卡尺千分尺内校作业指导书
- 格式:xls
- 大小:1.52 MB
- 文档页数:1
千分尺操作及内校指导书(ISO9001-2015)1.0目的确保产品数据的准确性以及千分尺使用方法的规范性。
确保千分尺的准确性及有效性,规范千分尺的校准方法。
2.0适用范围针对本公司塑胶产品和模具零件测量的千分尺。
3.0环境条件温度:20~25°C湿度:≤70%4.0操作步骤4.1首先拿无水酒精,用无尘纸将千分尺表面擦拭干净。
4.2检查千分尺无污渍锈迹,微分筒转动和测微螺杆的移动应平稳无卡住现象。
测量接触面和量杆是否完整无损,定位螺丝是否松动;数显千分尺的显示器显示是否正常。
4.3在测量产品时,先将千分尺归零,转动测力装置,使测微螺杆接触测砧。
待听到响声后目检其微分筒零刻度与固定套管零刻度应对齐;数显千分尺只需要按一下ZERO/ABS归零就可使用。
4.4测量产品时要将千分尺固定牢固,产品要放平,根据产品选取相应量程的千分尺;测量中读取数据时,眼睛要平视刻度线,数显千分尺可以直接看到显示屏上的数据。
4.5将所测到的数据记录好,要把所用千分尺放回原处,防止损坏。
5.0校准作业要求5.1校准条件温度:20~25°C 湿度:≤70%5.2标准件块规(0.5~100mm)编号:THG-01数显卡尺(0~200mm)编号:CA-055.3校准周期:1次/年5.4校准内容与方法5.4.1外观检查:有无变形、弯曲、生锈、字符是否清楚,内径千分尺和外径千分尺有无崩缺或损伤,定位螺丝各螺丝件是否脱落。
5.4.2校准项目:项目标准值(mm)允许误差(mm)备注内测示值 5.12 ±0.00410.24 ±0.00415.36 ±0.00421.5 ±0.00425 ±0.004外测示值105.12 ±0.005110.24 ±0.005115.36 ±0.005121.5 ±0.005125 ±0.0055.4.3校准方法A、保证被检千分尺表面清洁,无污渍锈迹,微分筒转动和测微螺杆的移动手感应平稳无阻滞或松动现象。
卡尺/千分尺内校作业指导书(ISO9001:2015)1.目的:制定本档是确保所有用于检定、测定或实验之仪器符合使用要求。
2.范围:本规程适用于所有测试及检验之千分尺/卡尺(外径千分尺、电子千分尺、带表卡尺、卡尺)量具。
3.作业内容3.1计量用基准量具经国家计量单位检定合格且在有效期内的标准量块,经内校贴有“计量合格证”的电子千分尺及投影仪。
3.2操作环境干净无尘,光线适中的室内,温室在20°±5°范围,湿度65%±5%,仪校员必须载手进行。
3.3内容3.3.1选取水平玻璃平面作为工作平台;3.3.2长度视被计量的千分尺/卡尺之长度及A.B,C三种规格的量块,(A.B.C)其中A量块长度规格选取为千分尺/卡尺最小量程,B量块长度规格选取千分尺/卡尺量程一半左右,C量块选取满量程附近;3.3.3计量A.B.C任取一长度规格量块,将量块的标准尺寸填入《校验记录表》标准仪器设备项内,用被计量千分尺/卡尺的内、外端间三次测量任一长度规格量块,将三次实测值分别填入《校验记录表》X1-X3项目内,误差值确定方法以千分尺/卡尺读数与标准量块尺寸之差确定;3.3.4卡尺内量(内径)尺寸检定:将一块为10MM的2级量块长边持于两外测量面之间,坚固螺钉,用需计量卡尺测刀口内量的尺寸,量测三次,计算出平均值x。
误差值确定方法以平均值与标准量块尺寸之差确定。
3.3.5卡尺深度的检定:将1块为10MM的2级量块长边持于两测量面之间,紧固螺钉,用需计量卡尺身端面至深度尺端面的距离,读取卡尺示值。
量测三次,计算出平均值X,误差值确定方法以平均值与量块尺寸之差确定;3.3.6卡尺外量合并间隙的检定:移动尺框,使两侧量面至手感接触,观察两测量硕间的间隙,以光隙法检定。
3.4计量结果3.4.1对于三个计量点的误差值在允许范围内的千分尺/卡尺,签贴“合格标签”交付使用(外径千分尺允差值±0.01mm,电子千分尺允差值±0.001mm,卡尺允差值±0.02mm);3.4.2对于个别计量点超出允许差范围的卡尺/千分尺,作限制使用,在合格标签备注栏注明“限制使用”(根据产品的公差要求定);3.4.3对于误差值过大,不能作限制使用及损坏的千分尺,通过修理校正后仍不能达到使用要求的,给报处理,并作档案记录;3.4.4对于新购有千分尺/卡尺必须有制造厂商的合格证并包装完善,经过计量人员计量后贴上检定合格标签后,才能交付使用,对于要外校的卡尺必须根据国家计量单位检定合格,有“检定合格证书”的卡尺由计量人员经外观检验,并贴上计量合格标签交付使用。
作业指导书 XXXX有限公司千分卡尺内校指导书编写:审核:批准:受控状态:分发号:发放部门:1.目的:确保千分卡尺在使用期间能维持其精密度与准确度。
2.适用范围:本公司内使用的千分卡尺均适用。
3.定义:校正:在特定的条件下为确立量测仪器或量测设备的显示值(或实物量具.参考物质所代表的值)与相应的被测的已知值之间关系的一组操作.4.职责:4.1 品管部:负责千分卡尺校正工作。
4.2 生产制造部、品管部:负责千分卡尺的使用保管日常点检。
5.作业内容:5.1 校正用标准件及辅助工具5.1.1 标准块规一套(47)块。
5.1.2 大理石平台(或稳定的木制桌面)。
5.1.3 98%以上工业酒精。
5.1.4 棉花棒。
5.1.5 棉纱手套、无尘纸。
5.1.6 使用时必须保证手、机工件的清洁。
5.2 准备工作:5.2.1 平台清洁,将待校件放置于平台上。
5.2.2 用棉花棒沾上工业酒精将千分卡尺及块规擦净。
5.2.3 清洁完毕后,将待校件与块规在平台上放置,1小时以上,保证标准件,待校件与校正环境同温.5.3 校正范围:5.3.1 外径量测之校正.5.4 校正步骤:5.4.1外观及各部分相互作用要求检查:外径千分尺表面不应有锈迹、碰伤、镀层脱落及其他影响质量的缺陷,尺身刻线应清晰。
各部分相互作用,微分筒转动和测微螺杆的移动应平稳无卡住现象,测微螺杆不应手感觉到的轴向窜动和径向摆动,锁紧装置应切实有效。
5.4.2标尺标记宽度和宽度差检定:用工具显微镜检定,以微分筒的刻线标记各应抽检3条,标记宽度差以受检标记中最大与最小宽度之差确定。
标尺标记宽度差应不大于0.03mm。
5.4.3归零校正:5.4.3.1清洁千分尺两砧面内杂物,旋转微调旋纽,使千分尺两砧面接触,至旋转微调不能前移,并发出三下响声为止。
5.4.3.2观察千分尺显数是否归零,如未归零,应予以调整归零,然后反方向旋转微调,将面砧面分开5MM,再重复5.4.3.1动作检视是否有误差。
千分尺作业指导书一、任务背景千分尺是一种常用的测量工具,广泛应用于工程、创造、建造等领域。
为了确保使用千分尺的准确性和操作规范性,制定一份千分尺作业指导书,旨在提供详细的操作步骤和注意事项,匡助操作人员正确使用千分尺进行测量。
二、操作步骤1. 准备工作:a. 确保千分尺的精度符合要求,如需要进行校准,请参考千分尺校准方法。
b. 清洁千分尺的测量面和刻度尺,以确保测量的准确性。
c. 确保工作环境干燥、整洁,避免灰尘和杂物对测量结果的影响。
2. 测量准备:a. 根据需要选择合适的千分尺,确保其量程覆盖所需测量范围。
b. 将千分尺放置在平稳的工作台上,确保其稳定性。
3. 测量操作:a. 使用千分尺测量前,先将刻度尺清零,并确保刻度尺的位置正确。
b. 将被测量物体放置在千分尺的测量面上,确保其与测量面接触密切。
c. 轻轻旋转千分尺的滚轮,直到测量面与被测量物体之间产生轻微的阻力感。
d. 读取刻度尺上的数值,并记录下来。
4. 测量结果处理:a. 根据实际需求,将测量结果进行四舍五入或者截取,确保精确到所需的位数。
b. 将测量结果与规定的标准进行比较,判断其是否符合要求。
c. 如有需要,可以将测量结果进行记录和归档,以备后续参考。
5. 清洁和保养:a. 测量结束后,及时清洁千分尺的测量面和刻度尺,避免灰尘和污物对其造成损坏或者影响测量准确性。
b. 定期对千分尺进行保养,如润滑滚轮、检查刻度尺的磨损情况等,确保其正常工作。
三、注意事项1. 使用千分尺前,必须确保操作人员已经接受过相关的培训和指导,熟悉千分尺的使用方法和安全注意事项。
2. 在使用千分尺进行测量时,要保持手部稳定,避免手抖或者晃动对测量结果的影响。
3. 测量时要注意被测量物体与千分尺测量面的接触密切,避免产生空隙或者松动,影响测量准确性。
4. 在读取刻度尺上的数值时,要保持视线垂直于刻度尺,避免产生视觉偏差。
5. 测量结束后,要及时清洁千分尺,避免灰尘和污物对其造成损坏或者影响测量准确性。
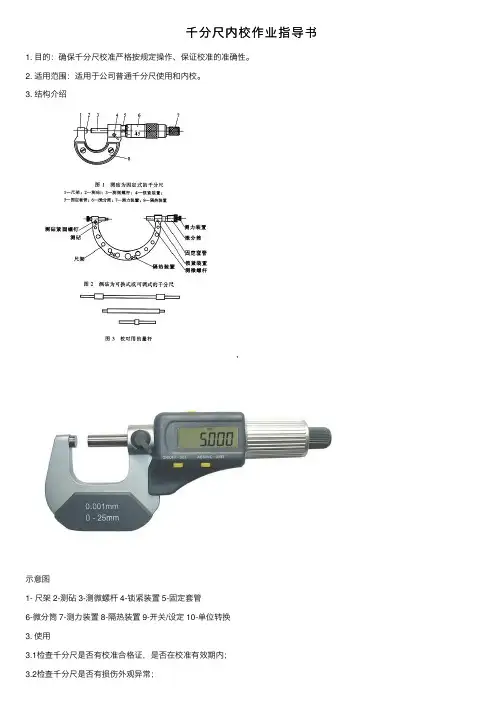
千分尺内校作业指导书1. ⽬的:确保千分尺校准严格按规定操作、保证校准的准确性。
2. 适⽤范围:适⽤于公司普通千分尺使⽤和内校。
3. 结构介绍⽰意图1- 尺架 2-测砧 3-测微螺杆 4-锁紧装置 5-固定套管6-微分筒 7-测⼒装置 8-隔热装置 9-开关/设定 10-单位转换3. 使⽤3.1检查千分尺是否有校准合格证,是否在校准有效期内;3.2检查千分尺是否有损伤外观异常;3.3打开锁扣3.4旋转微分筒使测砧闭合后听到三声响后归零,检查是否异常?3.5左右拿千分尺,右⼿旋转微分筒将产品轻轻夹住听到三声响;3.6读数并记录;3.6⽤完后,将测量螺杆调整接近与测砧闭合的部位,旋转锁扣锁紧后归位。
4.内部校准4.1参考标准 JJG21-2008;4.2校准周期6个⽉;4.3测试条件:温度20度左右,湿度⼩于80%;4.4作业内容4.4.1外观千分尺及校对⽤的量杆不可有碰伤、⽣锈、带有磁性或其它缺陷4.4.2测量上限⼤于25mm的千分尺应备有校对量杆,使⽤中和修理后的千分尺及校对⽤的量杆不应有影响使⽤准确度的外观缺陷。
4.4.3.数显千分尺的⽰值应稳定可靠,重复性不应⼤于1um。
4.4.4微分筒转动和测微螺杆的移动应平稳⽆卡住现象;4.4.5锁紧装置有效;4.4.6校准⽅法:A.先将被校准仪器和标准量块取出做温度平衡,平衡时间如下表:A.每个校准点测量5次,测量值相对零点不超过正负0.004mm。
B.量杆的校准⽅法:采⽤标准量块⽐对测量,误差不允许超过正负0.004mm。
C.外径千分尺⽤五等专⽤量块校准,数显千分尺⽤四等量块校准D.校准点:如下表('A'代表外径千分尺的测量下限)E.⽰值误差:如下表F.⽤量块校准千分尺时,每个校准点均需测量三次,并记录平均值,尺⼨偏差以实测值与量块尺⼨之差确定。
G.对于公法线千分尺(齿轮千分尺),由于测头⾯积⼤,校准时量块应在其测量⾯上均匀校准四点,即量块放置在该测量⾯的上下左右⼤约每隔90°的地⽅进⾏校准,并记录这四点的最⼤差异值。
千分尺校验作业指导书标题:千分尺校验作业指导书引言概述:千分尺是一种精密测量工具,用于测量小于毫米级别的尺寸。
为了确保千分尺的准确性和可靠性,在使用过程中需要进行定期的校验。
本文将详细介绍千分尺校验的作业指导书,以匡助使用者正确进行校验操作。
一、校验前准备1.1 清洁千分尺表面:在校验之前,务必确保千分尺表面干净,无尘、油污等杂物。
1.2 检查千分尺零位:将千分尺刻度盘调至零位,确保刻度盘指针指向零刻度。
1.3 准备校验工具:准备好标准尺、外径千分尺和内径千分尺等校验工具。
二、零点校验2.1 外径零点校验:使用外径千分尺测量标准尺的外径,并将千分尺刻度调至与标准尺一致。
2.2 内径零点校验:使用内径千分尺测量标准尺的内径,并将千分尺刻度调至与标准尺一致。
2.3 零点误差修正:如发现零点误差,可通过调整千分尺的零位来修正,确保准确度。
三、线性误差校验3.1 选取不同测量范围:选择不同的测量范围,如0-25mm、25-50mm等,进行线性误差校验。
3.2 多点校验:在选定的测量范围内,选取多个点进行测量,确保千分尺的线性误差在可接受范围内。
3.3 记录误差值:将每一个测量点的误差数值记录下来,以便后续分析和修正。
四、重复性校验4.1 连续测量:在同一测量范围内进行多次测量,检查千分尺的重复性。
4.2 分析数据:对多次测量结果进行数据分析,计算重复性误差。
4.3 判断准确度:根据重复性误差判断千分尺的准确度,如有必要可进行调整或者修正。
五、校验后处理5.1 记录校验结果:将所有校验结果记录在校验报告中,包括零点误差、线性误差、重复性误差等。
5.2 校验结论:根据校验结果判断千分尺的准确性和可靠性,如有问题可及时处理。
5.3 定期校验:建立定期校验制度,确保千分尺的长期稳定性和准确性。
结语:通过本文的指导书,希翼读者能够正确、规范地进行千分尺的校验操作,确保测量结果的准确性和可靠性。
千分尺是精密测量工具,惟独经过正确的校验和维护,才干发挥其最大的作用。
卡尺校准作业指导书一、背景介绍卡尺是一种常用的测量工具,广泛应用于各个行业和领域。
为了确保卡尺测量的准确性,需要进行定期的校准。
本文将详细介绍卡尺校准的步骤和注意事项,以确保校准的准确性和可靠性。
二、校准步骤1. 准备工作a. 确保校准仪器和设备的完好性和可用性。
b. 清洁卡尺表面,确保无污垢和杂质。
2. 校准设备准备a. 准备一台精密的校准仪器,如千分尺或者光学投影仪。
b. 确保校准仪器的准确性和稳定性。
3. 校准步骤a. 将卡尺放置在平整的工作台上。
b. 使用校准仪器测量卡尺的长度,并记录测量结果。
c. 重复测量步骤,至少进行三次测量,以确保结果的准确性和稳定性。
d. 计算卡尺的平均长度,作为校准结果。
4. 校准结果记录a. 将校准结果记录在校准记录表中,包括卡尺的编号、校准日期、校准人员等信息。
b. 如有必要,可以附上校准仪器的校准证书或者校准结果的图表。
5. 校准结果评估a. 将校准结果与预定的校准标准进行比较,判断卡尺的准确性和可接受性。
b. 如果校准结果超出预定的标准范围,需要进行调整或者修理,并重新进行校准。
三、注意事项1. 校准仪器的选择和准确性对校准结果的影响非常重要,应选择合适的校准仪器,并定期进行校准。
2. 在进行卡尺校准之前,必须确保卡尺表面的清洁,以免污垢和杂质影响测量结果。
3. 在进行卡尺校准时,应尽量避免外界干扰和振动,以确保校准结果的准确性和稳定性。
4. 校准结果应及时记录和保存,以备查证和追溯。
四、校准周期和频率卡尺的校准周期和频率应根据具体的使用环境和要求进行确定。
普通来说,建议每年对卡尺进行一次校准,但在高精度要求的行业和领域,校准频率可以更高。
五、校准结果的应用校准结果可以用于判断卡尺测量结果的准确性和可靠性。
在进行实际测量时,可以根据校准结果进行修正和调整,以确保测量的准确性。
六、总结卡尺校准是确保测量准确性的重要步骤。
通过按照本指导书的步骤进行校准,可以保证卡尺的准确性和可靠性。
千分尺校验作业指导书一、背景介绍千分尺是一种常用的测量工具,广泛应用于各个行业的质量检测和精密加工中。
为了确保千分尺的准确性和可靠性,需要进行定期的校验。
本指导书旨在提供详细的千分尺校验作业步骤和要求,以确保校验的准确性。
二、校验工具和材料准备1. 校验千分尺:校验千分尺应具备高精度和稳定性,能够满足校验要求。
2. 校验块:校验块应具备高精度和稳定性,常用的有钢质校验块、陶瓷校验块等。
3. 清洁布:用于清洁千分尺和校验块表面。
4. 记录表格:用于记录校验结果,包括千分尺读数和误差值。
三、校验步骤1. 清洁千分尺和校验块表面:使用清洁布擦拭千分尺和校验块表面,确保无灰尘和污渍。
2. 校验千分尺零位:将千分尺的测量范围调整到最小,确保游标处于刻度零位。
3. 检查千分尺刻度线:用放大镜检查千分尺的刻度线是否清晰、完整,无毛刺和损坏。
4. 校验千分尺读数:将校验块放置在千分尺的测量范围内,轻轻拧紧千分尺,使其与校验块紧密接触。
5. 读取千分尺的测量值:使用放大镜准确读取千分尺的测量值,并记录在记录表格中。
6. 检查千分尺误差:将千分尺的测量值与校验块的实际值进行比较,计算出千分尺的误差值。
7. 记录校验结果:将千分尺的测量值和误差值记录在记录表格中,并注明校验日期和校验人员。
8. 判断校验结果:根据千分尺的误差值判断其是否合格,通常要求误差在一定范围内。
四、校验频率和要求1. 校验频率:千分尺的校验应定期进行,通常每个月或每个季度进行一次校验。
2. 校验要求:校验千分尺的误差应符合相关标准或规范的要求,通常要求误差在正负0.02mm以内。
五、注意事项1. 校验时应保持环境干净、安静,避免灰尘和噪音对校验结果的影响。
2. 校验块和千分尺应保持清洁,避免油污和腐蚀物对校验结果的影响。
3. 校验时应注意正确使用千分尺,避免过度力度或不足的情况,以确保测量的准确性。
4. 校验结果应及时记录,并进行分析和处理,对于不合格的千分尺应及时进行维修或更换。
三阶文件生效日期2012.07.02 编号版本/次A/0千分尺内校作业指导书编制人曲海涛审核人批准人日期日期日期2012.07.02文件修改记录文件编号修改版本修改页数修改内容描述修改人批准人生效日期A0 首次发行2012.07.021.目的编号SOP-QR-104页次1/2 千分尺内校作业指导书版本/次A\01. 目的1.1 确保校准结果的结果的准确性,使校准作业规范化。
2. 范围2.1 使用于千分尺的校正作业。
3. 职责3.1 千分尺使用人:负责所属千分尺维护和保养。
品保部:千分尺专用量块的维护和保养。
校验人:千分尺内校结果的记录和校验标识标签的确认。
4.校准条件4.2校准基准:标准量块(外校合格的标准件)。
4.3 校准环境及周期:温度20+/-5℃,湿度≦80% RH,静置周期为半年。
5. 作业内容说明:5.1 校验前:5.1.1 目视检验,外部不得有弯曲变形、磨损,指针能否归零。
5.1.2 检验各结构组成部分有无损坏。
5.2 校验中:5.2.1 检验时选择下列量块(经外校合格):5mm、10mm、20mm、25mm.也可根据不同量程的千分尺择适宜的标准量块3~4块(可对标准量块进行组合测量)。
5.2.1.1 量测时保持千分尺量测面与量块面保持垂直。
5.2.1.2 将量测读值减去量块值即为误差值。
5.3 校验后:5.3.1 千分尺遇有外观不良如弯曲变形、磨损时,若误差值以超出合格标准则禁止使用。
5.3.2 块规使用完毕须擦拭干净,并上防锈油。
5.4 判定标准:5.4.1 游标卡尺的允许差为±0.001mm.5.5 记录保存:5.4.1 校验合格后,贴上校验合格标签。
5.4.2 校验不合格时,依实际情况定为暂停使用,严重者作报废处理。
5.4.3 将校验结果登录在《仪器校验记录表》上并归档保存。
1 目的确保公司所使用的千分尺符合测量产品的要求,保证千分尺精度,使千分尺的误差在规定范围内。
2 范围本公司所使用的千分尺皆适用。
3 校验标准件(mm )量块 5.12-100 (0-300mm )刀口尺 75平行平晶 15.37-95.87 (0-100mm )4 校验条件温度20±5℃ 湿度60%±20%5 检验步骤5.1 外观检定:千分尺外观应无锈蚀,刻线和数字必须清晰。
后续检定和使用中检定的千分尺及其校对杆不应有影响使用准确度的外观缺陷。
5.2 千分尺各部分相互作用:微分筒转动和测微螺杆的移动必须平稳,无卡滞现象,锁紧装置必须可靠。
5.3 测微螺杆的轴向窜动和径向摆动:一般情况下用手感检查测微螺杆的轴向窜动和径向摆动。
5.4 测力用分度值不大于0.2N 的专用测力计检定,一般听棘轮的声音可分辨出。
5.3 微分筒锥面的端面现固定套管毫米刻线的相对位置检定:当测量下限调整正确后,使微分筒固定套管任意毫米刻线的右边缘相切,读取微分筒的零刻线与固定套管纵刻线偏移量。
5.4 测量面的平面度: 见图1图1后续检定和使用中的检定可用刀口尺用光隙法检定,在距离测量面边缘0.4mm 范围内的平面度忽略不计页 数文件名称千分尺检定、校准作业指导书生效日期刀口尺平放在千分尺的工作面上页数文件名称千分尺检定、校准作业指导书生效日期5.5 数显千分尺的示值重复性:在相同条件下重复测量5次分别读数,示值重复性以最大与最小读数的差值确定。
5.6 数显千分尺任意位置的数值漂移:在测量范围内的任意位置锁紧测微螺杆,观察1h内显示值的变化不超过规定值。
5.7两测量面的平行度:见图2右手轻轻转动平晶,尽量使干涉带数目减至最少图2依次将4块厚度差1/4螺距的平行平晶放入两测量面间,使两测量面与平行平晶接触,转动棘轮机构,并轻轻转动平晶,使两测量面出现的干涉环和干涉带数目减至最少。
分别读取两测量面的上的干涉纹数,取两测量面上的干涉条纹数目之和与所用光的波长值的计算结果作为两测量面的平行度。
1.0目的
对卡尺进行内部校正,确保其准确度与适用性符合要求。
2.0适用范围
适用于带表卡尺、游标卡尺、电子卡尺、数显卡尺的内部校正。
3.0校正基准件
外校合格的标准量块(块规)
4.0环境要求
室温:23~25℃
5.0校验周期
6个月
6.0校正步骤
6.1检验人员必须戴手套,检验卡尺测量接触面是否平整、干净,无油渍、锈渍。
刻度值清
晰,指针无变形,推动表头,是否平滑、平稳。
6.2 调试归零,或使指针归零。
6.3 先取一块40mm基准量块进行度量,量块物表面要保持干净、平整。
6.4 连续测量三次,允许公差值+0.02mm,取平均值记录在《检定记录卡》内,在度量检测
时,卡尺必须要与量块垂直。
6.5 用同样的方法,用以下量块逐个度量,50mm允许公差+0.02mm,100mm允许公差
+0.02mm(50mm+100mm)允许公差+0.04mm,(50mm+100mm+70mm+80mm)允许公
差+0.06mm,每个量程必须测量三次以上,取其平均值记录于《仪器校正报告》内。
6.6 可根据不同量程的卡尺选用不同的基准量块或其组合进行校正。
6.7 历次测量值与标准值之差,均在允许范围内,方可判定校正合格。
6.8 对校正合格的量具,贴附内校合格标识。
7.0 相关文件记录
《检定记录卡》。
仪器:千分尺
一、基准仪器/工具:专用量块
二、作业环境:温度:20±5℃;湿度:≤80%
三、校正项目、范围(量程)和精度:
根据以上表格所列标准进行校正,将读数记录在“校正记录表”上。
四、校正时注意事项:校验前,应将被校千分尺置于要求坏境内,平衡时间不少于2小时。
五、校正方法:
1.检查图
2.操作方法
A.外观校正:目力观察;
B.各部分相互作用校正:目力观察;
3.判断标准:
如果以上校正项目在判定基准范围内,则被校正计测器为PASS,计测器上贴上合格标贴,否则为FALL,贴上不合格标贴.
4.标准记录的核验:
校验员整理校验原始记录确认无误后,校正工作完成。
1.O
1把1盒1块1个1瓶1-3块1副
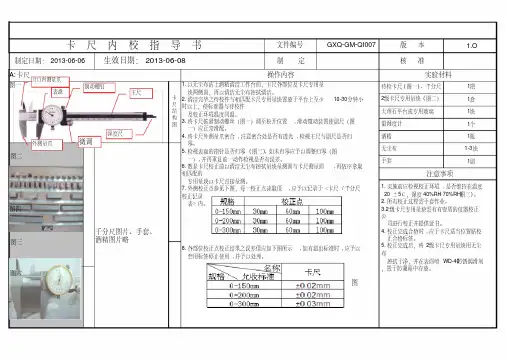
卡 尺 内 校 指 导 书
文件编号GXQ-GM-QI007版 本制定日期:2013-06-06 生效日期:2013-06-08制 定核 准
A:卡尺
操作内容
实验材料
待检卡尺(图一)、千分尺2级卡尺专用量块(图二)大理石平台或专用玻璃卡尺结构图
千分尺图片、手套、酒精图片略
温湿度计酒精无尘布手套
注意事项
1.以无尘布沾上酒精清洁工作台面,卡尺各部位及卡尺专用量 块两侧面,再以清洁无尘布擦拭清洁。
2.清洁完毕之待校件与相匹配卡尺专用量块置放于平台上至少10-30分钟小时以上,使标准器与待校件 及校正环境温度同温。
3.将卡尺锁紧制动螺丝(图一)调至松开位置,滑动微动装置使副尺(图 一)应正常滑配。
4.将卡尺外测量爪密合,注意密合处是否有透光,检视主尺与副尺是否归 零。
5.检视表盘的指针是否归零(图三),如未归零应予以调整归零(图 一),并再重复前一动作检视是否有误差。
6.数显卡尺校正前以清洁无尘布擦拭量块量测面与卡尺测量面,再依序拿取相匹配的
专用量块以卡尺直接量测。
7.外测校正点参见下图,每一校正点读取值,应予以记录于《卡尺/千分尺校正记录 表》内。
8.各部位校正点校正结果之误差值应如下图所示,如有超出标准时,应予以 禁用标签停止使用,并予以处理。
1.实施前应检视校正环境,是否维持在温度 20±5℃,湿度40%RH~70%RH(图三)。
2.所有校正过程需手套作业。
3.2级卡尺专用量块需有有资质的仪器校正公
司进行校正并提供证书。
4.校正完成合格时,应于卡尺适当位置贴校 正合格标签。
5.校正完成后,将2级卡尺专用量块用无尘布
擦拭干净,并在表面喷WD-40防锈润滑剂,置于防潮箱中存放。
图
图一
图三
图四
图六
图二
深度尺
外测量爪
主尺
表盘
刀口内测量爪
微调
制动螺钉。