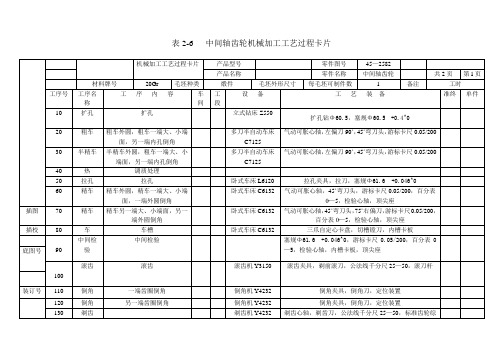
表2-6 中间轴齿轮机械加工工艺过程卡片
- 格式:doc
- 大小:62.00 KB
- 文档页数:2



2012届毕业设计(论文)中间轴齿轮的加工工艺及及车床夹具设计系、部:机械工程学院学生姓名:刘伟指导教师:隆文革职称:副教授专业:机械制造与自动化班级:机制0901 班学号:09200230117号2012年5月摘要在机械设计中,采用各种机械加工方法将毛坯加工成零件,再将这些零件装配成机器。
其中使各种材料、半成品成为产品的方法和过程,则称为工艺。
本次毕业设计的课题是中间轴齿轮加工工艺,主要内容如下:首先,进行零件的分析,主要是零件作用的分析和工艺分析。
根据零件图提出的加工要求,确定毛坯的制造形式和尺寸的确定。
第二步,进行基面的选择,确定加工过程中的粗基准和精基准。
根据选好的基准,制订两种以上的工艺路线,通过工艺方案的比较与分析,再选择可以使零件的几何形状、尺寸精度及位置精度等技术要求得到合理的保证的一种工序。
第三步,根据已经选定的工序路线,确定每一步的切削用量及基本工时,并选择合适的机床和刀具。
对于粗加工,还要校核机床功率。
提出设计问题,再选择定位基准,然后开始切削力、夹紧力的计算和定位误差的分析。
然后把设计的过程整理为图纸。
通过以上的概述,整个设计基本完成。
目录1.设计任务 (4)2.零件图分析 (5)2.1、零件的功用 (5)2.2、零件功用分析 (5)3.确定毛坯 (6)3.1、确定毛坯制造方法 (6)3.2、确定总余量 (6)3.3、绘制毛坯图 (7)4.制定零件工艺规程 (8)4.1、选择表面加工方法 (8)4.2、选择定位基准 (12)4.3、拟定零件加工工艺路线 (12)4.4、选择各工序所用机床、夹具、刀具、量具和辅具 (13)4.5、填写工艺过程卡片 (16)4.6、机械加工工序设计 (17)4.7、机械加工工序设计(续) (21)5.夹具设计 (30)5.1、功能分析与夹具总体结构设计 (30)5.2、夹具设计计算 (30)5.3、夹具制造与操作说明 (32)6.小结 (33)参考文献 (34)致谢 (35)1、设计任务"中间轴齿轮"零件(图1)机械加工工艺规程及某一重要工序的夹具。

机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片1.定义2.主要内容(1)工艺路线:根据零件的图纸和技术要求,详细描述每个工序的顺序和前后关系等。
工艺路线应尽可能简洁明了、便于操作。
(2)加工方法:具体记录每个工序的加工方法和过程,包括机床、刀具、切削速度、进给量、切削液等。
(3)工具、工装和夹具:详细描述每个工序所需的工具、工装和夹具等。
这些工具应当符合零件的加工要求,能够确保加工精度和质量。
(4)工序检查:指导加工者进行每一道工序的自检和互检工作,以确保加工质量。
3.作用(1)提供工艺指导:工艺过程卡片详细描述了零件加工的每个步骤和要求,能够为操作人员提供明确的工艺指导,确保加工过程的准确和高效。
(2)记录加工信息:工艺过程卡片记录了每个工序的加工方法、设备和工具等信息,方便工艺工程师对加工过程进行评估和改进。
(3)保证加工质量:通过工艺过程卡片的指导,加工人员可以按照规定的工序严格执行加工要求,确保加工质量达到或超过技术要求。
二、工序卡片1.定义工序卡片是机械加工过程中用于记录和指导每个工序操作要求和指导要点的文件。
它是机械加工工艺文件系统中的一部分,也是机械加工生产过程中必不可少的文件。
2.主要内容工序卡片主要包括以下内容:(1)工序名称:准确描述该工序的名称和编号。
(2)操作要点:详细描述该工序的操作要点,包括操作方法、操作顺序、操作规范等。
(3)质量要求:规定该工序的质量要求和检查方法,确保加工质量达到技术要求。
(4)安全注意事项:记录该工序的操作安全要求和注意事项,保证操作人员的安全。
3.作用工序卡片的作用主要体现在以下几个方面:(1)提供操作指导:工序卡片详细描述了每个工序的操作要点和操作顺序,提供了明确的操作指导,帮助操作人员正确完成每个工序。
(2)规范操作流程:通过规定每个工序的操作要点和质量要求,工序卡片能够规范操作流程,保证每个工序的一致性和高效性。
(3)保证操作安全:工序卡片记录了每个工序的操作安全要求和注意事项,能够提醒和强调操作人员的安全注意事项,保证操作人员的安全。
机械加工工序卡产品名称产品图号第 1 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号1 铸造HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铸造毛坯2 清沙,去浇注口编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 3 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号3 扩孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215 1夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 轮辐孔扩至Φ30mm扩孔刀89 5.6 0.6 1 12 扩中心孔至Φ58mm扩孔刀97 6.3 0.8 1 1标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 4 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号4 拉孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数拉床L YK6115夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 拉中心孔至Φ60mm拉刀15 0.32 1标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 5 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号5 粗车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗车齿端侧面至60mm90°车刀250 70 0 10 12 粗车外圆至Φ277mm90°车刀300 80 0.5 2 23 粗车轮辐版侧面至15mm,并倒R8圆角90°车刀300 80 0.5 2 24 粗车中心孔端面至100mm,并倒C2直角90°车刀300 80 0.5 2 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 6 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号6 半精车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件Φ280x80 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 半精车外圆至Φ276mm,并倒角YT15车刀600 150 0.3 0.2 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第7 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号7 滚齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数齿轮滚床 YK38夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 滚齿m=3mm,z=90,α=20°滚齿刀50 2.5 1.5 1 3编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第8 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号8 插HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数插床夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 插键槽18+0.020插刀100 10 1 1 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第12 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号12 倒角HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数珩齿机YK5714夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm进给次数机动辅助1 珩齿至图纸要求珩刀300 10 0.2 0.05 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第11 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号11 磨孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 推中心孔至精度要求推刀600 0.01 1 1 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第10 页零件名称圆柱齿轮零件图号共11 页车间工序号工序名称材料牌号10 磨齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数剃齿机YW A4332夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件机械加工工序卡产品名称产品图号第13 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号13 检验HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 按图样检查各部分精度专用量具编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)。