PU胶黏剂助力汽车轻量化发展
- 格式:pdf
- 大小:100.22 KB
- 文档页数:1

聚氨酯发泡技术汽车应用发展趋势探讨【摘要】摘要:本文主要探讨了聚氨酯发泡技术在汽车制造中的应用及发展趋势。
首先介绍了背景和研究目的,指出了研究的重要意义。
接着分析了聚氨酯发泡技术在汽车制造中的现状及影响因素,阐述了其在汽车轻量化和内饰设计中的优势。
最后探讨了聚氨酯发泡技术在汽车结构件制造中的发展趋势。
通过对这些内容的论证,得出结论认为聚氨酯发泡技术将持续推动汽车制造领域发展,提升汽车轻量化和设计水平,为汽车行业带来新的发展机遇。
本研究对于推动汽车制造技术的进步以及提升汽车产品竞争力具有重要意义。
【关键词】关键词:聚氨酯发泡技术、汽车应用、发展趋势、汽车制造、轻量化、内饰设计、结构件制造、新发展机遇1. 引言1.1 背景介绍聚氨酯是一种多功能的聚合物材料,具有优异的物理性能和化学性能,广泛应用于建筑、汽车、家具等领域。
聚氨酯发泡技术是将聚氨酯预聚体与发泡剂在一定条件下反应膨胀形成泡沫材料的工艺技术,可以制备轻质、高强度、优良保温性能的制品。
在汽车制造中,聚氨酯发泡技术被广泛应用于车身零部件、内饰件、座椅、车门等方面,获得了良好的效果。
随着汽车轻量化和节能环保的趋势,聚氨酯发泡技术在汽车制造中的应用前景也愈发看好。
通过对聚氨酯发泡技术在汽车制造中的应用现状进行深入研究和探讨,可以为汽车制造业的发展提供重要的参考和借鉴。
1.2 研究目的研究目的是通过深入探讨聚氨酯发泡技术在汽车应用中的发展趋势,分析其在汽车制造领域的应用现状和优势,探讨影响其应用的因素,以及在汽车轻量化、内饰设计和结构件制造方面的具体应用,从而为汽车制造行业提供更多的发展机遇和创新可能性。
本研究旨在通过对聚氨酯发泡技术的深入了解和分析,为汽车制造企业和研发机构提供参考和指导,推动聚氨酯发泡技术在汽车行业的广泛应用,并为实现汽车制造领域的技术升级和产业升级做出贡献。
通过对发展趋势的探讨和结论的总结,本研究旨在为汽车制造行业的未来发展提供有益的思路和建议,促进汽车制造技术的不断创新和进步,推动汽车产业的可持续发展。
中国汽车用聚氨酯发展方向黄茂松,贾润萍<上海应用技术学院材料科学与项目学院,上海 200235)一、汽车工业用材料的未来发展方向“十二五”期间,我国汽车工业超高速发展,产销量跃居世界第一。
来自中国汽车工业协会统计显示,2018年我国生产汽车1826.7万辆,比2005年增长22%,销售汽车1806.9万辆,比2005年增长213.7%。
按照汽车“十二五”规划,到2018年将形成2500万辆产能。
从目前各企业已透露出的产能规模到2018年,我国汽车实际产能将达到5300万辆。
我国汽车工业未来发展将由追求产能产量和规模,将逐渐转变为更加注重质量和水平。
轻量化、绿色环保、舒适安全,将成为我国汽车用材料未来发展的三大主题。
据有关资料统计,目前我国一辆轿车,PU平均用量为15~20 kg。
2018年我国汽车工业PU消费量30万t左右。
PU材料在轿车上应用,是衡量轿车质量一个重要标志之一。
欧美高档轿车,PU用量25~30 kg。
2009年我国PU产品消费量达550万t,2018年消费量达640万t。
2009年消费MDI 100万t,TDI 143万t,聚醚多元醇135万t,我国PU产业快速发展。
为我国汽车工业高速发展创造了必要条件。
汽车工业用的PU材料制品,主要包括软质、硬质、半硬质、泡沫塑料、PU弹性体<含CPU、TPU微孔弹性体)、胶粘剂、密封剂和涂料等<见表1)。
二、PU是实现汽车材料轻量化的关键材料PU泡沫在汽车内饰件上的应用:2018年我国汽车内饰件PU软泡用量为15.2万t,PU硬泡用量为6.7万t。
主要用于汽车仪表盘、座垫、靠背、头枕、车门、扶手、方向盘总成、汽车顶棚、门内板和密封件等部位。
降低PU泡沫密度是实现汽车内饰件轻量化的一条重要技术途径。
目前国内主要采取的技术途径:采用高固含量、低粘度POP<接枝聚醚)和高官能度、高活性聚醚等技术途径。
RIM<反应注射成型)、RRIM<增强反应注射成型)和SRIM<结构型反应注射成型)PU制品在汽车实现轻量化上的应用:RIM、RRIM和SRIM在欧美表1汽车聚氨酯制品一览表汽车工业上已得到广泛应用,主要用于保险杠、方向盘、车身壁板、发动机罩、行李箱盖、散热器格栅、档泥板、扰流板等。
10 环球聚氨酯网汽
车
AUTOMOBILE
新闻 News
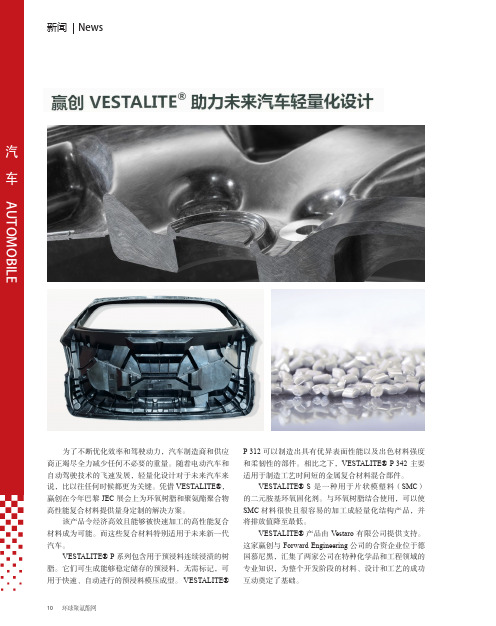
赢创 VESTALITE ®助力未来汽车轻量化设计为了不断优化效率和驾驶动力,汽车制造商和供应
商正竭尽全力减少任何不必要的重量。
随着电动汽车和
自动驾驶技术的飞速发展,轻量化设计对于未来汽车来
说,比以往任何时候都更为关键。
凭借 VESTALITE®,
赢创在今年巴黎 JEC 展会上为环氧树脂和聚氨酯聚合物
高性能复合材料提供量身定制的解决方案。
该产品令经济高效且能够被快速加工的高性能复合
材料成为可能。
而这些复合材料特别适用于未来新一代
汽车。
VESTALITE® P 系列包含用于预浸料连续浸渍的树
脂。
它们可生成能够稳定储存的预浸料,无需标记,可
用于快速、自动进行的预浸料模压成型。
VESTALITE® P 312可以制造出具有优异表面性能以及出色材料强度和柔韧性的部件。
相比之下,VESTALITE® P 342 主要适用于制造工艺时间短的金属复合材料混合部件。
VESTALITE® S 是一种用于片状模塑料(SMC )的二元胺基环氧固化剂。
与环氧树脂结合使用,可以使 SMC 材料很快且很容易的加工成轻量化结构产品,并将排放值降至最低。
VESTALITE®产品由 Vestaro
有限公司提供支持。
这家赢创与
Forward Engineering 公司的合资企业位于德国慕尼黑,汇集了两家公司在特种化学品和工程领域的专业知识,为整个开发阶段的材料、设计和工艺的成功互动奠定了基础。

本文摘自再生资源回收-变宝网()PU塑料在汽车上的应用汽车用胶粘剂/密封胶按应用部位分类,可分为汽车车身用胶、汽车内饰用胶、汽车发动机底盘用胶、汽车零部件用胶、汽车制造工艺用胶五大类。
预计到2020年,我国汽车工业对各种类型粘接、密封材料的总需求量将超过10万吨,其中聚氨酯胶剂是最主要的胶种,而目近几年,我国聚氨酯胶粘剂年需求量以平均30%的速度增长。
汽车用聚氨酯胶粘剂的常用品种及应用(1)汽车用PU胶粘剂的优点①在-40~+100℃内有良好的粘接性能;②由于韧性好,特别是低温韧性好,具有优良的耐冲击振动性,使用寿命长;③由于含有大量极性基团和活性反应基团,对汽车使用的各种基材,如玻璃、塑料、金属等表面光洁的材料和各种内外饰材料及织物等,均有极好的粘接性能;④调节PU胶的配方,可制成不同硬度和伸长率的胶粘剂,其粘合层从柔性到刚性均可任意调整,满足不同材料的粘接;⑤PU胶可加热固化,也可室温固化,粘接工艺简便,操作性能良好。
固化过程没有副反应产生,因此粘合层不易产生缺陷。
⑥PU胶具有良好的耐磨、耐油、耐溶剂、耐化学药品、耐臭氧以及耐细菌等性能。
汽车工业技术的发展要求汽车构件轻量化,因此大量采用塑料零部件,特别是高强度的FRP(玻璃纤维增强塑料)和SMC(板材模塑复合材料),这些零部件需用PU结构胶与密封胶进行粘接装配。
随着现代汽车车速的不断提高,对车窗风挡玻璃的安全性提高了要求,采用了风挡玻璃的直接粘接工艺,大量使用单组分湿气固化PU胶粘剂。
为了改善PU胶环保性能,开发了水基型PU胶粘剂和无溶剂PU结构胶及反应型PU热熔胶等等。
(2)单组分湿气固化聚氨酯胶粘剂将汽车风挡玻璃直接粘接到车体的工艺始于20世纪60年代的美国。
单组分湿气固化PU胶粘剂最先由美国ESSEX化学公司在20世纪70年代初研制成功,并成功应用于美国通用汽车,1976年奥迪汽车公司也在奥迪C2车型上应用。
随后日本及其他欧洲汽车厂家相继采用风挡玻璃的直接粘接工艺。
关于汽车用聚氨酯胶粘剂的研究进展摘要:介绍了几种最常用的聚氨酯胶粘剂,如单组分湿固化聚氨酯挡风玻璃密封胶、粘接FRP和SMC材料用聚氨酯结构胶粘剂、汽车内饰用水性聚氨酯胶粘剂等在汽车制造和修理上的应用现状及各自的研究进展,展望了汽车用聚氨酯胶粘剂的未来发展前景。
关键词:聚氨酯;胶粘剂;汽车;应用引言随着我国汽车工业的快速发展,汽车用胶粘剂和密封胶的市场需求日益加大。
新型汽车结构中引入大量的轻质金属、复合材料和塑料,造成汽车用胶粘剂和密封胶持续增长,汽车内饰件也是胶粘剂用量增长的一个领域。
一、汽车用聚氨酯胶粘剂的特点及主要品种聚氨酯胶粘剂是多元异氰酸酯和多元醇反应的产物,因其主体树脂分子中含有大量极性基团和活性反应基团,可对多种基材(如金属、塑料、木材、织物、玻璃等)有极好的粘接性,并能常温固化;使用不同原料配制聚氨酯胶粘剂,可以得到从柔软到坚硬的一系列不同硬度的胶粘剂,能满足不同基材粘接和使用条件的要求。
聚氨酯胶粘剂还有一些特殊的优点,如极好的耐寒性、耐油性、耐磨性等。
在汽车上应用最为广泛的聚氨酯胶粘剂主要有装配挡风玻璃(前挡风玻璃、侧窗和后窗)用单组分湿固化聚氨酯密封胶;粘接玻璃纤维增强塑料(FRP)和片状模塑复合材料(SMC)的结构胶粘剂、内装件用双组分聚氨酯胶粘剂及水性聚氨酯胶等。
二、挡风玻璃用单组分湿固化聚氨酯密封胶这是一种反应型密封胶,在其主体材料中含有端异氰酸酯基团,能在室温下与空气中的水分反应,形成高强度弹性体。
单组分湿气固化聚氨酯挡风玻璃密封胶是“直接粘接法”最理想的胶粘剂,目前采用“直接粘接法”安装汽车玻璃几乎100%采用这种胶粘剂。
使用这种胶,可以把挡风玻璃设计成宽敞明亮的流线型,能将玻璃和车身紧密地结合为一个整体,增强车身刚性及抗扭曲能力,保证密封效果,提高汽车安全性。
这种密封胶由美国Essex化学公司于70年代初期最先开发研制成功,并最早在美国通汽车公司得到应用。
它在先进的汽车生产国应用已经普及。

聚氨酯胶黏剂对车门外饰板性能的影响刘大勇; 钟国鑫; 廖树煌【期刊名称】《《车辆与动力技术》》【年(卷),期】2019(000)004【总页数】4页(P13-16)【关键词】车门外饰板; 聚氨酯胶粘剂; 底涂工艺【作者】刘大勇; 钟国鑫; 廖树煌【作者单位】浙江吉利新能源商用车集团有限公司杭州310018【正文语种】中文【中图分类】U465.9随着汽车工业的发展,节能、环保及安全问题成为了汽车工业最为关注的3个话题,汽车轻量化是实现目标的重要方法之一[1].为实现轻量化目标越来越多的车身外饰件在满足车辆安全的情况下,用非金属材料进行取代,塑料零部件占汽车总重的比例不断增长,已达15%~20%[2].随塑料的大量引入使用、非金属材料与金属材料之间的连接促进了胶黏剂的发展,不同胶黏剂与对应的底涂工艺对非金属材料的影响成为胶黏剂选择的考量依据[3].1 车门外饰板用聚氨酯胶黏剂的种类及发展趋势1.1 门外饰板用聚氨酯胶黏剂的种类1.1.1 单组分聚氨酯玻璃胶单组份聚氨酯玻璃胶是目前我国汽车用聚氨酯胶中用量较大的品种,也是技术要求较高的产品.单组分聚氨酯玻璃胶主要用于汽车前风挡玻璃、侧窗和后窗的密封和粘接,可实现汽车玻璃与车身的直接粘接,不仅可以满足汽车密封要求,还可增加车身的刚性,提高安全性[4].单组份聚氨酯玻璃胶需要配合活化剂和底涂剂才能达到理想的粘接效果,但活化剂和底涂对高分子材料的性能影响尚不明确.1.1.2 双组分聚氨酯胶黏剂双组分聚氨酯胶黏剂由两个组分组成,主要包括两类,其中一类是以聚酯或聚醚多元醇为主剂,多异氰酸酯为固化剂;另一类是端异氰酸酯基的预聚体为主剂,低分子的多元醇或多元胺为固化剂,其他添加剂主要是一些填料、催化剂和偶联剂等,这种胶黏剂相对于单组分聚氨酯胶黏剂,具有固化速度快,粘接强度高,对温湿度不太敏感等优点[5].但对比与单组分聚氨酯玻璃胶对高分子材料的力学性能影响优劣,尚无对比研究.1.2 车门外饰板用聚氨酯胶黏剂的发展趋势目前我国汽车用聚氨酯胶黏剂仍以进口产品为主.虽然国内的山东化工厂、深圳奥博胶黏剂化工有限公司、北京龙苑化工机电技术公司、长春依多科化工公司、北京高盟化工有限公司、湖北回天胶业股份有限公司、杭州之江有机硅化工有限公司等均有产品生产,品种也较齐全,基本可满足汽车用胶黏剂的需求,但性能质量相比较国外产品要差一些,主要表现为固化迟缓,产品批间稳定性差,在一些技术要求较高的胶黏剂跟国外还有一定的差距[6].2 车门外饰板选材与性能要求2.1 车门外饰板材料选材车门外装饰板安装在立柱外侧,通常在B柱和C柱外侧,也可以安装在A柱、D 柱外侧、背门玻璃两侧等位置,主要起装饰作用.车门外装饰板主要选材为非金属材料,传统的非金属材料为了增加塑料的耐腐蚀性,延长塑料件的使用寿命,同时达到与车身同色或异色的高光泽效果,需要在塑料件的表面喷涂合适的漆.塑料喷涂工艺不良率高、工艺复杂;既成本高、也不环保,因此,在改性塑料中加入金属粉高光免喷涂材料,通过注塑成型,表面高光,达到镜面效果;成为目前车门外装饰板的优选材料[7].车门外饰装饰板选材与工艺选择密切相关;单色注塑主要可选材料为ASA、PMMA、PMMA+ASA合金材料,双色注塑工艺由内板与外板构成,内板主要由ABS、ABS加玻纤材料,外板主要由PMMA材料双色注塑而成.2.2 车门外饰板性能要求(1)高强度高冲击韧性要求:因安装装配受力、外物石子冲击等,对其有一定的强度和冲击的要求.(2)耐候性要求:此件为阳光直射区,所处气候环境热烈.在一定辐照量下,样品表面不得出现任何发粘、脆化、喷霜、起泡或其它可能影响功能和外观的缺陷.(3)耐刮擦性:要求车门外装饰板有较好的耐刮擦性能.(4)耐溶剂性:易接触化学溶剂,要求车门外装饰板有良好的耐化学溶剂性能.(5)光泽度要求:车门外饰板有高光要求.(6)耐高低温性:受各地环境气温的影响,需要车门外装饰板有较好的耐高温性和耐低温性能,在80 ℃和-40 ℃下放置一定时间后不得出现脆化、裂纹、表面收缩、翘曲变形及其它影响使用功能的缺陷.3 不同的胶黏剂对车门外装饰板材料性能影响3.1 胶黏剂的类型胶黏剂主要为聚氨酯胶,有单组分和双组分两种类型.单组分聚氨酯胶粘接工艺为清洗-底涂-涂胶-固化,因需要依靠空中的水分固化,速度相对较慢.双组分聚氨酯胶需要将两组分按要求比例混合均匀后使用,固化时主要依靠胶体中自有的水分固化,速度较单组分快[8].两种类型的胶主要区别为底涂工艺的减少,因此,文中主要对比单组份聚氨酯胶黏剂的底涂工艺和双组份聚氨酯胶黏剂对原材料韧性的影响进行研究.3.2 试剂与塑料材料试验选择聚氨酯胶黏剂的选择:①玻璃胶底涂剂: Togocoll V500和BETAPRIME 5404;②双组份聚氨酯胶黏剂TOTALSEAL 6012.PMMA+ASA材料的选择:①锦湖日丽M1800;②锦湖日丽HAM8580;③LGL1940;④乐天WX-9951UV;⑤乐天WX-9950UV.3.3 试验方法及测试结果实验1:M1800、HAM8580两个牌号各40块尺寸为(80*10*4)mm样条,每个牌号各取10块样条分别涂上清洗剂、清洗剂+依多科底涂、清洗剂+陶氏底涂,室温放置2 h,然后,用电子万能试验机按IOS 179标准测试无缺口冲击强度,计算每组10跟样条无缺口冲击数据平均值,单位为kJ/m2,牌号为M1800材料样条无处理冲击试验前后照片如图1.试验结果如表1所示.图1 M1800无处理样条冲击前后照片表1 清洗剂和底涂对材料冲击性能影响 kJ/m2处理方式M1800HAM8580无处理52.049.0清洗剂清洗37.828.6清洗剂+底涂V50015.112.6清洗剂+底涂540412.24.0实验2:M1800、HAM8580、L1940、WX-9951UV、WX-9950UV,5个牌号各30块尺寸为(80*10*4)mm样条,每个牌号各取20块样条分别涂上清洗剂、清洗剂+胶黏剂6012,室温放置2 h,然后,用电子万能试验机按IOS 179标准测试无缺口冲击强度,计算每组10跟样条无缺口冲击数据平均值,单位为kJ/m2.试验结果如表2所示.表2 双组份聚氨酯胶黏剂对材料冲击性能影响 kJ/m2处理方式M1800HAM8580L1940WX-9951UVWX-9950UV无处理52.049.097.7850.035.0清洗剂清洗46.937.897.543.3133.68清洗剂+胶粘剂601239.449.195.348.6535.243.4 试验方法及测试结果从表1可以看出,清洗剂清洗后的M1800、HAM8580两种牌号冲击性能均有一定程度的下降,再涂底涂材料的冲击性能会发生二次下降,牌号为M1800的PMMA+ASA材料在经过清洗剂与依多科底涂处理后,无缺口冲击强度由52kJ/m2下降到15.1 kJ/m2,经过清洗剂与陶氏底涂处理后,下降到12.2 kJ/m2.牌号为HAM8580的PMMA+ASA材料在经过清洗剂与依多科底涂处理后,无缺口冲击强度由49 kJ/m2下降到12.6 kJ/m2,经过清洗剂与陶氏底涂处理后,下降到4.0 kJ/m2.因此,清洗剂和底涂对PMMA+ASA合金材料的冲击性能有明显的影响.从表2可以看出,5种牌号材料在清洗剂清洗后无缺口冲击强度均发生变化,清洗剂清洗后的M1800、HAM8580、WX-9551UV和WX-9550UV4种牌号冲击性能均有一定程度的下降,其中,牌号L1940材料无缺口冲击强度下降最少、基本无下降;再涂道达尔双组份胶6012后,相对比清洗剂清洗后的缺口冲击性能,牌号M1800冲击性能明显降低,牌号L1940无缺口冲击性能略有降低,牌号HAM8580、WX-9951UV、WX-9950UV性能有一定程度的提升.涂道达尔双组份胶6012后PMMA+ASA材料的无缺口冲击强度性能高低排序为:L1940>HAM8580>WX-9951UV>M1800>WX-9950UV.说明用无底涂工艺的双组份胶黏剂使牌号为M1800的PMMA+ASA合金材料的无缺口冲击强下降了24%,牌号为L1940、WX-9951UV的PMMA+ASA合金材料的无缺口冲击强度分别下降了2.5%和2.7%,牌号HAM8580、WX-9950UV的PMMA+ASA材料冲击性能分别提高了0.2%和0.7%.4 结论通过以上试验研究,说明PMMA+ASA材料在清洗剂处理后冲击强度会有一定程度的下降,经过了清洗剂处理再涂底涂剂后的PMMA+ASA冲击强度会再次下降,说明应用单组份聚氨酯胶黏剂中必不可少的底涂工艺对PMMA+ASA材料的冲击性能影响较大.双组份聚氨酯胶黏剂相比较单组份聚氨酯胶黏剂减少了底涂工艺,简化了工艺步骤、提高了生产效率,同时避免了底涂工艺对PMMA+ASA合金材料的冲击性能的影响.因此,双组份聚氨酯胶黏剂可考虑代替单组份聚氨酯胶黏剂,成为车门外饰板首选胶黏剂.参考文献:【相关文献】[1] 韩金龙,韦继红.浅谈汽车轻量化技术[J].机械动力工程,2018,12(3):218-219.[2] 叶显报.非金属材料在汽车内外饰中的应用初探[J].汽车实用技术,2016,10(2):200-201.[3] 郑成刚.汽车胶粘剂的应用及其发展需求[J].粘接,2004,25(1):51-52.[4] 沈慧芳.陈焕钦.汽车用聚氨酯胶粘剂的研究进展[J].粘接,2005,26(1):35-36.[5] 李卫朋.孟超杰.陆羽翀.等.胶黏剂在汽车工业上的应用[J].山东化工,2016,45(17):93-94.[6] 徐海翔.聚氨酯胶黏剂综述[J].橡胶资源利用,2018,4(1):26-27.[7] 赵颖.刘树文.张晓略.等.外饰免喷涂高光钢琴黑材料的特点及应用[J].上海汽车,2018,3(11):51-52.[8] 徐明国.赵海英.聚氨酯胶黏剂在汽车不同金属件间粘接研究[J].汽车材料与涂装,2018,102(17):301-302.。
1、工程塑料行业具有技术含量高、市场需求稳定增长、环保可持续发展、市场竞争激烈、企业集中度较高等特征,随着科技的发展和应用领域的拓展,工程塑料行业有望迎来更加广阔的发展空间。
2、工程塑料行业在现代工业中具有重要的意义和必要性。
它满足了多样化的需求,促进了产业的发展,同时也符合环境友好和可持续发展的要求。
随着科技的不断进步和需求的不断增长,工程塑料行业将继续发展壮大,并在各个领域中发挥更大的作用。
3、随着环保型工程塑料的研发和应用不断扩大,其应用前景也越来越广阔。
例如,可降解工程塑料可以应用于制造生物医学器械、食品包装等;可回收利用的工程塑料则可以应用于汽车零部件、电子产品外壳等领域。
4、随着环保意识的增强,环保政策的出台将对工程塑料行业带来更多的限制和挑战。
政府将加强对工程塑料企业的环保监管,要求企业在生产过程中减少废气、废水排放,提高资源利用率。
5、工程塑料行业涉及到的供应链较长,包括原材料采购、生产加工、产品销售等环节。
供应链管理的良好与否直接影响到企业的竞争力和效益。
因此,工程塑料行业需要加强供应链管理,优化资源配置,提高生产效率和产品质量。
6、本文内容信息来源于公开渠道,对文中内容的准确性、完整性、及时性或可靠性不作任何保证。
本文内容仅供参考与学习交流使用,不构成相关领域的建议和依据。
目录一、聚氨酯(PU)行业概述 (4)二、工程塑料行业实施路径分析 (7)三、工程塑料行业环境与对策 (9)四、市场研究与市场营销 (11)五、生产运作管理 (14)六、企业物流与供应链管理 (16)七、质量管理 (19)八、企业设施与工作环境 (23)九、企业人力资源开发与管理 (25)十、信息管理与信息系统 (27)H-一、企业创新与创新管理 (31)十二、企业管理体系 (33)十三、企业战略管理 (36)十四、企业组织结构 (38)十五、总结 (41)一、酯(PU)行业概述聚氨酯(Polyurethane,简称PU)是一种重要的工程塑料,具有广泛的应用领域。
胶粘剂在汽车轻量化中的应用概述宋现爽;袁井丽;汤湧【摘要】随着国家法规对节能环保的进一步要求,汽车轻量化越来越受到各界的广泛关注.文章简要描述了汽车轻量化的重要性和技术发展现状,着重介绍了在汽车轻量化中起重要作用的胶粘剂,如结构胶(环氧胶粘剂和聚氨酯胶粘剂)和新型非结构胶(喷涂型阻尼材料),表明汽车轻量化技术的发展对高性能胶粘剂有着广泛的需求.最后对胶粘剂在汽车轻量化技术中的应用提出了展望.【期刊名称】《汽车实用技术》【年(卷),期】2018(044)003【总页数】3页(P143-145)【关键词】汽车轻量化;胶粘剂;环氧胶粘剂;聚氨酯胶粘剂;喷涂型阻尼材料【作者】宋现爽;袁井丽;汤湧【作者单位】华晨汽车研究院,辽宁沈阳 110005;华晨汽车研究院,辽宁沈阳110005;华晨汽车研究院,辽宁沈阳 110005【正文语种】中文【中图分类】U461.991 汽车轻量化及其技术发展现状近年来,人们对节能环保的越来越重视,对于汽车工业而言,有效解决能源危机和环境问题的方法主要有:提升传动系统效率[1]、改善燃油系统[2]和汽车轻量化[3]。
其中,汽车轻量化可以提高汽车的动力性,减少燃油消耗,降低排气污染,是一种快速有效的方法。
统计数据表明,若汽车整车质量降低10%,燃油效率可提高7%左右[4]。
轻量化带来的突出优点不仅是油耗显著降低,同时还能提升车辆操控稳定性和碰撞安全性能。
目前车身轻量化主要技术方案有:优化车身结构、改善车身材质和改善生产技术,如图1所示。
目前,轻量化材料的研发及相关成型工艺逐步成熟,大规模地应用于轻量化车身之上[5],主要表现在铁、普通钢的用量逐渐减少,高强度钢、铝合金、镁合金、塑料及非金属的复合材料等轻量化材料逐渐广泛应用于车身上。
汽车车身正在经历着从钢制车身—钢铝混合—铝制车身的蜕变过程。
传统车身主要是钢板组成,对应的连接方式主要是点焊连接、铆接和螺栓连接,点焊连接在同种材料之间的应用已经非常成熟,如铝材与铝材之间或钢材与钢材之间的连接[6]。
聚氨酯发泡技术汽车应用发展趋势探讨1. 引言1.1 背景介绍聚氨酯(Polyurethane)是一种高分子材料,具有较好的弹性、耐磨、耐腐蚀等特性,适合用于汽车零部件的制造。
通过聚氨酯发泡技术,可以制造出轻量化、高强度的汽车零部件,提升汽车性能和节能环保。
在汽车制造中,聚氨酯发泡技术主要应用于汽车座椅、车门、车顶等部件的制造。
通过聚氨酯发泡,可以实现零部件的轻量化设计,提高汽车整车的燃油经济性和安全性。
随着汽车市场需求的不断增长,聚氨酯发泡技术在汽车制造中的应用也将越来越广泛。
未来,随着技术的不断进步和市场的不断拓展,聚氨酯发泡技术将在汽车制造领域展现出更加广阔的发展前景。
1.2 问题提出随着汽车制造技术的不断进步和市场需求的不断增长,聚氨酯发泡技术在汽车制造中扮演着越来越重要的角色。
随之而来的问题也逐渐显现出来。
在使用聚氨酯发泡技术的过程中,我们需要考虑如何提高生产效率、降低生产成本、减少对环境的影响等方面的问题。
随着汽车行业的竞争日益激烈,如何进一步提升聚氨酯发泡技术在汽车制造中的应用水平,以及如何更好地满足消费者对汽车品质和舒适性的需求也是亟待解决的问题。
我们有必要对聚氨酯发泡技术在汽车制造中所面临的问题进行深入探讨,以期为未来的研究和实践提供参考和借鉴。
1.3 研究意义聚氨酯发泡技术在汽车制造领域的应用越来越广泛,其具有轻量化、隔音隔热、环保等优点,可以有效提升汽车产品的质量和性能。
深入研究聚氨酯发泡技术在汽车行业中的应用和发展趋势具有重要的意义。
这项研究可以帮助企业了解聚氨酯发泡技术的最新发展动向,指导其在产品设计和制造过程中更好地应用这一技术,提升产品的竞争力。
研究聚氨酯发泡技术的优势和局限性,有助于行业内部不断完善技术,推动技术的进步和创新。
探讨聚氨酯发泡技术在汽车制造中的发展趋势和市场前景,可以为相关企业制定发展战略提供参考,促进行业的健康发展。
对聚氨酯发泡技术在汽车应用中的发展趋势进行探讨具有重要的理论和实践意义。