转炉炉衬结构讲解
- 格式:doc
- 大小:91.01 KB
- 文档页数:17
转炉炉壳
张家口市宣化华冶冶金设备工程有限公司
邓瑞云
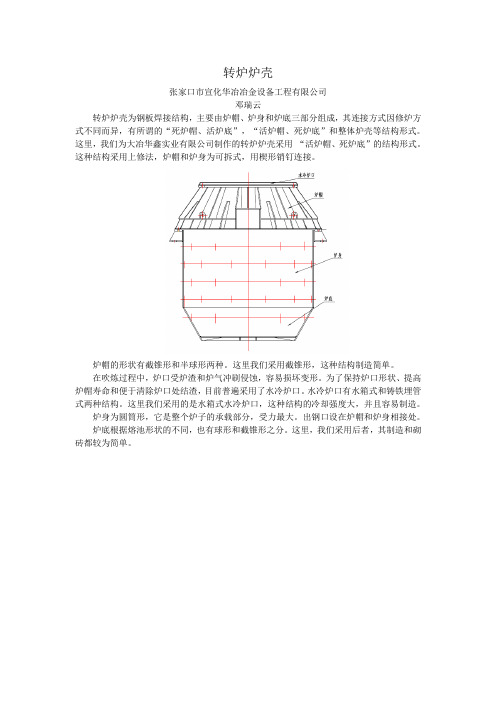
转炉炉壳为钢板焊接结构,主要由炉帽、炉身和炉底三部分组成,其连接方式因修炉方式不同而异,有所谓的“死炉帽、活炉底”,“活炉帽、死炉底”和整体炉壳等结构形式。
这里,我们为大冶华鑫实业有限公司制作的转炉炉壳采用“活炉帽、死炉底”的结构形式。
这种结构采用上修法,炉帽和炉身为可拆式,用楔形销钉连接。
炉帽的形状有截锥形和半球形两种。
这里我们采用截锥形,这种结构制造简单。
在吹炼过程中,炉口受炉渣和炉气冲刷侵蚀,容易损坏变形。
为了保持炉口形状、提高炉帽寿命和便于清除炉口处结渣,目前普遍采用了水冷炉口。
水冷炉口有水箱式和铸铁埋管式两种结构。
这里我们采用的是水箱式水冷炉口,这种结构的冷却强度大,并且容易制造。
炉身为圆筒形,它是整个炉子的承载部分,受力最大。
出钢口设在炉帽和炉身相接处。
炉底根据熔池形状的不同,也有球形和截锥形之分。
这里,我们采用后者,其制造和砌砖都较为简单。




180t 顶底复吹转炉设计一、转炉炉型设计原始条件: 炉子平均出钢量180t 。
金属收得率取92%,最大废钢比取20%,采用废钢矿石冷却,铁水采用P08低磷生铁{w (si )≤0.85%,w (p )≤0.2%,w (s )≤0.05%}1、熔池形状确定转炉炉型有筒球型、锥球型、截锥型,熔池形状选用截锥型。
为了满 足顶底复吹的要求,炉型趋于矮胖型,由于在炉底上要设置底吹喷嘴,炉底为平底,所以熔池为截锥形。
2、炉容比确定炉容比系指转炉有效容积t V 与公称容量T 之比值。
t V 系炉帽体积帽V 、炉身体积身V 、和容池体积c V 三个内腔容积之和。
由于顶底复吹转炉吹炼过程比较平稳,产生泡沫渣的量比顶吹转炉要少得多,喷溅较少,因此其炉容比比顶吹转炉小,但比底吹转炉要大。
根据冶炼条件取炉容比为0.95m 3/t 。
3、熔池尺寸的确定熔池是容纳金属并进行一系列复杂物理化学反应的过程,其主要尺寸有熔池 直径和熔池深度。
设计时,应根据装入量、供氧强度、喷嘴类型、冶金动力学条件以及炉衬蚀损的影响综合考虑。
截锥型熔池尺寸如图(1)所示:则其体积为: )(12h2112d Dd D V ++=π熔(1) 熔池直径D :熔池直径通常指熔池处于平静状态时金属液面的直径。
D=Kt G =1.63×15180=5.646m 式中G ——炉子公称容量,180t ;t ——平均每炉钢纯吹氧时间,取15分钟; K ——比例系数,根据炉子容量取1.63; (2)熔池深度h :根据经验,取D d 7.01== 3.952m其中熔池体积38.268.6180m GV c ===ρ故熔池深度: 20.574c V h D == 2646.5574.08.26⨯=1.465m校核26.0646.5465.1/==D h 符合要求 4、炉帽尺寸的确定(1)炉帽倾角θ:本计算中取θ=65度(2)炉口直径d :炉口直径为熔池直径的43~53%,本计算中取48%则 d=48%D=0.48×5.646=2.710m(3)炉帽高度H 帽:炉帽高度是截椎体高度与炉口直线段高度值和。
转炉设计(2)1 转炉炉型选型设计及相关参数计算1转炉炉型设计1.1.1 炉型选择氧⽓顶底复吹转炉是20世纪70年代中、后期,开始研究的⼀项新炼钢⼯艺。
其优越性在于炉⼦的⾼宽⽐略⼩于顶吹转炉却⼜⼤于底吹转炉,略呈矮胖型;炉底⼀般为平底,以便设置底部喷⼝。
综合以上特点选⽤转炉炉型为锥球型(适⽤于中⼩型转炉见图1-1)。
图1-1 常见转炉炉型(a)筒球型;(b)锥球型;(c)截锥型1.1.2 主要参数的确定本设计选⽤氧⽓顶吹转炉(公称容量50t)。
(1) 炉容⽐炉容⽐系指转炉有效容积与公称容量之⽐值。
转炉炉容⽐主要与供氧强度有关,与炉容量关系不⼤。
从⽬前实际情况来看,转炉炉容⽐⼀般取0.9~1.05m3/t。
本设计取炉容⽐为1.05m3/t。
(2) ⾼径⽐转炉⾼径⽐,通常取1.35~1.65。
⼩炉⼦取上限,⼤炉⼦取下限。
本设计取⾼径⽐:1.40。
(3) 熔池直径D 可按以下经验公式确定:tG KD = (1-1)式中 D ——熔池直径,m ;G ——新炉⾦属装⼊量,t ,可取公称容量; K ——系数,参见表1-1;t ——平均每炉钢纯吹氧时间,min ,参见表1-2。
表1-1 系数K 的推荐值注:括号内数系吹氧时间参考值。
设计中转炉的公称容量为50t ,取K 为1.85,t 取15min 。
可得:38.3155085.1==D m(4) 熔池深度h锥球型熔池倒锥度⼀般为12°~30°,当球缺体半径R=1.1D 时,球缺体⾼h1=0.09D 的设计较多。
熔池体积和熔池直径D 及熔池深度h 有如下的关系:23665.0033.0DD V h +=池 (1-2)由池V G 1ρ=可得:09.705.7501===ρGV 池(m 3)将池V 代⼊式(7-2)得:98.038.3665.038.3033.009.7665.0033.02323=??+=+=DD V h 池(m)(5) 炉⾝⾼度⾝H转炉炉帽以下,熔池⾯以上的圆柱体部分称为炉⾝。
标准转炉炉型
标准转炉炉型主要根据金属熔池的形状进行分类,包括筒球型、锥球型和截锥型三种。
其中,筒球型炉型由一个球缺体和一个圆筒体组成,具有炉型形状简单,砌筑方便,炉壳制造容易等优点。
熔池内型比较接近金属液循环流动的轨迹,在熔池直径足够大时,能保证在较大的供氧强度下吹炼而喷溅最小,也能保证有足够的熔池深度,使炉衬有较高的寿命。
大型转炉多采用这种炉型。
锥球型和截锥型炉型也各有其特点,但具体的形状和优缺点可能会因不同的设计和应用而有所差异。
此外,炉型的炉衬一般由工作层、填充层和永久层所构成。
工作层是指直接与液体金属、熔渣和炉气接触的内层炉衬,它要经受钢、渣的冲刷、熔渣的化学侵蚀、高温和温度急变、物料冲击等一系列作用。
要求工作层在高温下有足够的强度,一定的化学稳定性和耐急冷急热等性能。
永久层紧贴炉壳钢板,在修炉时一般不拆除,其主要作用是保护炉壳钢板,该层通常用镁砖砌成。
请注意,这里提供的信息是一般性的,具体的炉型设计和选择可能会根据实际的炼钢需求和条件进行变化。
在实际应用中,还需要考虑炉型的适应性、耐久性、经济性以及环保性等多方面因素。
转炉系统机械设备转炉设备主要包括转炉本体设备、汽化冷却系统、“OG”系统、转炉二次除尘系统、煤气回收系统及其它设备。
该部分主要介绍转炉本体设备及其相关的周围辅助设备。
第一节转炉本体设备转炉本体设备主要由四部分组成:炉壳、托圈、支撑装置和倾动系统。
下面分别给予介绍。
设备性能及参数炉壳内径46810mm炉壳高度9125mm炉口法兰板厚100mm炉壳上部圆锥段板厚60mm炉身圆柱段板厚70 mm炉底部分板厚60 mm托圈内径47410mm托圈(在耳轴方向)总宽度13500 mm托圈断面高度2100 mm托圈断面宽度800 mm托圈与炉壳之间的间隙245 mm倾动装置型式全悬挂四点啮合柔性传动倾动装置总速比73.48X7.118=523,031倾动电机总功率(4台交流变频电机)132X4=528 kW设备重量约500t 一、炉壳炉壳主要由炉口、上下部圆锥段、圆柱炉身段及锥柱间、锥球间均匀过渡用的园环段和球形炉底等部分组成。
炉口由4块(2#、3#转炉炉口为6块)内埋蛇形管冷却的耐热球墨铸铁扇形段拼装而成,易于更换。
上部圆锥段的顶部焊有加筋法兰,供固定炉口扇形段用。
上部圆锥段外表面半割管(2#、3#转炉为角钢)焊接成冷却水循环通道。
在出钢口上下焊有两圈法兰,中间联有立筋,用于安装炉体支撑装置。
二、托圈托圈为焊接箱形结构,其内部通循环水冷却。
耳轴为空心,以容纳供托圈冷却水、炉口冷却水、炉帽冷却水及转炉底吹供气管道。
设备重量约为222.7吨。
托圈的前后共有12个通气孔,托圈同炉壳的间隙为225mm。
托圈耳轴同大齿轮的联接靠切向键,配合为间隙配合,①950e7。
托圈焊接部分材质为16乂的耳轴材质为20MnMoNb。
两侧的轴承座分别称作驱动端轴承座和非驱动端轴承座,驱动端轴承座为固定式,非驱动端为铰支结构,以缓解托圈热胀冷缩及在重力作用下的变形。
轴承的型号为240/1060 CAF/W33 (SKF)。
轴承的润滑为稀油润滑(2#、3#转炉为干油润滑)。
转炉炉衬结构 2009.02.25转炉耐火材料炉衬结构可以分成炉底、熔池、炉壁、炉帽、渣线、耳轴、炉口、出钢口、底吹供气砖几部分。
1.永久层永久层是从安全角度考虑设置的,很少出现损坏现象,在砌筑新的炉衬时,这一层是不需要拆除的。
永久层厚度一般为230mm左右,用烧结镁砖砌筑,需要指出的是,砌筑时应使用有较好粘接性的镁质火泥;砌筑后永久层有非常好的整体性,在以后反复拆除工作层时,永久层会保持较为完整。
2.综合砌炉在拆除使用后的炉衬时发现,损坏是由个别侵蚀严重的部位不能使用造成的,而其余相当多的部位虽然仍可以使用,可是为了砌筑新的炉衬而不得不废弃。
这就使人们提出一个综合砌炉、均衡炉衬的概念。
针对炉衬不同部位的侵蚀状态选择不同质量的炉衬砖。
渣线、耳轴区是转炉炉衬中使用条件最苛刻的部位,受到钢液、炉渣的冲刷、侵蚀以及炉内气体的冲刷作用,要求使用抗侵蚀性最好的砖砌筑。
炉帽区主要受炉内气体的冲刷作用,以及吹炼时炉渣的喷溅作用,这部分衬砖的主要问题是剥落和掉砖。
炉帽区的衬砖大都处于一种悬臂状态,加之炉体的经常摇动,反复的加料、出钢时的机械碰撞等原因造成了掉砖现象。
解决掉砖的方法有几种:①将这部分衬砖的外面包装铁皮,高温下铁皮熔结在一起,使炉帽区的衬砖整体性更好;②在铁皮的外侧焊接绞链并将绞链同炉壳连接在一起;③在砌筑炉帽区衬砖时,背部使用以树脂为结合剂的粘接泥料,使炉衬有更好的整体性。
炉壁区的衬砖,特别是装料侧的炉衬砖,受到钢水、炉渣的冲刷作用,要求具有较高的高温强度。
熔池和炉底的衬砖主要受到钢液的侵蚀,应具有很好的抗侵蚀性。
炉衬砖的长度为500~800mm,个别部位的砖长度在lm以上,这种砖有很大的生产难度,一般要用高吨位真空压砖机成型。
转炉炉衬砖都采用干砌法,不希望砌得过分紧密,甚至还在砖缝中夹一些纸板。
目前的衬砖大多是镁碳砖,或者泥砌一些含碳的镁白云石砖。
这些砖在高温下均有不同程度的膨胀,砌筑过分紧密会因为膨胀产生剪切应力,容易造成衬砖断裂,破坏炉衬的整体性。
综合砌炉,应根据不同厂家的具体情况,选择3~6个不同档次的砖种,分别砌筑在渣线、耳轴、炉壁、熔池等部位,以求获得最好的经济效益。
3.底吹供气砖在转炉炉衬中底吹供气砖是一个具有特殊地位的砖种。
在顶底复合吹炼中,底吹Ar,CO2,N2就是通过这块砖吹入炉内的,严格地讲,底吹供气砖已经脱离了原有耐火砖的概念,而具有一定的功能特征。
因此,一般定义这类耐火材料为功能性耐火材料。
最初的底吹供气砖是单管式或狭缝式的,由于难于满足顶底复合吹炼工艺的要求,现在都已弃用,而改用技术更先进的直通孔式供气砖。
直通孔式供气砖是由不锈钢管埋设在镁碳质耐火材料中构成的,不锈钢管焊接在均压气室上。
不锈钢管内经1~2mm,外径2.0~2.5mm,一支供气砖需要埋设几十根不锈钢管。
直通孔式供气砖生产技术难度较大,以高纯电熔镁砂、高纯石墨、酚酣树脂结合剂为原料,添加高效抗氧化剂,用等静压机成型。
通过供气砖向炉内吹入CO2、N2、Ar,在钢水中形成大量气泡、搅动钢水,使供气砖及其周边的炉底衬砖受到严重冲刷和侵蚀。
尽管采用的是优质镁碳质耐火材料,但还是难以达到与整个炉衬同步损毁的目的。
因此,如果炉衬寿命在几千上万次时,中途则要更换供气砖。
技术水平要求高的供气砖则装有预警装置,当损耗达到一定程度后,会发出警报,提醒更换供气砖。
更换供气砖是连同一小块炉底衬砖一起更换。
在转炉钢壳外装置成一小块活动炉底,更换时拆下炉底,将损坏的供气砖连同周边的炉衬砖一起取下来,再将预先砌好的带有供气砖的小炉底装上去。
接缝处压入镁碳质压人料,更换即完成,更换约需7~8h。
一个新的炉衬当使用到l000~1200炉时,则需要更换供气砖了,新更换的供气砖可以使用500~700次:4.出钢口在转炉炉衬中,出钢口砖是另一个具有特殊意义的砖种。
大型转炉出钢口由于通钢量大,受到钢液的冲刷,使用条件十分苛刻,一般寿命都比较短,远远不能与炉衬同步使用,只有100 次左右。
所以要经常更换出钢口砖,每换一次约需2~4h。
出钢口砖从样式上分,可以分成整体式和分段组装式;从材质上分,可以分成镁碳质和烧成镁质。
目前认为镁碳质整体出钢口使用效果比较好,寿命长,更换方便。
这种砖是以高纯原料等静压机成型的。
转炉炉衬结构及损毁机理(2008-09-26 15:17:24)标签:转炉炉衬结构损毁机理分类:耐火材料科普转炉炉衬结构及损毁机理转炉炉衬耐火材料及炉衬的修补溅渣护炉的技术特点及其操作从氧气转炉诞生之日起,转炉炉衬的耐火材料及其寿命,就是工程技术人员研究的重要课题之一。
最初的炉衬寿命只有一百多次,甚至几十次,是妨碍氧气转炉炼钢技术发展的主要障碍。
经过几十年的开发研究,现在的炉衬寿命已经达到了成千上万次,炉衬耐火材料的单位消耗降到了2~0.38kg/t钢,应该说已经达到了一种技术水平高、应用效果稳定的状态。
这主要受益于耐火材料新品种的开发,冶炼技术、造渣技术的进步,炼钢过程的稳定操作,溅渣护炉技术等。
第一节炉衬耐火材料损毁机理炉衬耐火材料的损毁机理与耐火材料的化学成分、矿物结构,炼钢工艺过程等一些十分复杂的因素有密切关系,因此要在理论上完全说清楚几乎是不可能的。
几十年来,人们对炼钢熔体与耐火材料之间的高温物理化学反应做过大量的研究,但是现在所能作出的结论,也还只是宏观的或是经验性的。
归纳起来炉衬损毁的原因大致分成四类:①机械冲击和磨损;②耐火材料高温溶解;③高温溶液渗透;④高温下气相挥发;其中以②,③两项被认为是最基本的损毁原因,所做的研究工作也最多。
转炉渣的成分主要为CaO,SiO2,FeO等,当炉渣碱度偏低时,对以CaO,MgO为主要成分的炉衬耐火材料侵蚀严重,炉衬寿命降低;相反,当炉渣碱度较高时,对炉衬的侵蚀则较轻微,炉衬寿命也相对有所提高。
这导致炼钢工艺中造渣技术的变革,采用轻烧白云石造渣,结果炉衬寿命有较大幅度的提高。
炉渣中含有氟离子、金属锰离子等时,或者熔池温度升高到l700℃以上,溶液的粘度会急骤下降,炉衬的损毁速度加快,寿命大幅度降低。
所以转炉钢水温度偏高,会使炉衬寿命相应降低。
溶液渗入耐火材料内部的成分包括:渣中的CaO、SiO2、FeO;钢液中的Fe、Si、Al、Mn、C,甚至还包括金属蒸气、CO气体等。
这些渗入成分沉集在耐火材料的毛细孔道中,造成耐火材料工作面的物理化学性能与原耐火材料基体的不连续性,在转炉操作的温度急变下,出现裂纹、剥落和结构疏松,严格地说这个损毁过程要比溶解损毁过程严重得多。
因此,要降低溶液对耐火材料的渗透,措施有:a.应降低炉衬耐火材料的气孔率和气孔的孔径;b.在耐火材料中加入与溶液不易润湿的材料,如石墨、碳素等;c.严格控制溶液的粘度,即控制冶炼强度、控制出钢温度等。
由炉衬材料的抗渣侵蚀性试验,可得出镁碳砖的渣浸蚀过程为:石墨氧化→方镁石相被渣中SiO2、Fe2O3侵蚀→反应生成的低熔物被熔失。
在含碳炉衬的耐火材料中,随着碳含量的增加抗渣侵蚀性会有提高,但不是碳含量越高越好,因为碳含量越高,氧化失碳后炉衬耐火材料的结构越疏松,使用效果会变差。
通过从大量的抗渣试验研究和转炉实际操作可以得出一些炉衬耐火材料抗侵蚀性的认识:(1)铁水成分对炉衬耐火材料寿命有显著影响,特别是硅、磷、硫的含量。
(2)转炉终点温度过高将导致炉衬寿命降低,特别是当终点温度在1700℃以上,每提高10℃,炉衬耐火材料的侵蚀速率都会有显著增加。
(3)提高炉渣碱度有利于降低炉渣对碱性耐火材料的侵蚀。
(4)提高渣中MgO含量,可以降低炉渣对炉衬耐火材料的侵蚀。
(5)提高渣中FeO含量会导致炉衬耐火材料侵蚀加剧。
(6)转炉吹炼初期,渣碱度比较低,对炉衬侵蚀严重,应采用白云石造渣,使渣中MgO含量接近饱和状态。
(7)萤石对炉衬也有侵蚀,因此应尽量降低萤石的加入量。
(8)白云石、镁白云石耐火材料中,MgO的抗渣侵蚀性要优于CaO,但是有CaO存在可以提高耐火材料的高温热塑性和抗渣渗透性。
(9)要求炉衬耐火材料的原料有较高的纯度,如镁白云石砂要求杂质总量SiO2+A12O3+FeO小于3%;其他如电熔镁砂、石墨等也有类似要求。
第二节转炉炉衬结构转炉耐火材料炉衬结构可以分成炉底、熔池、炉壁、炉帽、渣线、耳轴、炉口、出钢口、底吹供气砖几部分。
1.永久层永久层是从安全角度考虑设置的,很少出现损坏现象,在砌筑新的炉衬时,这一层是不需要拆除的。
永久层厚度一般为230mm左右,用烧结镁砖砌筑,需要指出的是,砌筑时应使用有较好粘接性的镁质火泥;砌筑后永久层有非常好的整体性,在以后反复拆除工作层时,永久层会保持较为完整。
2.综合砌炉在拆除使用后的炉衬时发现,损坏是由个别侵蚀严重的部位不能使用造成的,而其余相当多的部位虽然仍可以使用,可是为了砌筑新的炉衬而不得不废弃。
这就使人们提出一个综合砌炉、均衡炉衬的概念。
针对炉衬不同部位的侵蚀状态选择不同质量的炉衬砖。
渣线、耳轴区是转炉炉衬中使用条件最苛刻的部位,受到钢液、炉渣的冲刷、侵蚀以及炉内气体的冲刷作用,要求使用抗侵蚀性最好的砖砌筑。
炉帽区主要受炉内气体的冲刷作用,以及吹炼时炉渣的喷溅作用,这部分衬砖的主要问题是剥落和掉砖。
炉帽区的衬砖大都处于一种悬臂状态,加之炉体的经常摇动,反复的加料、出钢时的机械碰撞等原因造成了掉砖现象。
解决掉砖的方法有几种:①将这部分衬砖的外面包装铁皮,高温下铁皮熔结在一起,使炉帽区的衬砖整体性更好;②在铁皮的外侧焊接绞链并将绞链同炉壳连接在一起;③在砌筑炉帽区衬砖时,背部使用以树脂为结合剂的粘接泥料,使炉衬有更好的整体性。
炉壁区的衬砖,特别是装料侧的炉衬砖,受到钢水、炉渣的冲刷作用,要求具有较高的高温强度。
熔池和炉底的衬砖主要受到钢液的侵蚀,应具有很好的抗侵蚀性。
炉衬砖的长度为500~800mm,个别部位的砖长度在lm以上,这种砖有很大的生产难度,一般要用高吨位真空压砖机成型。
转炉炉衬砖都采用干砌法,不希望砌得过分紧密,甚至还在砖缝中夹一些纸板。
目前的衬砖大多是镁碳砖,或者泥砌一些含碳的镁白云石砖。
这些砖在高温下均有不同程度的膨胀,砌筑过分紧密会因为膨胀产生剪切应力,容易造成衬砖断裂,破坏炉衬的整体性。
综合砌炉,应根据不同厂家的具体情况,选择3~6个不同档次的砖种,分别砌筑在渣线、耳轴、炉壁、熔池等部位,以求获得最好的经济效益。
3.底吹供气砖在转炉炉衬中底吹供气砖是一个具有特殊地位的砖种。
在顶底复合吹炼中,底吹Ar,CO2,N2 就是通过这块砖吹入炉内的,严格地讲,底吹供气砖已经脱离了原有耐火砖的概念,而具有一定的功能特征。
因此,一般定义这类耐火材料为功能性耐火材料。
最初的底吹供气砖是单管式或狭缝式的,由于难于满足顶底复合吹炼工艺的要求,现在都已弃用,而改用技术更先进的直通孔式供气砖。