外径千分尺内校记录表
- 格式:doc
- 大小:36.00 KB
- 文档页数:1
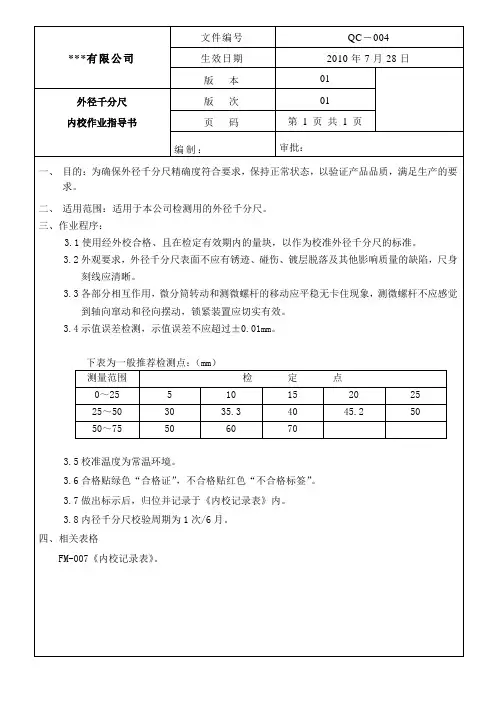
卡尺/千分尺内校作业指导书(ISO9001:2015)1.目的:制定本档是确保所有用于检定、测定或实验之仪器符合使用要求。
2.范围:本规程适用于所有测试及检验之千分尺/卡尺(外径千分尺、电子千分尺、带表卡尺、卡尺)量具。
3.作业内容3.1计量用基准量具经国家计量单位检定合格且在有效期内的标准量块,经内校贴有“计量合格证”的电子千分尺及投影仪。
3.2操作环境干净无尘,光线适中的室内,温室在20°±5°范围,湿度65%±5%,仪校员必须载手进行。
3.3内容3.3.1选取水平玻璃平面作为工作平台;3.3.2长度视被计量的千分尺/卡尺之长度及A.B,C三种规格的量块,(A.B.C)其中A量块长度规格选取为千分尺/卡尺最小量程,B量块长度规格选取千分尺/卡尺量程一半左右,C量块选取满量程附近;3.3.3计量A.B.C任取一长度规格量块,将量块的标准尺寸填入《校验记录表》标准仪器设备项内,用被计量千分尺/卡尺的内、外端间三次测量任一长度规格量块,将三次实测值分别填入《校验记录表》X1-X3项目内,误差值确定方法以千分尺/卡尺读数与标准量块尺寸之差确定;3.3.4卡尺内量(内径)尺寸检定:将一块为10MM的2级量块长边持于两外测量面之间,坚固螺钉,用需计量卡尺测刀口内量的尺寸,量测三次,计算出平均值x。
误差值确定方法以平均值与标准量块尺寸之差确定。
3.3.5卡尺深度的检定:将1块为10MM的2级量块长边持于两测量面之间,紧固螺钉,用需计量卡尺身端面至深度尺端面的距离,读取卡尺示值。
量测三次,计算出平均值X,误差值确定方法以平均值与量块尺寸之差确定;3.3.6卡尺外量合并间隙的检定:移动尺框,使两侧量面至手感接触,观察两测量硕间的间隙,以光隙法检定。
3.4计量结果3.4.1对于三个计量点的误差值在允许范围内的千分尺/卡尺,签贴“合格标签”交付使用(外径千分尺允差值±0.01mm,电子千分尺允差值±0.001mm,卡尺允差值±0.02mm);3.4.2对于个别计量点超出允许差范围的卡尺/千分尺,作限制使用,在合格标签备注栏注明“限制使用”(根据产品的公差要求定);3.4.3对于误差值过大,不能作限制使用及损坏的千分尺,通过修理校正后仍不能达到使用要求的,给报处理,并作档案记录;3.4.4对于新购有千分尺/卡尺必须有制造厂商的合格证并包装完善,经过计量人员计量后贴上检定合格标签后,才能交付使用,对于要外校的卡尺必须根据国家计量单位检定合格,有“检定合格证书”的卡尺由计量人员经外观检验,并贴上计量合格标签交付使用。
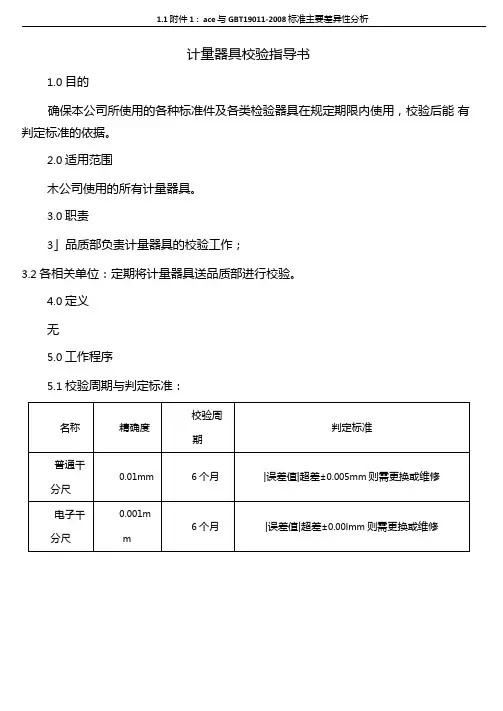
计量器具校验指导书1.0目的确保本公司所使用的各种标准件及各类检验器具在规定期限内使用,校验后能有判定标准的依据。
2.0适用范围木公司使用的所有计量器具。
3.0职责3」品质部负责计量器具的校验工作;3.2各相关单位:定期将计量器具送品质部进行校验。
4.0定义无5.0工作程序5.1校验周期与判定标准:id5.2校验环境:校验在常温常湿状态下进行。
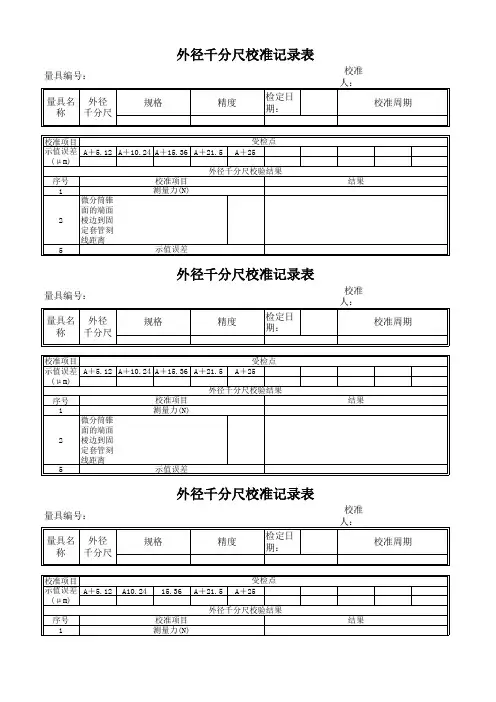
5.3校验标准器531外径、深度校正:标准量块。
5.3.2内径校正:外径千分尺。
5.4校正点选择541内径、外径、深度杆无损伤之卡尺:外径选三个点、内径与深度各选一个2d点。
5.4.2内径、损伤之卡尺:外径选四个点、深度选一个点。
5.4.3深度杆损伤之卡尺:外径选四个点、内径选一个点。
5.4校正步骤5.4.1校正前检验标准件是否在有限期限内,卡尺各部件是否有损伤,滑动是否顺畅,归零后是否密合。
5.4.2外径测量校正(a)选择量块适当尺寸校验;(b)在取用量块时,要戴棉手套,不可掉落地而;(c)测量时,将卡尺测量面置于量块外测量面,注意施力大小,并保持卡尺测量面与量块测量面垂直;(d)测量读数值减去标准值即为误差值。
5.4.3深度校正测量(a)选择量块适当尺寸校验;(b)在取用量块时,要戴棉手套,不可掉落地而;(c)测量时将量块置于台面上,将卡尺深度杆与量块测量面垂直,注意将深度杆轻轻滑下,并保持深度杆顶端与量块在同一水平面上;(d)测量读数值减去标准值即为误差值。
5.4.4内径测量校正(a)选择千分尺适当尺寸校验;(b)取用千分尺时,要轻拿轻放;(c)测量时将卡尺内测量面置于外千分尺测量面,注意施力大小,保持卡尺内径测量面与外千分尺测量面水平垂直;3d1.1附件1:xe与GBT19011-2008标准主要差异性分析(d)测量读数值减去标准值即为误差值。
5.4.5校验后(a)将校验结果记录于《计量器具年度校验计划》表中;(b)校验完毕,于游标卡尺盒子上或游标卡尺上贴示校验状态标签;(c)将标准件用专用纸擦拭干净涂油保存。
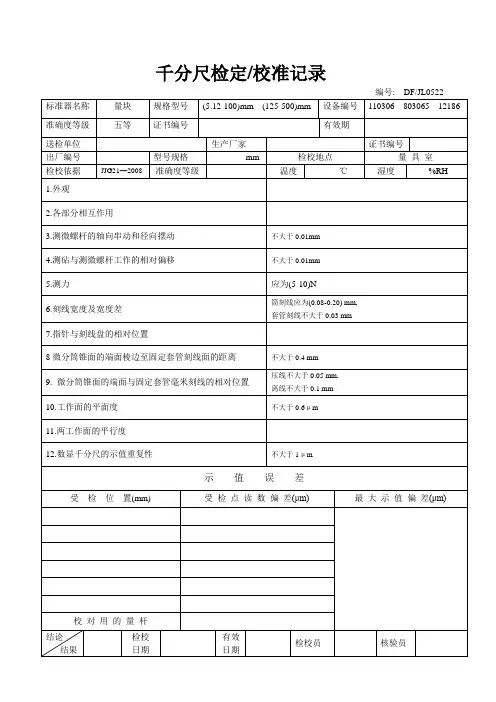
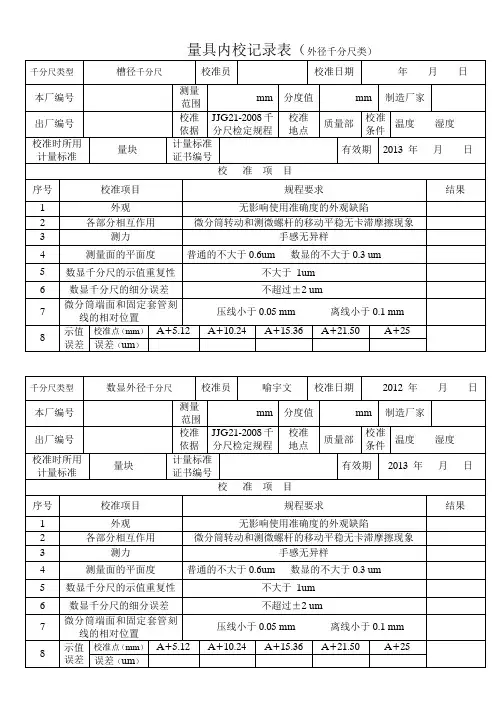
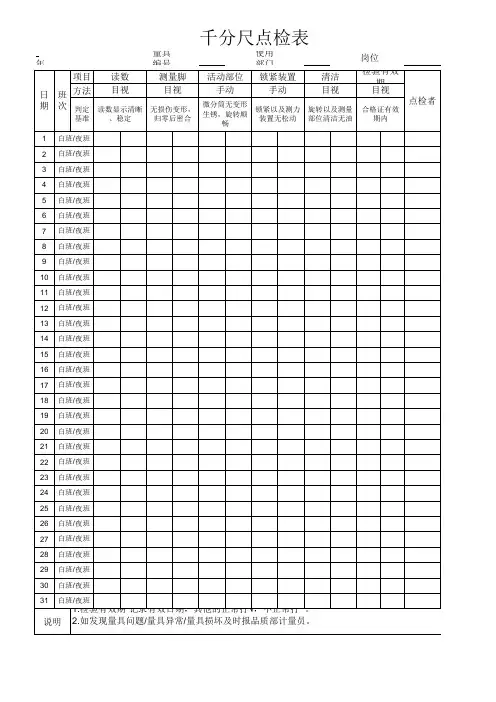
量具内校记录表(外径千分尺类)
千分尺类型槽径千分尺校准员喻宇文校准日期年月日
本厂编号测量
范围
mm 分度值mm 制造厂家
出厂编号校准
依据
JJG21-2008千
分尺检定规程
校准
地点
质量部
校准
条件
温度湿度
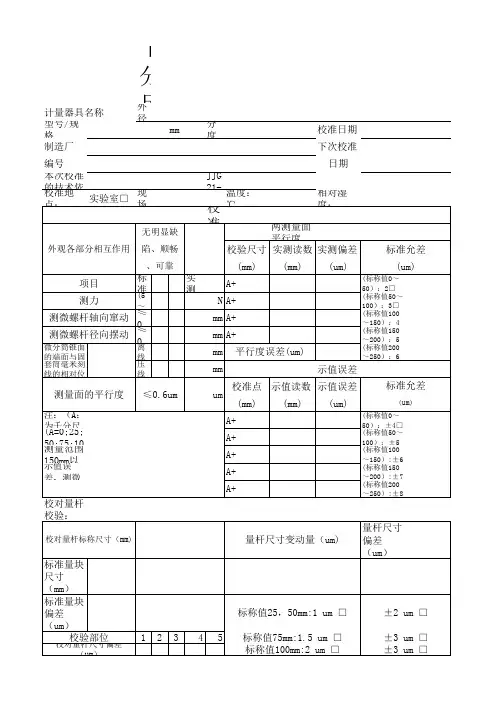
校准时所用计量标准量块
计量标准
证书编号
有效期2013 年月日
校准项目
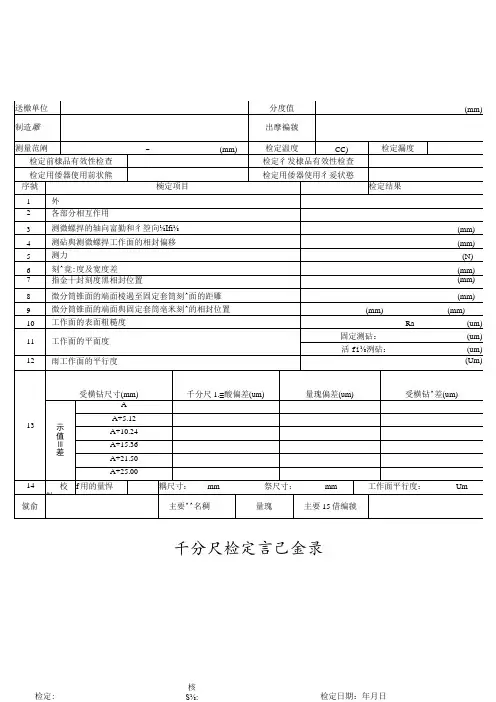
序号校准项目规程要求结果
1 外观无影响使用准确度的外观缺陷
2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象
3 测力手感无异样
4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um
5 数显千分尺的示值重复性不大于1um
6 数显千分尺的细分误差不超过±2 um
7 微分筒端面和固定套管刻
线的相对位置
压线小于0.05 mm 离线小于0.1 mm
8 示值
误差
校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)
千分尺类型数显外径千分尺校准员喻宇文校准日期2012 年月日
本厂编号测量
范围
mm 分度值mm 制造厂家
出厂编号校准
依据
JJG21-2008千
分尺检定规程
校准
地点
质量部
校准
条件
温度湿度
校准时所用计量标准量块
计量标准
证书编号
有效期2013 年月日
校准项目
序号校准项目规程要求结果
1 外观无影响使用准确度的外观缺陷
2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象
3 测力手感无异样
4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um
5 数显千分尺的示值重复性不大于1um
6 数显千分尺的细分误差不超过±2 um
7 微分筒端面和固定套管刻
线的相对位置
压线小于0.05 mm 离线小于0.1 mm
8 示值
误差
校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)。