转炉炉衬结构及损毁机理探讨
- 格式:doc
- 大小:63.00 KB
- 文档页数:9
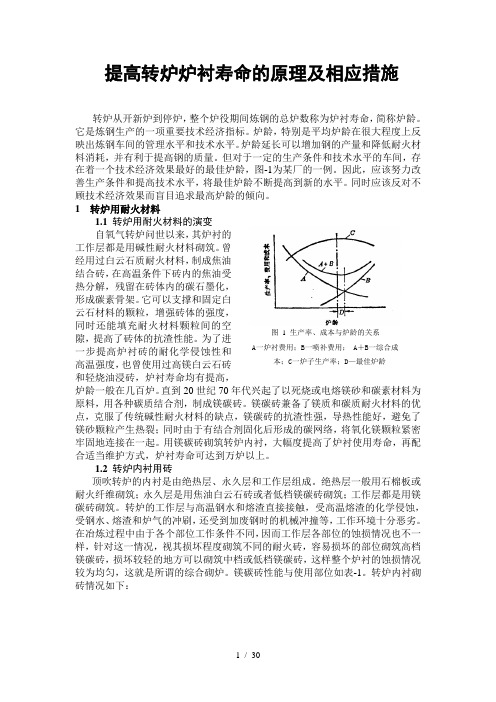
图 1 生产率、成本与炉龄的关系A 一炉衬费用;B 一喷补费用; A +B 一综合成本;C 一炉子生产率;D —最佳炉龄提高转炉炉衬寿命的原理及相应措施转炉从开新炉到停炉,整个炉役期间炼钢的总炉数称为炉衬寿命,简称炉龄。
它是炼钢生产的一项重要技术经济指标。
炉龄,特别是平均炉龄在很大程度上反映出炼钢车间的管理水平和技术水平。
炉龄延长可以增加钢的产量和降低耐火材料消耗,并有利于提高钢的质量。
但对于一定的生产条件和技术水平的车间,存在着一个技术经济效果最好的最佳炉龄,图-1为某厂的一例。
因此,应该努力改善生产条件和提高技术水平,将最佳炉龄不断提高到新的水平。
同时应该反对不顾技术经济效果而盲目追求最高炉龄的倾向。
1 转炉用耐火材料1.1 转炉用耐火材料的演变自氧气转炉问世以来,其炉衬的工作层都是用碱性耐火材料砌筑。
曾经用过白云石质耐火材料,制成焦油结合砖,在高温条件下砖内的焦油受热分解,残留在砖体内的碳石墨化,形成碳素骨架。
它可以支撑和固定白云石材料的颗粒,增强砖体的强度,同时还能填充耐火材料颗粒间的空隙,提高了砖体的抗渣性能。
为了进一步提高炉衬砖的耐化学侵蚀性和高温强度,也曾使用过高镁白云石砖和轻烧油浸砖,炉衬寿命均有提高,炉龄一般在几百炉。
直到20世纪70年代兴起了以死烧或电熔镁砂和碳素材料为原料,用各种碳质结合剂,制成镁碳砖。
镁碳砖兼备了镁质和碳质耐火材料的优点,克服了传统碱性耐火材料的缺点,镁碳砖的抗渣性强,导热性能好,避免了镁砂颗粒产生热裂;同时由于有结合剂固化后形成的碳网络,将氧化镁颗粒紧密牢固地连接在一起。
用镁碳砖砌筑转炉内衬,大幅度提高了炉衬使用寿命,再配合适当维护方式,炉衬寿命可达到万炉以上。
1.2 转炉内衬用砖顶吹转炉的内衬是由绝热层、永久层和工作层组成。
绝热层一般用石棉板或耐火纤维砌筑;永久层是用焦油白云石砖或者低档镁碳砖砌筑;工作层都是用镁碳砖砌筑。
转炉的工作层与高温钢水和熔渣直接接触,受高温熔渣的化学侵蚀,受钢水、熔渣和炉气的冲刷,还受到加废钢时的机械冲撞等,工作环境十分恶劣。

简述转炉炉衬损毁的原因转炉是钢铁生产中常用的冶炼设备,用于将生铁和废钢等原料进行高温冶炼,生产出优质钢材。
然而,转炉炉衬损毁是一个常见的问题,会导致生产成本的提高和设备维修的需求。
下面将从物料、炉渣、熔体以及冶炼操作等方面,详细探讨转炉炉衬损毁的原因。
首先,转炉炉衬损毁的一个重要原因是物料的质量和组成。
转炉的冶炼过程中常用的原料是生铁和废钢,它们的化学成分和杂质含量会对炉衬产生直接影响。
如果原料中的硫、磷等元素含量过高,就会加速炉衬的磨损和腐蚀,导致炉衬的终端腐蚀断裂。
此外,原料中的杂质和非均匀性也会导致炉衬的不均匀损耗,使得某些部分过早失效,从而加剧整体的损毁。
其次,炉渣的性质和组成也是转炉炉衬损毁的一个重要原因。
炉渣是转炉冶炼过程中产生的一种非金属物质,其主要成分是氧化物、硅酸盐等。
如果炉渣中的氧化镁、氧化钙等含量过高,会引起炉衬的碱性侵蚀,加速炉衬的磨损。
另外,炉渣的黏稠度也会对炉衬产生不利影响。
当炉渣黏稠度过高时,容易形成附着层,使炉衬表面的保护层被破坏,进而加速炉衬的磨损和破坏。
第三,熔体的温度和化学活性也是导致转炉炉衬损毁的重要因素。
在高温条件下,熔体对炉衬的腐蚀速度更快,加速炉衬的损毁。
同时,熔体中的氧化剂和还原剂也会对炉衬产生影响。
如果熔体中的氧化剂过多,会导致炉衬的氧化损伤,影响炉衬的使用寿命。
而还原剂的过多则会减缓炉衬的氧化速度,但会增加炉衬的渗碳和金属夹杂物含量,降低钢材的质量。
最后,冶炼操作中的失误也可能导致转炉炉衬的损毁。
例如,在转炉出钢时,未能及时将底吹氧气切断,导致下方炉衬的过快燃烧和破坏。
此外,转炉操作人员的技能水平和经验也会对炉衬损毁产生影响。
如果操作不当,可能会产生过大的液体流动或气体喷射,加大炉衬的受力和损伤。
综上所述,转炉炉衬损毁是与物料质量、炉渣性质、熔体温度和化学活性以及冶炼操作失误等多个因素相关的问题。
为了延长转炉炉衬的使用寿命,企业需要加强原料质量的控制,优化炉渣的成分和黏稠度,调整熔体的温度和化学活性,并加强冶炼操作的培训和管理。

延长转炉炉衬寿命的措施和方法李小平Converter lining life extension of the measures and methodsLi XiaopingAbstract: oxygen top high temperature is the converter MetallurgicalEquipment, often in nearly 2000 degrees C temperature operation, it mustbe refractories wall built in the territory. Lining in extremely complicated, the intensity of physical chemistry response in refining process, it is not only bear high temperature and molten steel slag chemical erosion, but also to bear, molten steel gas furnace slag, soil erosion, and waste steel and machinery collisions. In the industrialized countries, the general refractories 60% to 70% is used in metallurgical industry, which for iron and steel industry accounted for 65% to 75%. The development of the metallurgical industry has been talking about the new fire resisting materials and refractory material achievements and new technology for the metallurgical industry. We must not only understand steel and steel; theconverter refractories nature of the factors affecting lining life, aswell as in furnace is reasonable, and how to strengthen routinemaintenance should be clear.Key words: converter; furnace; lining; slag splashing; life摘要:氧气顶吹转炉是高温冶金设备,经常处于近2000℃的温度下作业,所以内衬必须用耐火材料砌筑。
浅谈复吹转炉炉衬寿命与溅渣护炉技术【摘要】:转炉炉衬寿命是在转炉炼钢过程中反映重要的技术指标。
溅渣护炉技术的应用更好的使炉衬寿命延长。
本文将从影响转炉炉衬寿命因素及溅渣护炉技术来分析如何提高炉衬寿命。
【关键词】:转炉炉衬炉衬寿命溅渣护炉前言:转炉炉衬寿命即炉龄是一个综合性的技术指标,反应了一个企业的技术管理水平。
提高炉龄一直是冶金工作者追求的目标。
近十几年来,由于炉衬材质的不断提高和工艺操作方法的改进,特别是在热状态下护炉技术的研究与开发的结果,使转炉炉龄有了显著的提高,炉衬耐材消耗的减少直接带来了成本的降低。
转炉溅渣护炉技术就是杰出的代表。
1998年 ,美国LTV钢公司采用溅渣工艺 ,炉龄达到24609炉 ,创造了世界炉龄的最高记录。
转炉采用溅渣工艺后 ,炉龄成倍增加。
溅渣护炉是一项非常有效的提高炉龄的手段,它是通过高速氮气射流冲击出钢剩余后炉内的熔渣,使熔渣(该炉渣成分是经过调整的)在尽可能短的时间内均匀喷溅涂敷在整个转炉炉衬表面,并形成具有一定厚度而且致密的溅渣层,该溅渣层阻止了转炉炉渣、炉气对炉衬的侵蚀,因此起到了提高炉龄的作用。
实践证明,转炉溅渣护炉技术装备简单、投资少、操作可靠,可以大幅度提高炉龄,降低耐火材料消耗,是值得大力推广的实用性新技术。
1.转炉炉衬寿命转炉炉衬目前普遍采用的是镁炭砖。
镁炭砖的抗渣性强,导热性能好,避免了镁砂颗粒产生热裂;同时由于有结合剂固化后形成的炭网络,将氧化镁颗粒紧密牢固地连接在一起。
1.1转炉炉衬所用耐火材料:1镁炭砖材料:A镁砂:含MgO大于95%,杂质要低B高纯度石墨2结合剂:煤焦油、煤沥青、石油沥青等3添加剂:向原料中添加Ca、Si、Al、 BN等金属元素或化合物镁炭砖是炉衬的主要材料,而氧化镁是镁炭砖主要成分,氧化镁含量与炉龄的关系可用MgO%与侵蚀深度的图来反映,如图一图一1.2转炉炉衬主要损坏原因:1机械作用。
加废钢和兑铁水对炉衬的冲撞与冲刷等。
高炉炉衬破损机理高炉炉衬是承受高温和高压的重要部件,承担着直接与铁水接触的任务。
然而,由于工作环境的极端条件以及冶炼过程中的物理、化学反应,高炉炉衬往往容易发生破损。
下面将对高炉炉衬破损的机理进行详细说明。
1.热应力引起的破损高炉内部存在巨大的温度梯度,这导致了炉衬表面的热应力产生。
具体来说,以下几个方面会引起热应力导致炉衬破损:1.1温度梯度高炉炉衬表面的温度梯度是破损的主要原因之一。
由于高炉上、中、下部分温度差异较大,炉衬表面存在较大的温度梯度。
这种温度梯度会导致炉衬不同部位产生热应力,从而造成炉衬破损。
1.2热膨胀系数差异高炉炉衬由多种材料构成,不同材料的热膨胀系数存在差异。
当高温下的炉衬受到热膨胀作用时,不同材料之间的热膨胀系数差异会导致破损。
1.3温度变化速率高炉的操作过程中,温度会发生剧烈变化,特别是在启停和突然冷却的情况下。
这种温度变化速率的快慢会引起炉衬的热应力,导致破损。
2.化学侵蚀引起的破损高炉冶炼过程中,存在各种物理和化学反应,这些反应会对炉衬造成化学侵蚀,进而引起破损。
2.1酸性物质侵蚀高炉冶炼产生的酸性气体如CO、H2S等,以及炉渣中的硅酸盐等物质,会对炉衬表面进行化学侵蚀。
酸性物质的侵蚀会导致炉衬表面的破损和腐蚀。
2.2渣浆侵蚀高炉冶炼过程中,铁水与炉渣接触形成渣浆,渣浆的流动和侵蚀会对炉衬表面产生冲击和摩擦力,导致破损。
2.3硫化物侵蚀高炉冶炼产生的硫化物如FeS等,会对炉衬进行化学侵蚀。
硫化物的侵蚀会引起炉衬表面的脱层和破损。
3.机械应力引起的破损除了热应力和化学侵蚀外,机械应力也是高炉炉衬破损的原因之一。
3.1冲击载荷高炉冶炼过程中,铁水的注入和喷吹、煤气喷吹等操作会产生冲击载荷。
这些冲击载荷会对炉衬表面造成机械应力,导致破损。
3.2振动和震荡高炉的运行过程中存在振动和震荡现象,尤其是在高炉顶部和煤气系统。
振动和震荡会对炉衬造成机械应力,引起破损。
4.预防措施为了降低高炉炉衬的破损,可以采取以下预防措施:4.1优化冶炼工艺通过优化高炉冶炼工艺,控制温度变化速率,减少温度梯度,降低热应力的产生。
电炉维修:中频炉炉衬损毁的原因及解决方案中频炉使用过程中,炉衬用的耐火材料的厚度只有70—110mm,内侧与高温金属液接触,外侧紧贴水冷线圈,耐火材料内外侧温差很大,处于相对单薄的断面和许多熔炼操作的强侵蚀性环境的使用条件下。
影响炉衬损毁的主要工艺条件包括:熔炼温度、脱气时间、一次脱气量、炉渣的化学成分和生产的钢(铁)种。
破坏炉衬的主要影响因素有:炉渣化学侵蚀、耐火材料结构剥落与热侵蚀。
图1、熔炼铸铁的炉衬被侵蚀情况图2、熔炼铸钢的炉衬被侵蚀情况1.中频炉的炉衬中频炉的炉衬通常是用各种规格粒度组成的耐火材料打结而制成(常用的耐火材料主要有镁质、石英质、铝质及复合材料四大类)。
其特点是:直接结合。
因而抗侵蚀性能高、力学强度高、抗热震性能良好。
图3、严格按打结工艺打结出的炉衬2、镁质炉衬材料的损毁机理以镁质耐火材料为例,阐述一下镁质材料的损毁机理:镁质材料损毁的主要表现是:流动钢液造成的热侵蚀和炉渣成分渗透进入材料中引起的化学侵蚀。
熔炼过程中溶液会通过耐火材料基体中的毛细孔道渗入到耐火材料基体内部侵蚀炉衬。
渗入到耐火材料基体内部的成分包括;渣中的CaO、SiO2、FeO; 钢液中的Fe、Si、Ai、Mn、C,甚至还包括金属蒸汽,CO气体等。
这些渗入成分沉积在耐火材料毛细孔道中,造成耐火材料工作面的物理化学性能与原耐火材料基体的不连续性,在操作温度急变下将出现裂纹、剥落和结构疏松,严格的说这个损毁过程比溶解损毁过程严重得多。
加入炉内的金属材料会带入各种不同的氧化物,不同材质、不同炉次的炉渣成份也不尽相同。
炉渣中存在的各种氧化物、碳化物、硫化物及各种形态的复合化合物,大部分都会和炉衬发生化学反应,生成不同熔点的新的化合物。
反应中生成的一些低熔点氧化物如铁橄榄石(FeOSiO2)、锰橄榄石(MnOSiO2)等熔点一般在1200℃左右范围内。
低熔点渣具有极好的流动性,可能会形成助熔剂作用,对炉衬产生剧烈的化学侵蚀,从而降低炉衬的使用寿命。
转炉炉衬结构 2009.02.25转炉耐火材料炉衬结构可以分成炉底、熔池、炉壁、炉帽、渣线、耳轴、炉口、出钢口、底吹供气砖几部分。
1.永久层永久层是从安全角度考虑设置的,很少出现损坏现象,在砌筑新的炉衬时,这一层是不需要拆除的。
永久层厚度一般为230mm左右,用烧结镁砖砌筑,需要指出的是,砌筑时应使用有较好粘接性的镁质火泥;砌筑后永久层有非常好的整体性,在以后反复拆除工作层时,永久层会保持较为完整。
2.综合砌炉在拆除使用后的炉衬时发现,损坏是由个别侵蚀严重的部位不能使用造成的,而其余相当多的部位虽然仍可以使用,可是为了砌筑新的炉衬而不得不废弃。
这就使人们提出一个综合砌炉、均衡炉衬的概念。
针对炉衬不同部位的侵蚀状态选择不同质量的炉衬砖。
渣线、耳轴区是转炉炉衬中使用条件最苛刻的部位,受到钢液、炉渣的冲刷、侵蚀以及炉内气体的冲刷作用,要求使用抗侵蚀性最好的砖砌筑。
炉帽区主要受炉内气体的冲刷作用,以及吹炼时炉渣的喷溅作用,这部分衬砖的主要问题是剥落和掉砖。
炉帽区的衬砖大都处于一种悬臂状态,加之炉体的经常摇动,反复的加料、出钢时的机械碰撞等原因造成了掉砖现象。
解决掉砖的方法有几种:①将这部分衬砖的外面包装铁皮,高温下铁皮熔结在一起,使炉帽区的衬砖整体性更好;②在铁皮的外侧焊接绞链并将绞链同炉壳连接在一起;③在砌筑炉帽区衬砖时,背部使用以树脂为结合剂的粘接泥料,使炉衬有更好的整体性。
炉壁区的衬砖,特别是装料侧的炉衬砖,受到钢水、炉渣的冲刷作用,要求具有较高的高温强度。
熔池和炉底的衬砖主要受到钢液的侵蚀,应具有很好的抗侵蚀性。
炉衬砖的长度为500~800mm,个别部位的砖长度在lm以上,这种砖有很大的生产难度,一般要用高吨位真空压砖机成型。
转炉炉衬砖都采用干砌法,不希望砌得过分紧密,甚至还在砖缝中夹一些纸板。
目前的衬砖大多是镁碳砖,或者泥砌一些含碳的镁白云石砖。
这些砖在高温下均有不同程度的膨胀,砌筑过分紧密会因为膨胀产生剪切应力,容易造成衬砖断裂,破坏炉衬的整体性。
从氧气转炉诞生之日起,转炉炉衬的耐火材料及其寿命,就是工程技术人员研究的重要课题之一。
最初的炉衬寿命只有一百多次,甚至几十次,是妨碍氧气转炉炼钢技术发展的主要障碍。
经过几十年的开发研究,现在的炉衬寿命已经达到了成千上万次,炉衬耐火材料的单位消耗降到了2~0.38kg/t钢,应该说已经达到了一种技术水平高、应用效果稳定的状态。
这主要受益于耐火材料新品种的开发,冶炼技术、造渣技术的进步,炼钢过程的稳定操作,溅渣护炉技术等。
第一节炉衬耐火材料损毁机理炉衬耐火材料的损毁机理与耐火材料的化学成分、矿物结构,炼钢工艺过程等一些十分复杂的因素有密切关系,因此要在理论上完全说清楚几乎是不可能的。
几十年来,人们对炼钢熔体与耐火材料之间的高温物理化学反应做过大量的研究,但是现在所能作出的结论,也还只是宏观的或是经验性的。
归纳起来炉衬损毁的原因大致分成四类:①机械冲击和磨损;②耐火材料高温溶解;③高温溶液渗透;④高温下气相挥发;其中以②,③两项被认为是最基本的损毁原因,所做的研究工作也最多。
转炉渣的成分主要为CaO,SiO2,FeO等,当炉渣碱度偏低时,对以CaO,MgO为主要成分的炉衬耐火材料侵蚀严重,炉衬寿命降低;相反,当炉渣碱度较高时,对炉衬的侵蚀则较轻微,炉衬寿命也相对有所提高。
这导致炼钢工艺中造渣技术的变革,采用轻烧白云石造渣,结果炉衬寿命有较大幅度的提高。
炉渣中含有氟离子、金属锰离子等时,或者熔池温度升高到l700℃以上,溶液的粘度会急骤下降,炉衬的损毁速度加快,寿命大幅度降低。
所以转炉钢水温度偏高,会使炉衬寿命相应降低。
溶液渗入耐火材料内部的成分包括:渣中的CaO、SiO2、FeO;钢液中的Fe、Si、Al、Mn、C,甚至还包括金属蒸气、CO气体等。
这些渗入成分沉集在耐火材料的毛细孔道中,造成耐火材料工作面的物理化学性能与原耐火材料基体的不连续性,在转炉操作的温度急变下,出现裂纹、剥落和结构疏松,严格地说这个损毁过程要比溶解损毁过程严重得多。
因此,要降低溶液对耐火材料的渗透,措施有:a.应降低炉衬耐火材料的气孔率和气孔的孔径;b.在耐火材料中加入与溶液不易润湿的材料,如石墨、碳素等;c.严格控制溶液的粘度,即控制冶炼强度、控制出钢温度等。
由炉衬材料的抗渣侵蚀性试验,可得出镁碳砖的渣浸蚀过程为:石墨氧化→方镁石相被渣中SiO2、Fe2O3侵蚀→反应生成的低熔物被熔失。
在含碳炉衬的耐火材料中,随着碳含量的增加抗渣侵蚀性会有提高,但不是碳含量越高越好,因为碳含量越高,氧化失碳后炉衬耐火材料的结构越疏松,使用效果会变差。
通过从大量的抗渣试验研究和转炉实际操作可以得出一些炉衬耐火材料抗侵蚀性的认识:(1)铁水成分对炉衬耐火材料寿命有显著影响,特别是硅、磷、硫的含量。
(2)转炉终点温度过高将导致炉衬寿命降低,特别是当终点温度在1700℃以上,每提高10℃,炉衬耐火材料的侵蚀速率都会有显著增加。
(3)提高炉渣碱度有利于降低炉渣对碱性耐火材料的侵蚀。
(4)提高渣中MgO含量,可以降低炉渣对炉衬耐火材料的侵蚀。
(5)提高渣中FeO含量会导致炉衬耐火材料侵蚀加剧。
(6)转炉吹炼初期,渣碱度比较低,对炉衬侵蚀严重,应采用白云石造渣,使渣中MgO含量接近饱和状态。
(7)萤石对炉衬也有侵蚀,因此应尽量降低萤石的加入量。
(8)白云石、镁白云石耐火材料中,MgO的抗渣侵蚀性要优于CaO,但是有CaO存在可以提高耐火材料的高温热塑性和抗渣渗透性。
(9)要求炉衬耐火材料的原料有较高的纯度,如镁白云石砂要求杂质总量SiO2+A12O3+FeO小于3%;其他如电熔镁砂、石墨等也有类似要求。
第二节转炉炉衬结构转炉耐火材料炉衬结构可以分成炉底、熔池、炉壁、炉帽、渣线、耳轴、炉口、出钢口、底吹供气砖几部分。
1.永久层永久层是从安全角度考虑设置的,很少出现损坏现象,在砌筑新的炉衬时,这一层是不需要拆除的。
永久层厚度一般为230mm左右,用烧结镁砖砌筑,需要指出的是,砌筑时应使用有较好粘接性的镁质火泥;砌筑后永久层有非常好的整体性,在以后反复拆除工作层时,永久层会保持较为完整。
2.综合砌炉在拆除使用后的炉衬时发现,损坏是由个别侵蚀严重的部位不能使用造成的,而其余相当多的部位虽然仍可以使用,可是为了砌筑新的炉衬而不得不废弃。
这就使人们提出一个综合砌炉、均衡炉衬的概念。
针对炉衬不同部位的侵蚀状态选择不同质量的炉衬砖。
渣线、耳轴区是转炉炉衬中使用条件最苛刻的部位,受到钢液、炉渣的冲刷、侵蚀以及炉内气体的冲刷作用,要求使用抗侵蚀性最好的砖砌筑。
炉帽区主要受炉内气体的冲刷作用,以及吹炼时炉渣的喷溅作用,这部分衬砖的主要问题是剥落和掉砖。
炉帽区的衬砖大都处于一种悬臂状态,加之炉体的经常摇动,反复的加料、出钢时的机械碰撞等原因造成了掉砖现象。
解决掉砖的方法有几种:①将这部分衬砖的外面包装铁皮,高温下铁皮熔结在一起,使炉帽区的衬砖整体性更好;②在铁皮的外侧焊接绞链并将绞链同炉壳连接在一起;③在砌筑炉帽区衬砖时,背部使用以树脂为结合剂的粘接泥料,使炉衬有更好的整体性。
炉壁区的衬砖,特别是装料侧的炉衬砖,受到钢水、炉渣的冲刷作用,要求具有较高的高温强度。
熔池和炉底的衬砖主要受到钢液的侵蚀,应具有很好的抗侵蚀性。
炉衬砖的长度为500~800mm,个别部位的砖长度在lm以上,这种砖有很大的生产难度,一般要用高吨位真空压砖机成型。
转炉炉衬砖都采用干砌法,不希望砌得过分紧密,甚至还在砖缝中夹一些纸板。
目前的衬砖大多是镁碳砖,或者泥砌一些含碳的镁白云石砖。
这些砖在高温下均有不同程度的膨胀,砌筑过分紧密会因为膨胀产生剪切应力,容易造成衬砖断裂,破坏炉衬的整体性。
综合砌炉,应根据不同厂家的具体情况,选择3~6个不同档次的砖种,分别砌筑在渣线、耳轴、炉壁、熔池等部位,以求获得最好的经济效益。
3.底吹供气砖在转炉炉衬中底吹供气砖是一个具有特殊地位的砖种。
在顶底复合吹炼中,底吹Ar,CO2,N2 就是通过这块砖吹入炉内的,严格地讲,底吹供气砖已经脱离了原有耐火砖的概念,而具有一定的功能特征。
因此,一般定义这类耐火材料为功能性耐火材料。
最初的底吹供气砖是单管式或狭缝式的,由于难于满足顶底复合吹炼工艺的要求,现在都已弃用,而改用技术更先进的直通孔式供气砖。
直通孔式供气砖是由不锈钢管埋设在镁碳质耐火材料中构成的,不锈钢管焊接在均压气室上。
不锈钢管内经1~2mm,外径2.0~2.5mm,一支供气砖需要埋设几十根不锈钢管。
直通孔式供气砖生产技术难度较大,以高纯电熔镁砂、高纯石墨、酚酣树脂结合剂为原料,添加高效抗氧化剂,用等静压机成型。
通过供气砖向炉内吹入CO2、N2、Ar,在钢水中形成大量气泡、搅动钢水,使供气砖及其周边的炉底衬砖受到严重冲刷和侵蚀。
尽管采用的是优质镁碳质耐火材料,但还是难以达到与整个炉衬同步损毁的目的。
因此,如果炉衬寿命在几千上万次时,中途则要更换供气砖。
技术水平要求高的供气砖则装有预警装置,当损耗达到一定程度后,会发出警报,提醒更换供气砖。
更换供气砖是连同一小块炉底衬砖一起更换。
在转炉钢壳外装置成一小块活动炉底,更换时拆下炉底,将损坏的供气砖连同周边的炉衬砖一起取下来,再将预先砌好的带有供气砖的小炉底装上去。
接缝处压入镁碳质压人料,更换即完成,更换约需7~8h。
一个新的炉衬当使用到l000~1200炉时,则需要更换供气砖了,新更换的供气砖可以使用500~700次:4.出钢口在转炉炉衬中,出钢口砖是另一个具有特殊意义的砖种。
大型转炉出钢口由于通钢量大,受到钢液的冲刷,使用条件十分苛刻,一般寿命都比较短,远远不能与炉衬同步使用,只有100 次左右。
所以要经常更换出钢口砖,每换一次约需2~4h。
出钢口砖从样式上分,可以分成整体式和分段组装式;从材质上分,可以分成镁碳质和烧成镁质。
目前认为镁碳质整体出钢口使用效果比较好,寿命长,更换方便。
这种砖是以高纯原料等静压机成型的。
第三节转炉炉衬耐火材料50年代氧气转炉初创时期,炉衬沿用了平炉、电炉使用的镁砖、沥青白云石砖;经过几次更新换代,炉衬寿命有了大幅度提高。
以下是几十年来曾经使用过以及目前正在使用的转炉炉衬耐火材料。
1.焦油白云石砖焦油白云石砖是我国应用时间最长,使用量最大的一种炉衬耐火材料。
将天然白云石和焦油混合配料,投入煅烧白云石砂,其理化指标为:Ca0 55%~60%,MgO 32%~36%、杂质总量(Si02+Fe203+A12O3)4%~7%,体积密度2.95~3.05g/cm3。
白云石砂预热300~600℃,加入结合剂焦油沥青混料,振动成型或机压成型,生产出焦油白云石炉衬砖。
这种砖的优点是生产成本低,但炉衬寿命也比较低,现在已很少使用。
2.二步料白云石砖用二步煅烧法生产白云石砂或镁白云石砂。
将天然白云石在900℃下轻烧,加水消化,细磨,同时加入轻烧MgO粉,调节MgO含量,压球或机压成坯,在1650℃以上煅烧成二步白云石砂或镁白云石砂。
同竖窑煅烧的白云石砂相比,杂质含量低,烧结程度好,抗水化性能优,制砖后炉衬寿命也较高。
3.镁白云石碳砖以优质白云石砂、镁白云石砂为基本原料,添加优质石墨,以焦油沥青或树脂为结合剂,机压成型生产炉衬砖。
由于添加石墨,这种砖的抗侵蚀性有大幅度提高。
4.镁碳砖以优质烧结镁砂、电熔镁砂为基本原料,添加优质石墨,以焦油沥青或树脂为结合剂混料,高吨位压砖机成型。
这是目前使用效果很好的炉衬砖。
5.抗氧化镁碳砖在生产镁碳砖的配料中,加入金属Al、Mg、Si粉,或Mg—Al、Al—Si合金粉,可以提高镁碳砖的抗氧化性和高温强度,它是价格最昂贵的炉衬砖。
6.油浸砖将成型后的炉衬砖,包裹在焦炭粉中或在还原气氛下,在600~900℃轻烧;轻烧后置于真空加压罐内浸渍焦油沥青。
经油浸处理的炉衬砖,气孔率降低、透气性降低,残碳量增加,高温强度提高。
相应抗侵蚀性提高,炉衬寿命也有所提高。
第四节转炉炉衬的修补转炉炉衬的修补是延长炉衬寿命、均衡炉衬损毁、降低生产成本的有力措施。
由于转炉操作的不稳定因素,炉衬某些部位会出现过早地损毁,这时修补就应该开始,而且这种修补要维持到炉衬寿命中止。
到炉衬使用的后期,修补量会不断增加,修补所用的时间也不断延长,已经影响到转炉的稳定操作,这时炉衬寿命就应该中止了。
在整个炉衬耐火材料消耗量中,修补耐火材料的用料量占l/3~1/2被认为是比较合理的修补量。
1.投补将投补料从炉口投入炉内,摇动炉体。
投补料在炉内余热的作用下,出现流动性并铺展在炉衬的蚀损部位。
投补料应具有以下工艺性能:1)投补料在转炉炉衬的余热温度下(800~1200℃)有很好的铺展性;2)投补料在铺展后能很快固化;3)固体后的投补料与原炉衬材料有较好的粘结性;4)投补料自身应有很好的抗侵蚀性。