用球头铣刀加工模具曲面时刀具路径的优化
- 格式:pdf
- 大小:324.64 KB
- 文档页数:4
UG编程刀路优化技巧UG是目前国内最流行的CAM软件之一,它的编程功能非常强大,而编程刀路的优化是操作员必须掌握的技巧之一。
以下是几个常用的UG编程刀路优化技巧:1. 简化每个操作的步骤:一些操作可能涉及多个步骤,因此将它们优化成一个步骤可以节省时间,并且有助于减少出错的可能性。
另外,该技巧可以减少操作员手动输入方式下,程序中可能存在的错误,如打错字母或数字等。
2. 使用快捷方式:UG的编程界面中有许多快捷键,操作员可以通过查看快捷键列表来了解这些快捷键。
通过使用这些快捷键,可以大大减少操作员的操作时间,提高工作效率。
3. 使用宏:宏是一组程序代码,可以在需要的时候运行。
在UG中,操作员可以使用宏来自动完成一些常见的任务,如在刀路中添加标记等。
使用宏可以节省时间,并且可以减少出错的可能性。
4. 使用变量:在UG中,操作员可以定义变量以存储常用的数值。
通过使用这些变量,操作员可以减少手动输入的次数,并且可以减少出错的可能性。
另外,它还可以减少编程刀路时的重复性工作。
5. 使用坐标系统:坐标系统可以为操作员提供一个精确的位置参考点,可以更好的控制切削路径,并且可以减少刀具在轨迹上的振荡。
6. 优化加工顺序:在编程刀路时,操作员应该考虑优化加工顺序,以减少机床换刀和切换程序的次数。
通过优化加工顺序,操作员可以节省时间,并且可以提高机器利用率。
总的来说,UG编程刀路优化技巧是操作员必须掌握的技能之一。
通过采用这些技巧,操作员可以提高工作效率并且减少出错的可能性,同时也可以优化刀路,提高机器利用率。
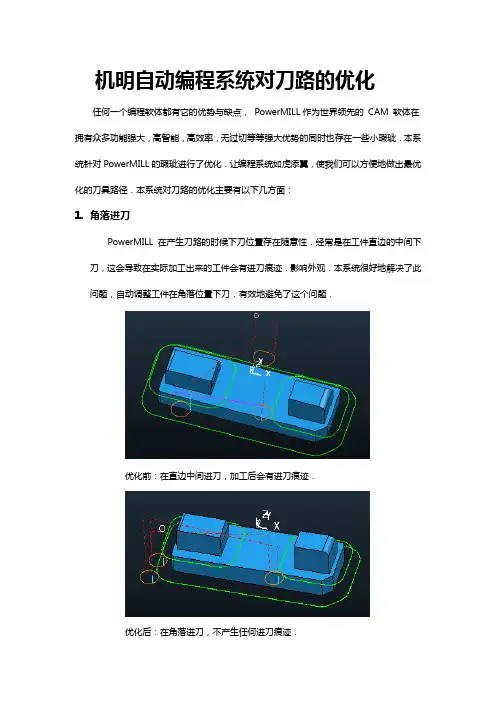
机明自动编程系统对刀路的优化任何一个编程软体都有它的优势与缺点,PowerMILL作为世界领先的CAM 软体在拥有众多功能强大,高智能,高效率,无过切等等强大优势的同时也存在一些小瑕玼.本系统针对PowerMILL的瑕玼进行了优化.让编程系统如虎添翼,使我们可以方便地做出最优化的刀具路径.本系统对刀路的优化主要有以下几方面:1.角落进刀PowerMILL在产生刀路的时候下刀位置存在随意性.经常是在工件直边的中间下刀,这会导致在实际加工出来的工件会有进刀痕迹.影响外观.本系统很好地解决了此问题,自动调整工件在角落位置下刀.有效地避免了这个问题.优化前:在直边中间进刀,加工后会有进刀痕迹.优化后:在角落进刀,不产生任何进刀痕迹.2.优化残留边界PowerMILL计算的残留边界的经常会产生一些多余的区域,通常在手工编程时需要手动地去修剪或删除多余的边界.这样不单影响编程的效率而且无法精确的界定加工的范围,就会出现空刀或加工不到位的现象.本系统对PowerMILL计算的残留边界的算法进行过优化.可使产生出的边界整洁而全理,产生的刀路最佳化.优化前:PM计算残留边界有时会有多余的区域优化后:产生准确的残留边界.减少空刀和提刀.3.骨公电极针对性加工针对骨公的薄骨位置可设置不同的余量.避免加工时薄骨位置变形和精光后还有刀痕.骨位电极在实际加工中,如果按照一般的电极加工,很容易会使骨公单薄位置变形,无法完成加工.本系统通过对骨公单薄位置额外放置更多的余量去避免这现象的发生.同时还可将顶面在用平刀等高精光侧面时额外放置更多的轴向余量.以避免顶面用球刀精光时还残留有平刀光刀的光痕.使可用本系统方便快捷地产生完全符合实际加工工艺的刀具路径.4.自动接刀余量在实际加工中,在精光加工中使用小刀清除大刀加工后的残留区域时.如果采用相同的余量会使加工出的工件有接刀痕迹.本系统可设置清角刀路时比参考刀路放大一点余量.使实际加工出来的工件更光顺.第一把光刀刀路:二光接顺:(比一光多加所设值的余量.以免小刀铣深)三光接顺:(比一光多加所设值的余量.以免小刀铣深)5.自动放大已选面边界PowerMILL计算的已选面边界没勾选浮动时,产生出的边界会有一点加工不到位的现象.本系统可设置自动放大此类型的边界,以达到完全加工到位的效果.注:所设值为刀具直径的倍数.优化前:边界没放大.加工后有残留没完全到位.放大边界后:全部加工到位.没残留.6.自动设大残留边界的参考刀具直径在残留清角加工中.当所参考的刀具在计算刀具路径时采用了轮廓光顺时,我们在参考此刀具计算残留边界产生的刀具路径将有可能出现踩刀现象.损坏刀具和工件.本系统可自动将参考刀具直径改大再计算残留边界.这样产生的刀具路径将能确保加工过程当中不出现踩刀现象.使刀路更顺畅.所要参考的刀路采用了轮廓光顺时:所要参考的刀路没有采用轮廓光顺时:本系统通过自动将参考的刀具直径设大再计算残留区域的方式无美地解决了踩刀问题的.7.优化区域清除刀路的提刀最新版PowerMILL软体的区域清除刀路因为采用了新的计算模式,减少了空刀切削的同时但也带来跳刀过多的问题.本系统能有效地减少大部分的跳刀,使加工效率更高.刀路更合理.优化前.切削路径空刀少.但提刀过多优化后:提刀少刀路整齐.8.优化掉刀最新版PowerMILL软体对边界进行过光顺处理.能比旧版产生更光顺的边界,但同时也使产生的边界有时会出现掉刀现象(见下图).本系统针对此问题也进行了优化.让我们能在享用新版本带来更加强大的新功能的同时能避免这些小瑕玼给我们带来的烦恼.优化前:产生的刀具路会有几条深度特别深的多余刀路优化后:所有刀路整齐,没有多余刀路.9.优化刀具路径点分布针对不同的加工方式自动设置适当的点分布.让产生的刀路在机床上运行时更顺畅,加工出来的工件更精细.适合对加工精度要求比较高公司.优化前:刀具路径点分布不均匀.加工出来的工件质量普通.优化后:刀具路径点分布不均匀.加工时速度平稳,加工出来的工件质量好.。
数控机床加工光滑曲面的方法与技巧数控机床是现代制造业中广泛使用的一种高精度、高效率的加工设备。
在工业生产中,常常需要加工光滑的曲面零件。
如何利用数控机床加工出光滑曲面是一个非常重要的技术问题。
本文将介绍一些数控机床加工光滑曲面的方法与技巧,希望对读者有所帮助。
首先,选择合适的加工刀具是加工光滑曲面的关键。
在加工曲线、曲面时,可以使用球头立铣刀、圆弧刀具或球头刀具等。
这些刀具的刀尖形状可以更好地适应曲线或曲面的形状,使加工效果更加平滑。
其次,确定合适的进给速度和切削速度也是加工光滑曲面的重要因素。
进给速度过大,可能会导致切削过深,从而在曲面上产生明显的加工痕迹;进给速度过小,则容易产生切削力过大的问题。
切削速度过高,会导致工件表面温度过高,从而影响加工质量。
因此,需要根据材料的硬度、加工刀具的刃口材质和结构,合理选择切削速度和进给速度,以保证加工质量。
另外,正确的切削路径设计也是加工光滑曲面的关键。
在数控机床的编程中,需要根据零件的形状特征,合理选择切削路径。
尽量采用切削路径平滑、曲率变化小的路径,避免出现剧烈的转角和曲率变化,以减少切削过程中的冲击和振动,从而提高加工精度和表面质量。
此外,表面光滑度的控制也是加工光滑曲面的重点之一。
在数控机床加工的过程中,表面光滑度的要求通常会通过加工参数来调整。
例如,可以选择适当的刀具半径和切削深度,调整进给速度和切削速度,以达到要求的表面光滑度。
同时,在加工过程中,采用适当的冷却润滑方式,降低加工温度,有助于提高光滑曲面的加工质量。
最后,适当的刀具磨损监测与更换也是加工光滑曲面的要点。
由于刀具长时间使用会产生磨损,影响切削效果,因此需要定期检查和监测刀具的磨损情况。
一旦发现刀具磨损过大,就需要及时更换刀具,以保证加工光滑曲面的效果。
综上所述,数控机床加工光滑曲面需要注意选择合适的刀具、确定合适的进给速度和切削速度,并合理设计切削路径。
对表面光滑度的控制和刀具的磨损监测与更换也是重要的技术手段。
模具高速铣削加工技术一、前言在现代模具生产中,随着对塑件的美观度及功能要求得越来越高,塑件内部结构设计得越来越复杂,模具的外形设计也日趋复杂,自由曲面所占比例不断增加,相应的模具结构也设计得越来越复杂。
这些都对模具加工技术提出了更高要求,不仅应保证高的制造精度和表面质量,而且要追求加工表面的美观。
随着对高速加工技术研究的不断深入,尤其在加工机床、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速加工技术已越来越多地应用于模具型腔的加工与制造中。
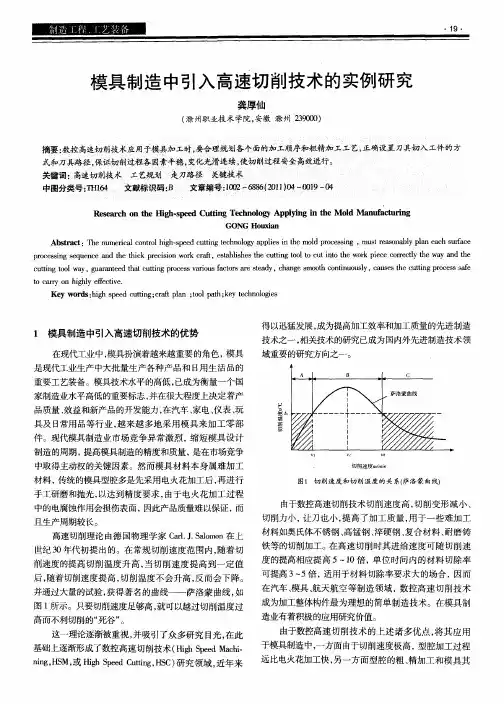
数控高速切削加工作为模具制造中最为重要的一项先进制造技术,是集高效、优质、低耗于一身的先进制造技术。
相对于传统的切削加工,其切削速度、进给速度有了很大的提高,而且切削机理也不相同。
高速切削使切削加工发生了本质性的飞跃,其单位功率的金属切除率提高了30%~40%,切削力降低了30%,刀具的切削寿命提高了70%,留于工件的切削热大幅度降低,低阶切削振动几乎消失。
随着切削速度的提高,单位时间毛坯材料的去除率增加了,切削时间减少了,加工效率提高了,从而缩短了产品的制造周期,提高了产品的市场竞争力。
同时,高速加工的小量快进使切削力减少了,切屑的高速排出减少了工件的切削力和热应力变形,提高了刚性差和薄壁零件切削加工的可能性。
由于切削力的降低,转速的提高使切削系统的工作频率远离机床的低阶固有频率,而工件的表面粗糙度对低阶频率最为敏感,由此降低了表面粗糙度。
在模具的高淬硬钢件(HRC45~HRC65)的加工过程中,采用高速切削可以取代电加工和磨削抛光的工序,从而避免了电极的制造和费时的电加工,大幅度减少了钳工的打磨与抛光量。
对于一些市场上越来越需要的薄壁模具工件,高速铣削也可顺利完成,而且在高速铣削CNC加工中心上,模具一次装夹可完成多工步加工。
高速加工技术对模具加工工艺产生了巨大影响,改变了传统模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程,甚至可用高速切削加工替代原来的全部工序。
刀具补偿编程时,认为车刀刀尖是一个点,而实际上为了提高刀具寿命和工件表面质量,车刀刀尖常磨成一个半径不大的圆弧,为提高工件的加工精度,编制圆头刀程序时,需要对刀具半径进行补偿。
大多数数控车床都具有刀具半径自动补偿功能(G41,G42),这类数控车床可直接按工件轮廓尺寸编程。
数控车床刀尖圆弧半径补偿时间:2007-7-7 9:23:00这些内容应当事前输入刀具偏置文件。
“刀尖半径偏置” 应当用G00 或者G01功能来下达命令或取消。
不论这个命令是不是带圆弧插补,刀不会正确移动,导致它逐渐偏离所执行的路径。
因此,刀尖半径偏置的命令应当在切削进程启动之前完成;并且能够防止从工件外部起刀带来的过切现象。
反之,要在切削进程之后用移动命令来执行偏置的取消过。
刀尖半径补偿编程原则一, 将刀具的刀尖圆角半径值及刀具的指向编码数存入刀具偏置文档的相应偏置序号处,偏置序号必须先于刀尖半径补偿激活.二, 为了激活刀尖半径补偿,再一个或两个坐标轴都处于非切削状态的直线运动段中编入G41或G42,至少其中一个坐标轴的移动编程量大于或等于刀尖圆角半径值.三, 进入和退出工件切削时必须垂直于工件表面.四, 刀尖半径补偿在下列的工作模式中不起作用:G32,G34,G71,G72,G73,G74,G75,G76, G92.五, 若在G90,G94固定循环中使用刀尖半径补偿,刀尖半径补偿必须先于G90,G94指令激活.六, 若在G70精加工循环中使用刀尖半径补偿,刀尖半径补偿必须先于G70指令的执行,再定位到起始点处先激活七, 在刀具坐标轴运动离开工件时,刀尖参考点离开工件至少三倍于刀尖圆角直径值.在模具制造领域的25个常见问题解答1) 选择模具钢时什么是最重要的和最具有决定性意义的因素?成形方法-可从两种基本材料类型中选择。
A) 热加工工具钢,它能承受模铸、锻造和挤压时的相对高的温度。
B) 冷加工工具钢,它用于下料和剪切、冷成形、冷挤压、冷锻和粉末加压成形。