弧焊变压器外特性及调节特性的测定(精)
- 格式:ppt
- 大小:158.00 KB
- 文档页数:11
《弧焊设备及控制技术》实验指导书实验二弧焊电源外特性的测量一、实验目的1.掌握弧焊电源外特性的测试方法2.了解弧焊电源外特性的调节原理与焊接规范调节方式。
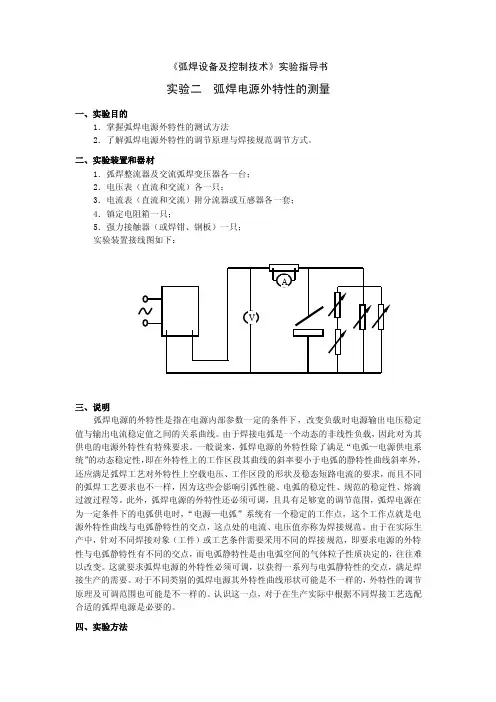
二、实验装置和器材1.弧焊整流器及交流弧焊变压器各一台;2.电压表(直流和交流)各一只;3.电流表(直流和交流)附分流器或互感器各一套;4.镇定电阻箱一只;5.强力接触器(或焊钳、钢板)一只;实验装置接线图如下:三、说明弧焊电源的外特性是指在电源内部参数一定的条件下,改变负载时电源输出电压稳定值与输出电流稳定值之间的关系曲线。
由于焊接电弧是一个动态的非线性负载,因此对为其供电的电源外特性有特殊要求。
一般说来,弧焊电源的外特性除了满足“电弧—电源供电系统”的动态稳定性,即在外特性上的工作区段其曲线的斜率要小于电弧的静特性曲线斜率外,还应满足弧焊工艺对外特性上空载电压、工作区段的形状及稳态短路电流的要求,而且不同的弧焊工艺要求也不一样,因为这些会影响引弧性能、电弧的稳定性、规范的稳定性、熔滴过渡过程等。
此外,弧焊电源的外特性还必须可调,且具有足够宽的调节范围,弧焊电源在为一定条件下的电弧供电时,“电源—电弧”系统有一个稳定的工作点,这个工作点就是电源外特性曲线与电弧静特性的交点,这点处的电流、电压值亦称为焊接规范。
由于在实际生产中,针对不同焊接对象(工件)或工艺条件需要采用不同的焊接规范,即要求电源的外特性与电弧静特性有不同的交点,而电弧静特性是由电弧空间的气体粒子性质决定的,往往难以改变。
这就要求弧焊电源的外特性必须可调,以获得一系列与电弧静特性的交点,满足焊接生产的需要。
对于不同类别的弧焊电源其外特性曲线形状可能是不一样的,外特性的调节原理及可调范围也可能是不一样的。
认识这一点,对于在生产实际中根据不同焊接工艺选配合适的弧焊电源是必要的。
四、实验方法1.按实验装置接线图接线,并查看所用弧焊电源上的各个旋钮或按键,了解各自的功能和操作方法,记下电源铭牌上的额定参数。
变压器的特性试验摘要:主要介绍了变压器的直流电阻的测量的方法和目的,以及在测试的时候应该注意的问题。
一、测量的目的1、变压器绕组的温升是根据绕组在温升试验时的冷态电阻和温升试验后断开电源瞬间的热态电阻计算得到的,所以温升试验需要测量电阻。
2、绕组导线连接处的焊接或机械连接是否良好,有无焊接或连接不良的现象。
3、导线的规格,电阻率是否符合设计者的要求。
4、各项绕组的直流电阻是否平衡。
(三相变压器)5、用来作为换算到参考温度下的负载损耗,阻抗电压的基本数据。
6、引线与套管、引线与分接开关的连接是否良好,引线与引线的焊接或机械连接是否良好。
二、测量的条件在生产过程中测量电阻时,变压器不应置于通风条件特别好,温度变化剧烈的场所,油浸式变压器的油温必须稳定,顶层和下部的油温不超过5度,环境温度应在10~40度之间,变压器内部油温应接近于环境温度。
测量电阻之前不得进行其他通电试验,只有这样才能减少测量的误差。
对于干式变压器则不能简单的认为绕组的温度等于环境的温度,而应该用温度计或热电偶插入绕组内,测得其平均温度。
三、测量范围国标规定电阻测量的准确度为±5%,仪表的准确度为±0.2%或更准确。
温度计应选择±0.5度。
四、直流电阻测试的方法:电流电压表法、电桥法测量直流电阻、微机辅助测量法1 、电流电压表法测量电源采用蓄电池或其他电压稳定的直流电源。
为了保护电压表可串联一按钮开关Q2。
测量时,应先关闭电源开关Q1,当电流稳定后,在按下按钮开关Q2,接通电压表,测量绕组两端电压。
测量后随即松开Q2,使电压表先行断开,以防在电源断开时绕组产生的自感电动势损坏电压表。
为了保证足够精度的灵敏度,电流要有一定的数值,但又不能超过绕组额定电流的20%,并应尽快同时读数,以免被测绕组发热影响测量准确度。
测量小电阻时,考虑电压表的分路电流,被测绕组的直流直流电阻为:r=U/(I-U/r V)若不考虑电压表的分流,则r=U/I,计算值比实际电阻值稍小。
实验二弧焊电源外特性的测定一、实验目的1、熟悉BXl—300型或BX3—300型弧焊变压器的构造和调节电流的方法;2、测定弧焊变压器的外特性和调节特性,并学会测定一般弧焊电源电特性的方法。
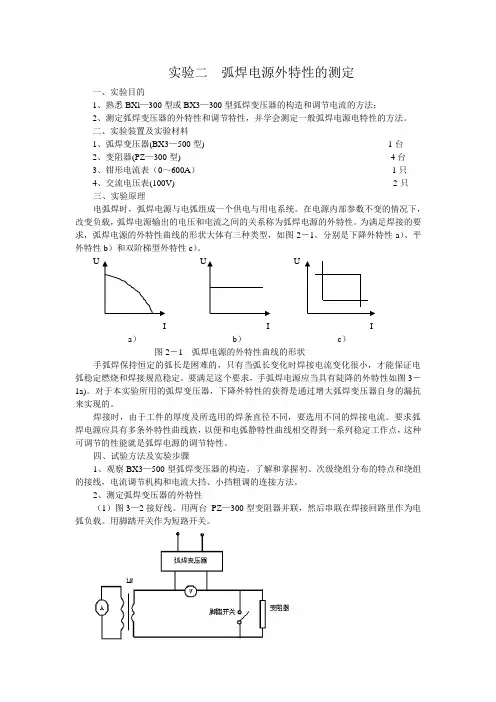
二、实验装置及实验材料1、弧焊变压器(BX3—500型) 1台2、变阻器(PZ—300型) 4台3、钳形电流表(0~600A)1只4、交流电压表(100V) 2只三、实验原理电弧焊时,弧焊电源与电弧组成一个供电与用电系统。
在电源内部参数不变的情况下,改变负载,弧焊电源输出的电压和电流之间的关系称为弧焊电源的外特性。
为满足焊接的要求,弧焊电源的外特性曲线的形状大体有三种类型,如图2-1。
分别是下降外特性a)、平外特性b)和双阶梯型外特性c)。
U UI I Ia)b)c)图2-1 弧焊电源的外特性曲线的形状手弧焊保持恒定的弧长是困难的,只有当弧长变化时焊接电流变化很小,才能保证电弧稳定燃烧和焊接规范稳定。
要满足这个要求,手弧焊电源应当具有陡降的外特性如图3-1a)。
对于本实验所用的弧焊变压器,下降外特性的获得是通过增大弧焊变压器自身的漏抗来实现的。
焊接时,由于工件的厚度及所选用的焊条直径不同,要选用不同的焊接电流。
要求弧焊电源应具有多条外特性曲线族,以便和电弧静特性曲线相交得到一系列稳定工作点,这种可调节的性能就是弧焊电源的调节特性。
四、试验方法及实验步骤1、观察BX3—500型弧焊变压器的构造,了解和掌握初、次级绕组分布的特点和绕组的接线,电流调节机构和电流大挡、小挡粗调的连接方法。
2、测定弧焊变压器的外特性(1)图3—2接好线。
用两台PZ—300型变阻器并联,然后串联在焊接回路里作为电弧负载。
用脚踏开关作为短路开关。
图2-2 外特性实验电路图(2)把变阻器的闸刀开关全都拉开,记录空载电压值;(3)逐次合上变阻器的各个闸刀开关,逐步减小变阻器的电阻值,以增大电流,再踩下脚踏开关造成短路。
每调一次电阻后,把电压表和电流表的读数记录于表2—1中;(4)旋转手柄,改变变压器的初、次级绕组的位置,重复步骤(1)、(2)和(3)的过程,把每次电压表和电流表的读数记录于表2—1中。
实验2 弧焊变压器外特性测试实验【实验目的】(1)了解BX1-300型或BX3-300型弧焊变压器的结构特点、电气性能和主要技术参数;(2)熟悉弧焊变压器的工作原理及外特性的形状特点;(3)掌握弧焊电源外特性的一般测定方法,【实验原理】1、弧焊电源外特性在电源参数一定的条件下,改变负载时,电源输出的电压稳定值U y与输出电流稳定值I y之间的关系U y= f (I y) 称为电源的外特性。
电源外特性曲线与电弧静特性曲线必须满足“电源-电弧”系统的稳定条件,才能够保证电弧稳定燃烧,因此,不同的焊接工艺(对应不同的电弧静特性)需要不同外特性的焊接电源才能保证焊接工艺稳定。
弧焊变压器是一种具有下降外特性的降压变压器。
其工作原理和一般电力变压器相同。
同时,为满足弧焊工艺的要求,弧焊变压器还具有以下特点:(1) 为了引弧容易,要求具有一定的空载电压U0焊条电弧焊电源:U0= 55~70 V ;埋弧焊电源U0= 70~90 V。
(2) 常用于焊条电弧焊、埋弧焊、钨极氩弧焊,为保证交流电弧稳定连续地燃烧,需要有较大漏抗或外加电抗器。
(3)电源外特性要可调节,即改变等效电路中的电抗可调节焊接电流。
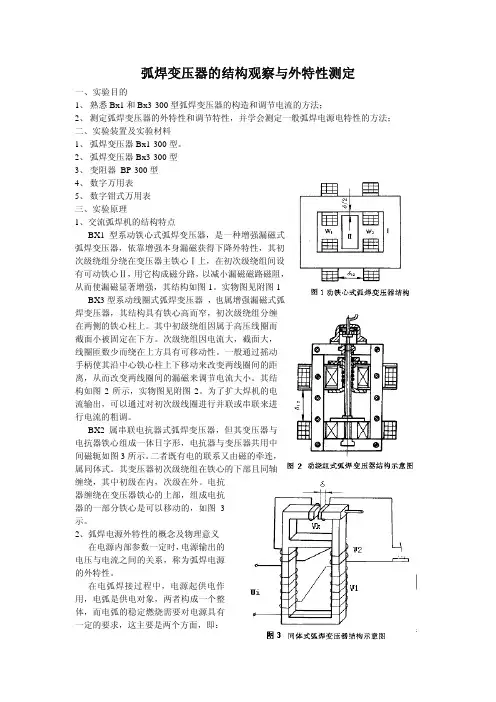
2、增强漏磁式弧焊变压器的结构及工作原理(1) BX1-300型动铁心式弧焊变压器结构特点如图2-3-1所示。
它是一个动铁心II,插入静铁心I的窗口中间。
动铁心II提供漏磁分路,从而获得下降外特性;动铁心II可以在窗口里移进或移出来改变漏抗,达到调节电流的作用。
(2) BX3-300型动圈式弧焊变压器结构特点如图2-3-2所示。
它的铁心特点是高而窄,在两侧的芯柱上套有一次绕组W1和二次绕组W2。
一般W1在下方固定不动;W2固定在螺杆上可以通过摇动手柄而上下移动,以改变其与W1之间的距离δ12。
δ12可调范围较大,使得W1和W2之间磁的耦合不紧密而有很强的漏磁,所产生的漏抗就足以获得下降外特性。
调节δ12,电弧电流可得到均匀调节。

实验一弧焊电源外特性实验一、实验目的1.理解弧焊电源外特性的含义。
2.掌握弧焊电源外特性的测试方法。
3.测定ZX7-400电焊机的外特性。
二、实验设备ZX7-400电焊机、PTE-750E智能电源测试台、感应调压器三、实验内容在电源参数一定的条件下,改变负载时,电源输出的电压稳定值U y与输出的电流稳定值I y之间的关系U y=f(I y),称为电源的外特性。
对于直流电源,U y和I y为平均值,对于交流电源则为有效值。
外特性可用曲线来表示,这种曲线叫外特性曲线。
外特性曲线与纵坐标的交点即为弧焊电源的空载电压,外特性曲线与横坐标的交点即为弧焊电源的短路电流。
不同的焊接方法对电源外特性有不同的要求。
根据外特性曲线的形状,焊接电源的外特性可分为平特性和下降特性两大类。
1、平特性特点是输出电压基本上不随输出电流的变化而变化(略有变化),又称恒压特性,适用于作为熔化极气体保护焊和电渣焊的电源。
2、下降特性特点是输出电压随输出电流而下降。
根据输出电压下降的快慢程度,又可分成缓降、陡降、垂降三种,其中垂降外特性又称恒流特性,因为当弧长发生变化时,输出电流基本保持不变。
下降特性适用于作为焊条电弧焊、埋弧焊和钨极氩弧焊的电源。
四、实验步骤1.观察和熟悉焊机外形,记录铭牌数据。
2.熟悉实验电路的连接和各个设备的功能及使用。
3.利用PTE-750E智能电源测试台测量ZX7-400电焊机电源的外特性。
4.关闭测试台和电源。
五、实验报告内容六、思考题1.交流焊机有哪几种典型类型,它们的结构有何区别及联系?2.ZX7-400电焊机是如何获得下降外特性的。
实验3 晶闸管实弧焊整流器外特性测试实验【实验目的】(1)了解晶闸管弧焊整流电源的基本构成;(2)熟悉晶闸管弧焊整流器的反馈控制原理;(3)掌握弧焊晶闸管弧焊整流器外特性和调节特性的测量方法。
【实验原理】晶闸管式弧焊整流器是目前实际工程中应用最多的电子控制弧焊电源之一。
既有下降外特性的晶闸管式弧焊整流器,也有平缓外特性的晶闸管式弧焊整流器。
可以用于焊条电弧焊、钨极氩弧焊,CO2气体保护焊、熔化极氩弧焊、埋弧焊等各种弧焊方法。
晶闸管弧焊整流器由电子功率系统和电子控制系统组成,如图2-4-1所示。
电子功率系统又称弧焊电源的主电路,由主变压器T、晶闸管整流器UR和直流输出电感L组成。
AT为晶闸管的触发脉冲电路,C为电子控制电路。
三相380V图2-4-1 晶闸管弧焊整流器原理框图[1]晶闸管式弧焊整流器的电子功率系统主要由变压器及晶闸管整流器构成。
变压器的作用是将电网的三相电降压到焊接电弧需要的电压范围,但电源频率不变。
同时,其外特性由电子控制系统通过反馈过程来实现,变压器本身不再需要额外增强漏磁,属于普通的电力变压器,设计与制造简单。
根据电弧焊的负载特点,晶闸管式三相整流电路的型式主要有三相桥式半控、三相桥式全控、六相可控半波和带平衡电抗器的双反星形可控整流电路等四种。
在实际产品中,以三相全控桥式和带平衡电抗器的双反星形两种应用最为广泛。
晶闸管需要有可靠的冷却系统来保证其不会因为发热而烧损。
冷却主要有强制水冷和风冷两种方式。
在弧焊电源中,一般采用强制风冷方式对晶闸管进行冷却,散热器和风扇等冷却系统占了整个焊机内部的近一半的空间。
变压器、输出电抗器和平衡电抗器则占据了另一半的空间。
控制系统尽管很复杂但只占很少一部分空间,一般都封闭在一个金属盒子内以提高抗干扰能力。
由于采用反馈控制,可以实现各种外特性,特别是能够实现用于手工电弧焊的恒流带外拖的理想外特性。
弧焊电源的调节特性是其三大基本特性之一,它决定了焊机的电流和电压的实际调节范围,是一项重要的技术指标。