金球头铣刀钛合金球头铣刀可以用于加工不同形状或曲面的钛合金材料。
该铣刀的球状切削刀具可以快速切削,在加工过程中减少了铣削设备的停机时间。
钛合金球头铣刀通常被用于制作航空航天和汽车等领域的零部件。
钛合金立铣刀头钛合金立铣刀头主要用于加工平面或者钛合金材料的直边。
该铣刀头可以快速加工出钛合金材料直边的表面平滑和一致的效果。
钛合金立铣刀头通常被用于制作航空航天和船舶舰船等领域的零部件。
钛合金锥形切削刀钛合金锥形切削刀可以用于加工钛合金材料的锥度和棱度。
该切削刀具可以快速加工出精确的几何形状和表面质量。
钛合金锥形切削刀通常被用于高端医疗器械、汽车和航空航天等领域的零件。
钛合金铣刀的维护保养钛合金铣刀作为一种特殊的铣刀,需要进行维护和保养,以保证其性能并延长使用寿命。
1.在加工过程中,应保持合适的切削速度和进给速度,以避免过快切削而导致刀具磨损和损坏。
2.在使用过程中,应及时清除刀具表面的油污和灰尘,以避免影响切削效率和质量。
3.在存放过程中,应将钛合金铣刀放置在干燥和清洁的地方,避免刀具与其他金属物品接触并避免损坏。
4.钛合金铣刀需要定期进行涂油、切削液和冷却液的更换和清洁,以保证刀具良好的切削效果和保养寿命。
总结钛合金铣刀作为一种专门用于加工钛合金材料的刀具,具有不同的种类和用途。
数控铣床对刀具的要求及铣刀的种类数控铣床对刀具的要求及铣刀的种类(1)对刀具的要求1)铣刀刚性要好一是为提高生产效率而采用大切削用量的需要;二是为适应数控铣床加工过程中难以调整切削用量的特点。
当工件各处的加工余量相差悬殊时,通用铣床遇到这种情况很容易采取分层铣削方法加以解决,而数控铣削就必须按程序规定的走刀路线前进,遇到余量大时无法象通用铣床那样“随机应变”,除非在编程时能够预先考虑到,否则铣刀必须返回原点,用改变切削面高度或加大刀具半径补偿值的方法从头开始加工,多走几刀。
但这样势必造成余量少的地方经常走空刀,降低了生产效率,如刀具刚性较好就不必这么办。
2)铣刀的耐用度要高尤其是当一把铣刀加工的内容很多时,如刀具不耐用而磨损较快,就会影响工件的表面质量与加工精度,而且会增加换刀引起的调刀与对刀次数,也会使工作表面留下因对刀误差而形成的接刀台阶,降低了工件的表面质量。
除上述两点之外,铣刀切削刃的几何角度参数的选择及排屑性能等也非常重要,切屑粘刀形成积屑瘤在数控铣削中是十分忌讳的。
总之,根据被加工工件材料的热处理状态、切削性能及加工余量,选择刚性好,耐用度高的铣刀,是充分发挥数控铣床的生产效率和获得满意的加工质量的前提。
(2)常用铣刀种类1)盘铣刀一般采用在盘状刀体上机夹刀片或刀头组成,常用于端铣较大的平面。
2)端铣刀端铣刀是数控铣加工中最常用的一种铣刀,广泛用于加工平面类零件,图4-3是两种最常见的端铣刀。
端铣刀除用其端刃铣削外,也常用其侧刃铣削,有时端刃、侧刃同时进行铣削,端铣刀也可称为圆柱铣刀。
图 4-33)成型铣刀成型铣刀一般都是为特定的工件或加工内容专门设计制造的,适用于加工平面类零件的特定形状(如角度面、凹槽面等),也适用于特形孔或台。
图4-4示出的是几种常用的成型铣刀。
图 4-44)球头铣刀。
适用于加工空间曲面零件,有时也用于平面类零件较大的转接凹圆弧的补加工。
图4-5是一种常见的球头铣刀。
数控铣床对刀具的要求及铣刀的种类数控铣床对刀具的要求及铣刀的种类(1)对刀具的要求1)铣刀刚性要好一是为提高生产效率而采用大切削用量的需要;二是为适应数控铣床加工过程中难以调整切削用量的特点。
当工件各处的加工余量相差悬殊时,通用铣床遇到这种情况很容易采取分层铣削方法加以解决,而数控铣削就必须按程序规定的走刀路线前进,遇到余量大时无法象通用铣床那样“随机应变”,除非在编程时能够预先考虑到,否则铣刀必须返回原点,用改变切削面高度或加大刀具半径补偿值的方法从头开始加工,多走几刀。
但这样势必造成余量少的地方经常走空刀,降低了生产效率,如刀具刚性较好就不必这么办。
2)铣刀的耐用度要高尤其是当一把铣刀加工的内容很多时,如刀具不耐用而磨损较快,就会影响工件的表面质量与加工精度,而且会增加换刀引起的调刀与对刀次数,也会使工作表面留下因对刀误差而形成的接刀台阶,降低了工件的表面质量。
除上述两点之外,铣刀切削刃的几何角度参数的选择及排屑性能等也非常重要,切屑粘刀形成积屑瘤在数控铣削中是十分忌讳的。
总之,根据被加工工件材料的热处理状态、切削性能及加工余量,选择刚性好,耐用度高的铣刀,是充分发挥数控铣床的生产效率和获得满意的加工质量的前提。
(2)常用铣刀种类1)盘铣刀一般采用在盘状刀体上机夹刀片或刀头组成,常用于端铣较大的平面。
2)端铣刀端铣刀是数控铣加工中最常用的一种铣刀,广泛用于加工平面类零件,图4-3是两种最常见的端铣刀。
端铣刀除用其端刃铣削外,也常用其侧刃铣削,有时端刃、侧刃同时进行铣削,端铣刀也可称为圆柱铣刀。
图4-33)成型铣刀成型铣刀一般都是为特定的工件或加工内容专门设计制造的,适用于加工平面类零件的特定形状(如角度面、凹槽面等),也适用于特形孔或台。
图4-4示出的是几种常用的成型铣刀。
图4-44)球头铣刀。
适用于加工空间曲面零件,有时也用于平面类零件较大的转接凹圆弧的补加工。
图4-5是一种常见的球头铣刀。
铣刀基础知识铣刀的用法铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
那么你对铣刀了解多少呢?以下是由店铺整理关于铣刀知识的内容,希望大家喜欢!铣刀的主要用途大体上分为:1、平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣。
2、球头铣刀,进行曲面半精铣和精铣;小型球头铣刀可以精铣陡峭面/直壁的小倒角还有不规则轮廓面。
3、平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
4、成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R 刀。
5、倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6、T型刀,可铣T型槽。
7、齿型刀,铣出各种齿型,比如齿轮。
8、粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工。
铣刀的使用方法铣刀的装夹加工中心用铣刀大多接纳弹簧夹套装夹方式,使用时处于悬臂形态。
正在铣削加工过程中,有时可能出现铣刀从刀夹中逐步伸出,以致完整?失落,以致工件报废的景象,其缘由一般是由于刀夹内孔与铣刀刀柄外径之间存正在油膜,形成夹紧力不敷所致。
铣刀出厂时一般都涂有防锈油,假如切削时使用非水溶切削油,刀夹内孔也会附着一层雾状油膜,卖刀柄和刀夹上都存正在油膜时,刀夹很难牢固夹紧刀柄,正在加工中铣刀就超卓松动?失落。
所以正在铣刀装夹前,应先将铣刀柄部和刀夹内孔用清洗液清洗洁净,擦干后再进行装夹。
当铣刀的直径较大时,即使刀柄和刀夹都很干净,还是可能发生?失刀事故,这时应选用带削平缺口的刀柄和相应的侧面锁紧方式。
铣刀夹紧后可能出现的另一标题是加工中铣刀正在刀夹端口处折断,其缘由一般是由于刀夹使用光过长,刀夹端口部已磨损成锥形所致,此时应更换新的刀夹。
铣刀的振动由于铣刀与刀夹之间存正在微小间隙,所以正在加工过程中刀具有可能出现振动景象。
振动会使铣刀圆周刃的吃刀量不均匀,且切扩量比原定值增大,影响加工精度和刀具使用寿命。
但当加工出的沟槽宽度偏小时,可以有目的地使刀具振动,经过增大切扩量来获得所需槽宽,但这种情况下应将铣刀的最大振幅正在0.02mm以下,否则无法进行稳定的切削。
在1998年以前,ISO/TC29就成立了专门的工作组TC/WG34,并提出了制订该标准的工作计划。
1998年完成了CD草案,共分4部分,即ISO/CD13399-1《切削加工数据描述及交换——第1部分:概述、基本原理和基本信息模块》,ISO/CD13399-2《切削加工数据描述及交换——第2部分:切削刀具的基准层次》,ISO/CD13399-3《切削加工数据描述及交换——第3部分:切削刀具的通用数据》,ISO/CD13399-4《切削加工数据描述及交换——第4部分:车削刀具的数据》。
提交给各ISO成员征求意见,1999年工作组根据反馈意见,起草了这4部分的DIS草案征求意见,因分歧较大最终没能通过。
工作组于2002年重新起草了ISO/CD13399-1草案,与1999年的DIS草案相比变化较大,经ISO成员征求意见后,于2004年提出了DIS 草案征求意见,我国投了赞成票。
该草案除了对概述和基本原理的描述外,基本信息模块的定义和描述占了大部分篇幅。
2.ISO/DIS15488《带8°安装角的夹簧和工具柄——夹簧、螺母和与之相关的配合尺寸》
2001年立项,2002年提出CD草案,并获得通过,2003年提出DIS草案,并交ISO成员征求意见。
3.ISO/WD15917《整体硬质合金和陶瓷直柄球头立铣刀——尺寸》共7页
该草案是一个工作草案,由首次提出,并交各ISO成员征求意见。
我国投了赞成票,但同时提交了我们的建议。
该草案给出了长型和短型两种型式和尺寸。
见下表:。