经济型数控车床控制系统硬件电路设计
- 格式:doc
- 大小:1.06 MB
- 文档页数:66
毕业设计任务书毕业设计题目:经济型C6140车床数控改造内容和要求:内容:司服进给系统的校核计算和微机数控系统硬件电路设计,完成普通C6140车床的数控化改造及相关图纸。
技术要求:利用微机对纵、横向进给系统进行开环控制,纵向(Z向)脉冲当量为0.01mm/脉冲,横向(X向)脉冲当量为0.005mm/脉冲,驱动采用步进电机,传动系统采用滚珠丝杠,刀架采用自动转位刀架。
工作质量要求:方案设计合理,理论计算准确,结构设计合理,图纸图面清楚,投影正确,标注完整,设计及绘图过程符合国家要求等。
软硬件条件:个人计算机;参考书;AutoCAD(或其他绘图条件)指导教师(签字):年月日机床作为机械制造业的重要基础装备,它的发展一直引起人们的关注,由于计算机技术的兴起,促使机床的控制信息出现了质的突破,导致了应用数字化技术进行柔性自动化控制的新一代机床-数控机床的诞生和发展。
计算机的出现和应用,为人类提供了实现机械加工工艺过程自动化的理想手段。
用经济型数控系统改造普通机床,在投资少的情况下,使其既能满足加工的需要,又能提高机床的自动化程度,比较符合我国的国情。
到目前为止,已有很多厂家生产经济型数控系统。
可以预料,今后,机床的经济型数控化改造将迅速发展和普及。
关键词:机床, 数控机床, 伺服进给系统, 单片机1.前言 (1)1.1 概述 (1)1.2 数控机床和数控技术 (1)1.3 数控机床的特点 (2)1.4 数控机床的发展 (3)2.总体方案的设计 (4)2.1 设计任务与要求 (4)2.1.1 课程设计的目的 (4)2.1.2 课程设计的主要技术参数 (4)2.2.3 课程设计的内容 (5)2.2.4 课程设计的要求 (5)2.2.5 课程设计的图纸 (5)2.2 总体方案的设计 (5)2.2.1 数控系统运动方式的确定 (5)2.2.2 伺服进给系统的改造设计 (6)2.2.3 数控系统的硬件电路设计 (6)3.伺服进给系统的计算 (8)3.1 确定系统脉冲当量 (8)3.2 切削力的计算 (8)3.2.1 纵车外圆 (8)3.2.2 横切端面 (8)3.3 滚珠丝杠螺母副的计算与选型 (9)3.3.1 纵向进给丝杠 (9)3.3.2 横向进给丝杠......................................... .11 3.3.3 纵向和横向滚珠丝杠螺母副几何参数..................... .143.4 齿轮传动比计算 ........................................ .15 3.4.1 纵向进给齿轮箱传动计算 .............................. .15 3.4.2 横向进给齿轮箱传动计算 .............................. .15 3.5 步进电动机的计算和选型 ................................ .16 3.5.1 纵向进给步进电动机计算 .............................. .16 3.5.2 横向进给步进电动机的计算和选型 ...................... .20 4.微机数控系统硬件电路设计............................... .21 4.1 微机控制系统硬件的选择 ................................ .21 4.2 8255A可编程并行I/O口扩展芯片......................... .23 4.3 8255端口的寻址........................................ .26 4.4 可编程键盘,显示器接口—Intel8279 ..................... .27 4.5 部分硬件接口电路及辅助电路设计 ........................ .28 4.6 数控系统软件设计 ...................................... .30 结论 ................................................... ..32 致谢 .................................................... .33 参考文献 .................................................. .34 附件 .. (35)1 前言1.1 概述整个人类社会的文明史,就是制造技术不断演变和发展的历史。
摘要数控技术发展飞速的今天,数控技术在现代制造业发挥越来越重要的作用,数控机床是数控制造业的核心,本文主要介绍了对数控车床的电气系统设计的过程。
本设计以CK6140车床为载体,对其数控电气系统经行详细设计。
其内容包括强电设计、弱电设计、PLC输入输出及接口设计,本设计选用西门子808D数控系统。
最后绘制出整个机床的电气系统原理图等。
本设计给出了整个机床的原理图绘制过程,重点部分模块化,较详细地介绍了各个部分的功能及用途。
分为 380V强电回路,控制回路,PLC输入输出控制,主轴驱动模块和进给伺服驱动模块,并介绍了相关的电气知识。
通过本设计说明书可以基本上掌握数控车床的电气原理,以及基本的电气常识,使读者无论是从整体上还是各个模块中都能够了解到数控车床相关的一系列电气知识。
关键词:数控系统;数控车床;PLC控制1ABSTRACTThe numerical controls that the technique development fast today, the numerical controls technique at the modern manufacturing industry exertive more and more importance function, numerical control tool machine is number control a manufacturing industry of core, this text mainly introduced logarithms to control the processed that the electricity system of lather design.The design CK6140 lathe as the carrier, the detailed design of the its NC electrical system through the line. its contents includes a strong electrically design, weakness design, PLC importation output and Interface design. The design uses a Siemens 808D CNC system. Finally, to map out the whole machine electrical system schematic. This principle diagram which designs to the whole tool machine draws process and the point parts of mold piece turn and compared to in detail introduce each function and use of part. Is divided into the 380 Vs strong electricity back track, control back track, the PLC importation outputs a control, the principal axis drives a mold piece and enters to servo drive a mold piece, and introduced related electronic knowledge.Through this design system can basically control numerical control the electricity principle of lather, and basic electronic common sense, make the reader regardless can understand numerical control the lather related series of electricity knowledge from wholly the top still each mold piece.Key Words:NC system; NC lathe; PLC control2目录摘要------------------------------------------------------------------------------------------------------- 1 ABSTRACT ------------------------------------------------------------------------------------------- 2目录------------------------------------------------------------------------------------------------------ 3第一章绪论----------------------------------------------------------------------------------------- 61.1前言 ------------------------------------------------------------------------------------------ 61.2国外数控系统的发展趋势 ------------------------------------------------------------- 61.2.1新一代数控系统采用开放式体系结构 ------------------------------------ 61.2.2新一代数控系统控制性能大大提高---------------------------------------- 71.2.3数控系统向软数控方向发展 ------------------------------------------------- 71.3我国数控技术的发展-------------------------------------------------------------------- 81.4CK6140数控车床主简介 ---------------------------------------------------------------- 9第二章西门子808D数控车床系统 --------------------------------------------------------- 112.1 西门子808D系统简介 --------------------------------------------------------------- 112.2人机界面 ---------------------------------------------------------------------------------- 132.3进给系统 ---------------------------------------------------------------------------------- 132.4 主轴驱动系统--------------------------------------------------------------------------- 132.5刀架控制系统 --------------------------------------------------------------------------- 142.6电柜设计及电源选用------------------------------------------------------------------ 142.6.1在设计电柜时应注意以下事项:----------------------------------------- 142.6.2 24VDC电源选用---------------------------------------------------------------- 152.7数控系统各部分的连接及接口 ----------------------------------------------------- 152.7.1系统的接线---------------------------------------------------------------------- 152.7.2 接口布置 ------------------------------------------------------------------------ 15第三章CK6140数控车床的基本组成和工作原理 --------------------------------------- 173.1数控车床组成 --------------------------------------------------------------------------- 173.2数控车床工作原理 --------------------------------------------------------------------- 193.3 CK6140数控车床运动分析 ---------------------------------------------------------- 2033.4 CK6140数控车床电气系统简述 ---------------------------------------------------- 21第四章CK6140数控车床硬件系统设计及元件选型------------------------------------ 254.1主轴驱动系统 --------------------------------------------------------------------------- 254.1.1主轴电动机---------------------------------------------------------------------- 254.1.2主轴电动机选型 --------------------------------------------------------------- 254.2机床进给伺服系统 --------------------------------------------------------------------- 264.2.1 CK6140数控车床对伺服驱动进给系统的要求------------------------ 274.2.2 伺服电机的选型--------------------------------------------------------------- 284.3控制电路原理图设计------------------------------------------------------------------ 314.3.1 380V系统强电控制回路----------------------------------------------------- 314.3.2电源回路 ------------------------------------------------------------------------- 334.4常用电器元件的选型------------------------------------------------------------------ 344.4.1低压电器选型的一般原则 -------------------------------------------------- 344.4.2断路器的选型------------------------------------------------------------------- 344.4.3电动机保护用自动开关的选型 -------------------------------------------- 354.4.4 熔断器选型 --------------------------------------------------------------------- 354.4.5接触器的选型------------------------------------------------------------------- 354.4.6热继电器的选型 --------------------------------------------------------------- 364.4.7中间继电器---------------------------------------------------------------------- 364.5 CK6140数控车床控制面板 ---------------------------------------------------------- 37第五章PLC设计及参数设置------------------------------------------------------------------- 395.1 PLC的基本结构及工作原理 --------------------------------------------------------- 395.2 PLC与CNC机床的联接方式 -------------------------------------------------------- 405.3 CNC加工代码在PLC上的实现方法----------------------------------------------- 415.3.1 T功能代码的实现方法------------------------------------------------------- 425.3.2 M功能代码实现方法--------------------------------------------------------- 425.4 PLC程序的模块化设计---------------------------------------------------------------- 425.5 PLC输入输出地址分配---------------------------------------------------------------- 425.6参数设置 ---------------------------------------------------------------------------------- 4445.6.1 PLC参数设置-------------------------------------------------------------------- 445.6.2机床参数设置------------------------------------------------------------------- 45第六章结论--------------------------------------------------------------------------------------- 47致谢 -------------------------------------------------------------------------------------------------- 48参考文献 --------------------------------------------------------------------------------------------- 495第一章绪论1.1前言装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,机床制造业是一个国家的基本装备工业,是工业生产的技术基础,数控技术在给机床制造业带来显著经济效益及广阔发展前景的同时,也是发展新兴高新技术产业和尖端工业(如信息技术及其产业、航空、航天等国防工业产业)的使能技术和最基本的装备,因此它已成为衡量一个国家制造业水平的重要标志之一。

目录毕业设计任务书 (2)前言 (5)设计课题1 要求 (6)2 设计参数 (6)3 工作量 (7)4 设计依据 (7)第一章经济型数控机床进给伺服系统机械部分计算1 切削力的计算 (8)2 滚珠丝杆螺母副的计算和选型 (8)3 齿轮传动比的计算 (12)4 步进进电机的计算和选型 (16)第二章进给伺服系统机械部分结构设计 (17)第三章经济型数控车床数控系统设计及硬件电路图 (19)第四章机床的加工程序编 (22)设计体会 (24)参考文献 (25)毕业设计(论文)任务书一、设计题目:C618经济型数控机床横(纵)向改造二、设计依据及主要技术指标:设计依据:在C618原有车床基础上进行数控化改造,主要是滚珠丝杠副、步进电动机、数控系统的选择设计。
1)根据切削力大小计算滚珠丝杠副应承受的最大动载荷,从而选择滚珠丝杠副;2)由减速齿轮Z1、Z2及滚珠丝杠的转动惯量,求得步进电动机的转动惯量、转矩,据此选择步进电动机;3)依据机床的受控动作,设计数控系统,将机械行动的进给和手动控制的刀架转位改成由单片机控制的自动进给和刀架的自动转位,实现自动加工。
主要技术参数:1)开环控制,两轴联动;2)纵向脉冲当量0.01mm/脉冲,横向脉冲当量0.005mm/脉冲;3)ISO国际数控标准格式代码编程;4)故障自诊断功能,能与PC机通信。
三、设计基本要求:(包括:技术要求、工作要求、图纸要求、写作要求等)工作要求:1)车床X、Z坐标机械伺服机构的设计计算及装配图;2)数控系统框图及硬件接线图的绘制;3)环形分配子程序和直线插补子程序的框图设计与程序编写。
图纸要求:两张以上A0纸,表达清楚,无明显结构错误,打印。
写作要求:设计说明书要求叙述清楚,打印。
四、重点研究和解决的问题或指定的专题:1)滚珠丝杠副、步进电动机的选择计算;2)机床导轨的贴塑处理;3)数控系统硬件原理图的设计;4)环形分配子程序程序编写;五、应搜集的资料数据及参考文献:资料:1)数控机床的发展概述;2)C618卧式车床的技术参数;3)滚珠丝杠副、步进电动机的技术参数;4)部分芯片的使用资料;参考文献:[1]C618型卧式车床说明书[2]林俊;机床数控系统课程设计指导书;北京:中国科学技术出版社;1991.9[3]赵长德;微机原理与接口技术;北京:中国科学技术出版社;1990.9[4]周鹏翔刘振魁主编,《工程制图》第二版,高等教育出版社,2000年5月[5]唐增宝刘元俊主编,《机械设计课程设计》(修订版),华中理工大学出版社,1995年1月[6]《机械设计手册》编写组编,《机床设计手册2》,机械工业出版社,1980年8月[7]《机械设计手册》编写组编,《机床设计手册3》,机械工业出,1986年12月[8]东北大学《机械零件设计手册》编写组编,《机床零件设计手册》第三版,冶金工业出版社,1994年5月[9]华东纺织工学院、哈尔滨工业大学、天津大学主编,《机床设计图册》,上海科学技术出版社,1979年6月[10]雷晓玲主编,《综合作业指导书》,机械工业出版社,2000年11月六、设计完成时应提交的文件:1、毕业设计说明书或论文2、毕业设计装配图3、毕业设计(论文)任务书4、读书(论文)笔记七、进度计划安排:1)方案论证及机械部分计算 1.5周2)设计绘制机械总图及装配图 2.5周3)设计绘制电路原理图1周4)绘制加工程序及整理说明 1周前言经济型数控是我国80年代科技发展的产物。
经济型数控车床电动刀架PLC控制电路设计近年来,数控技术在机械加工行业中得到了广泛的应用。
数控(Numerical Control)简称NC,是利用数字信息进行工控的一种技术。
在数控设备中,电动刀架是重要的组成部分之一,其用于自动更换刀具,提高机床的加工效率。
在本篇文章中,我将介绍一种经济型数控车床电动刀架PLC (Programmable Logic Controller,可编程逻辑控制器)控制电路的设计。
该设计采用的是简单且成本较低的电路结构,适用于小型工厂或个人车间的数控车床。
首先,我们来介绍电动刀架的原理。
电动刀架由电机、传动装置和刀架组成。
传动装置可以使刀架在机床的X、Z轴上进行移动,并且只有在传动装置工作时,电动刀架才能进行刀具的更换。
刀具的选择通常通过对刀片的转动角度进行控制,采用PLC进行控制可以实现刀具的自动选择。
PLC控制电路设计如下:1.电机控制电路为了控制电动刀架的移动,我们需要使用一个电机来驱动传动装置。
这里我们选择步进电机,因为步进电机具有高效、低功率、低噪音等优点。
电机控制电路可以使用L298N驱动芯片,该芯片具有良好的防抖动能力,能够实现步进电机的准确控制。
2.传感器控制电路传感器用于检测刀架的位置。
我们可以使用限位开关或光电开关作为传感器,当刀架到达预定的位置时,传感器将发送信号给PLC,PLC根据信号来控制电机的停止或移动。
在电路设计中,需要考虑传感器输出信号的电平转换和防抖动电路的设计。
3.PLC控制电路PLC控制电路是整个系统的关键部分。
我们可以选择适当的PLC型号,如三菱、台达或西门子等。
PLC具有良好的可靠性和强大的功能,能够实现复杂的逻辑控制。
在这个设计中,PLC负责接收传感器信号,并根据预设的程序控制电机的运动和刀具的选择。
4.电源电路电源电路主要为整个系统提供电能。
由于PLC和电机需要较高的电流,我们需要选择合适的电源输出电压和电流。
除了上述的四个主要电路,我们还需要考虑设备的保护电路和信号补偿电路的设计。
CK6163数控车床控制系统设计1.本课题项目背景及研究意义金融危机爆发以来, 国际机床市场不断下滑, 国内经济型数控机床市场也受到了相称大影响, 产销量大幅下降。
虽然数据显示上半年已经止住下滑趋势, 略微回升, 但研究应对方略仍旧是当务之急。
经济型数控机床是国内数控机床行业发展起步产品, 发展时间比较长, 生产公司对此类机床技术掌握状况和生产能力也都比较成熟。
正由于如此, 加之其在国内拥有大量市场空间, 金融危机爆发之前产量较大。
但从去年金融危机后来总体状况来看, 国内经济型数控机床生产公司生产能力明显过剩。
近来中华人民共和国机床工具工业协会调研成果中得到公司生产状况显示, 重要生产经济型数控机床公司受到冲击比较大, 特别是某些产品档次比较低、产量比较大公司受到冲击更大, 甚至浮现某些公司限产现象。
导致这种状况浮现重要因素还是由于市场需求在减少, 加上经济型数控机床生产能力比较强, 生产公司比较多, 竞争比较激烈,同步经济型车床、钻床和铣床出口量下降比较严重, 某些产品出口转内销, 进一步加剧了国内市场竞争。
而对于产品档次比较高公司来说, 受到冲击就不是很明显, 特别是高精尖高档机床仍旧是供不应求。
数控机床代表着机械制造业当代科学技术发展方向和水平。
当前, 国内数控机床发展不但从技术水平上已研制出五坐标数控铣床加工中心, CNC系统和自动编程系统等。
同步, 也拥有了一定数量数控机床开发、生产、使用以及拥有量等都与世界上先进国家有较大差距。
要达到世界先进水平, 迅速发展国内数控机床行业势在必行。
经济型数控机床设计必然性: 数控机床能较好地解决形状复杂、精密、小批多变零件加工问题。
可以稳定加工质量和提高生产率, 也具备适应性强、较高加工精度。
但是应用数控机床还受到其他条件限制。
价格昂贵, 一次性投资巨大, 对于中小公司心有余而力局限性。
当前各公司均有大量通用机床, 完全用数控机床代替主线不也许, 并且代替下来机床闲置起来, 又会导致挥霍。
94科技资讯科技资讯SCIENCE& TECHNOLOGY INFORMATION2010NO.14SCIENCE& TECHNOLOGY INFORMATION工业技术随着现代机械制造业水平的发展,数控机床普及率日益提高。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,一直受到世界各国的普遍重视, 并得到了迅速的发展。
主轴是车床构成中一个重要的部分,其功率消耗约占机床总功率70%~80%,其性能直接影响到机床的加工效率、加工材料范围、加工质量等。
数控系统需要控制主轴的转速、位置,通常系统的标准配置为数字主轴, 具有控制精度高,动态响应好的特点。
但在主轴功率不大,对控制精度和动态响应要求不是很高的情况下,数字主轴就显得成本太高。
这时可以采用数控系统的模拟主轴功能。
模拟主轴就是数控系统输出模拟电压信号,采用普通的交流变频器和交流变频电机来实现主轴控制,由于性价比高,在经济型数控机床中广泛应用。
1变频调速基本原理由异步电机理论可知,主轴电机的转速公式为:n=(60f/p×(1-s其中P为电动机的极对数,s 为转差率, f 为电源的频率,n为电动机的转速从上式可看出,电机转速与频率成正比,改变频率即可以平滑地调节电机转速。
变频器主电路如上图1所示。
主电路的功能是把固定频率为50Hz交流电转换为频率连续可调的三相交流电, 主要包括交-直电路、制动单元电路及直-交电路。
交-直电路中,三相交流电源通过变频器的电源接线端(R、S、T输入到变频器内,利用整流器VS把交流电转换为直流电。
当电容CF 电压达到基准值时, 辅助电源动作,输出直流控制电压。
直流继电器MCC获电, 常开触点闭合,限流电阻RF 被短路,完成交-直电路转换。
直-交电路中,由VS转换的直流电压经过短路保护熔断器F1加到逆变模块VT, 再通过SPWM 正弦波脉宽调制驱动电路控制VT输出频率可调的三相调制波Ua、Ub 、Uc(如图2所示至U 、V、W 端子。
数控车床XY轴工作台和控制系统设计说明书毕业设计数控车床XY轴工作台和控制系统设计摘要我设计的是车床XY轴工作台和控制系统,采用单片机控制步进电动机驱动工作台。
首先确定设计的总体方案,然后对车床的机械部分进行设计,其中包括工作台、滚动导轨、滚珠丝杠、步进电动机的设计和选用,最后对数控系统硬件和软件设计。
新一代的CNC系统这类典型机电一体化产品正朝着高性能、智能化、系统化以及轻量、微型化方向发展。
关键词:数控车床 XY工作台控制系统前言一、当今世界数控技术及装备发展的趋势及我国数控装备技术发展和产业化的现状在我国对外开放进一步深化的新环境下 ,发展我国数控技术及装备、提高我国制造业信息化水平和国际竞争能力的重要性 ,并从战略和策略两个层面提出了发展我国数控技术及装备的几点看法。
装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度 ,数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备 ,又是当今先进制造技术和装备最核心的技术。
数控技术是用数字信息对机械运动和工作过程进行控制的技术 ,而数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品 ,其技术范围覆盖很多领域。
(一)、数控技术的发展趋势。
数控技术的应用不但给传统制造业带来了革命性的变化 ,使制造业成为工业化的象征 ,而且随着数控技术的不断发展和应用领域的扩大 ,他对国计民生的一些重要行业 IT、汽车、轻工、医疗等的发展起着越来越重要的作用。
从目前世界上数控技术及其装备发展的趋势来看 ,其主要研究热点有以下几个方面:(1) 高速、高精加工技术及装备的新趋势(2) 5 轴联动加工和复合加工机床快速发展(3) 智能化、开放式、网络化成为当代数控系统发展的主要趋势(二)、对我国数控技术及其产业发展的基本估计我国数控技术起步于 1958 年 ,近 50 年的发展历程大致可分为三个阶段:第一阶段从 1958 年到 1979 年 ,即封闭式发展阶段。
摘要针对现有常规CA6140普遍车床的缺点提出数控改装方案和单片机系统设计,提高加工精度和扩大机床使用范围,并提高生产率。
本论文说明了普通车床的数控化改造的设计过程,较详尽地介绍了CA6140机械改造部分的设计及数控系统部分的设计。
采用以8031为CPU的控制系统对信号进行处理,由I/O接口输出步进脉冲,经一级齿轮传动减速后,带动滚动丝杠转动,从而实现纵向、横向的进给运动。
改造过程如下:(1)机械部分的改造,包括纵向进给方向的改造和横向进给方向的改造。
主要包括对滚珠丝杠螺母副及反应式步进电机的计算选择及纵向、横向机构装配图方案的制定。
(2)电气控制部分的设计,主要包括MCS-51系列单片机及扩展芯片的选用和电气控制图的设计。
关键词:数控,单片机,步进电机,滚珠丝杠,改造IABSTRACTABSTRACTTo remedy the defects of ordinary lather C6140, a design of data processing system and its single chip microcomputer system program is put forwa rd to raise the processing precision and extend the machine’s usage, and to improve production rate。
This paper presents the process of designing numerical control reform,and explicitly introduces the design of mechanical and numerical control system reforms。
We adopt control system which has 8031 as cpu to cope with the signal,and output the step pulse through the I/O interface。

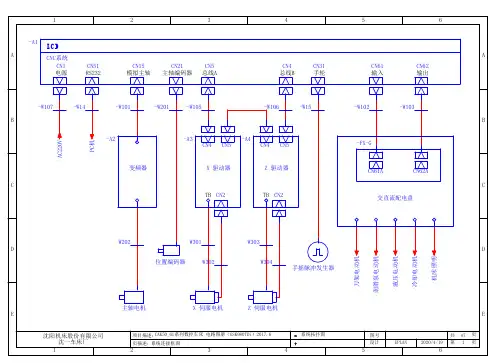
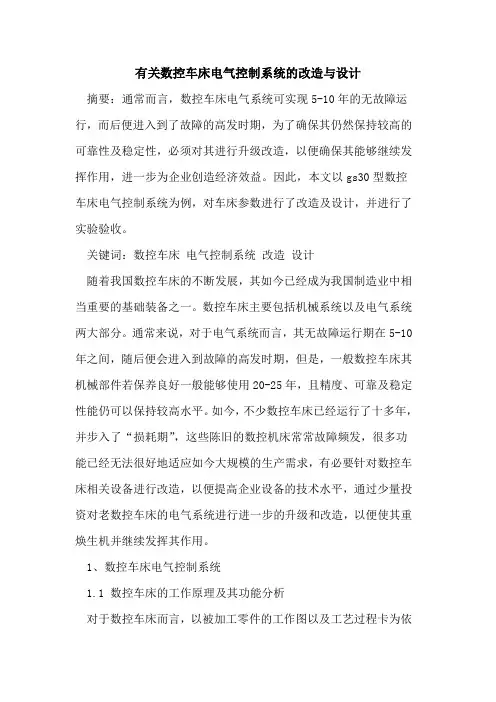
CAK50系列数控车床CAK61系列数控车床机床控制参数表GSK 980TDi沈阳机床股份有限公司沈一车床厂CAK50/61系列 机床控制参数表沈阳机床股份有限公司 1 / 5参数号 参数值 备注001 00011010 Bit4=1模拟电压控制 002 00000010 Bit1=1刀尖半径补偿有效003 00110000 004 01000000 Bit=0 公制005 00010010 006 00000000 007 10000000 008 00011100 010 ******** 012 10101001015 1 X 齿轮比分子 016 1 Z 齿轮比分子 017 1 X 齿轮比分母 018 1 Z 齿轮比分母019 5 020 0 021 -80 022 6000 X 快移速度 12000 Z 快移速度026 100027 8000 切削进给上限速度028 200 029 100 030 200 031 1260032 200 F0时X 快移速度 200 F0时Z 快移速度 033 100 X 回零速度 200 Z 回零速度 034 0 X 反向间隙补偿 0 Z 反向间隙补偿036 0037 240 主轴1档最高速度 038 720 主轴2档最高速度 039 2200 主轴3档最高速度 040 9999 主轴4档最高速度041 100042 10 插入段号增量值 043 99 G96恒线速主轴最低转速044 115200 波特率 045+1600000 X 正向软限位 +3500000Z 正向软限位参数号 参数值 备注 046 -3400000 X 负向软限位 -5000000Z 负向软限位 047 0 各轴返回机床零点后绝对坐标的设置值0 048 0 049 0 050 0051 1 G71、G72时的单次进刀量 052 0 G71、G72时的单次退刀量 053 0 G73时,X 轴的退刀量 054 0 G73时,Z 轴的退刀量 055 1 G73循环车削的切削次数056 0057 1 G76的重复次数058 0 059 0 060 0 061 1 062 1 063 0 064 0 065 0 066 0067 200 S1轴换挡输出电压S2/S2=100 068 0 手动/手轮方式下S1速度 069 1 液压压力低检测时间ms070 1024 主轴编码器线数071 32 072 3000073 65535 S1最大转速钳制 074 0 S1最小转速钳制 084 4 刀架总刀位数 109 40 主轴点动速度 110 1 S1轴对应参数 111 1 S1轴对应参数 113 3800 X 轴对应参数 7600 Z 轴对应参数119 3 140 1000 174 0000100017500000000Bit6=1检查主轴转速到达CAK50/61系列 机床控制参数表沈阳机床股份有限公司 2 / 5参数号 参数值 备注181 ******** 不检查/检查主轴速度18400000000Bit6=0中文DT 时间参数 参数号 数值 备注DT002 2000 压力低报警检查时ms DT004 20000 换刀时间上限ms DT005 100 M 代码执行持续时间ms DT007 50 刀架从正转停止到反转延迟时间msDT008 1500 刀架锁紧检测时间ms DT009 1500 刀架反转锁紧时间ms DT010 50 M05与制动延迟时间ms DT011 50 主轴制动时间ms DT012 2000 主轴点动时间ms DT013 36000 手动润滑开启时间ms DT014 0 卡盘夹紧时间ms DT015 0 卡盘松开时间ms DT016 1800000 自动润滑间隔时间ms DT017 15000 自动润滑输出时间ms DT024 2000 卡盘压力低检测时间ms DT025 2000 尾台压力低检测时间ms DT028 3000 延时关闭防护门时间ms DT030 500 主轴换挡延迟开始时间 DT031 1000 主轴运行时掉档检测时间 DT032 100 主轴换挡时YC1延时关闭时间DT033 300 主轴换挡时YC2延时关闭时间DT034 400 主轴换挡到位后,延迟停止时间msK 参数 参数号 数值 备注 K011.0 0 换刀方式00方式B/01方式AK011.1 0 K011.2 0 刀位信号低电平/高电平有效K011.3 1 检测/不检测 刀架锁紧信号 K011.41刀架锁紧信号 高电平/低电平有效参数号 数值备注 K011.5 1 换刀结束时检测/不检查刀位信号K011.6 0 非换刀过程检测/不检查锁紧信号K011.7 0 非换刀过程检测/不检查刀位信号 K012.4 0 卡盘压力检测有效/无效K012.5 0 卡盘压力低检测 低电平/高电平K013.4 0 尾台压力检测有效/无效K013.5 0 尾台压力低检测 低电平/高电平 K014.0 0 液压压力检测功能有效/无效K014.1 0 液压压力检测信号低电平/高电平时关闭防护门K014.2 0 防护门功能 有效/无效K014.3 0 防护门信号高电平/低电平时关闭防护门 K014.4 0 防护门锁/防护门开关 K014.5 0 防护门开时倍率,冷却限制/不限制K014.6 0 防护门打开,手动下主轴转速限制/不限制 K014.7 0 液压控制功能 有效/无效 K015.0 1 主轴换挡功能 有效/无效 K015.1 1 模拟主轴自动换挡/手动换挡 K015.20 挡位主轴手动调整有效/无效 K016.2 1 自动润滑开机时 是/否输出润滑 K016.3 0 润滑油位低 检测/不检测 K016.4 0 润滑油位高电平/低电平报警 K016.7 0 手轮/单步方式 x1000档无效/有效 K017.0主轴伺服/主轴变频器控制。
有关数控车床电气控制系统的改造与设计摘要:通常而言,数控车床电气系统可实现5-10年的无故障运行,而后便进入到了故障的高发时期,为了确保其仍然保持较高的可靠性及稳定性,必须对其进行升级改造,以便确保其能够继续发挥作用,进一步为企业创造经济效益。
因此,本文以gs30型数控车床电气控制系统为例,对车床参数进行了改造及设计,并进行了实验验收。
关键词:数控车床电气控制系统改造设计随着我国数控车床的不断发展,其如今已经成为我国制造业中相当重要的基础装备之一。
数控车床主要包括机械系统以及电气系统两大部分。
通常来说,对于电气系统而言,其无故障运行期在5-10年之间,随后便会进入到故障的高发时期,但是,一般数控车床其机械部件若保养良好一般能够使用20-25年,且精度、可靠及稳定性能仍可以保持较高水平。
如今,不少数控车床已经运行了十多年,并步入了“损耗期”,这些陈旧的数控机床常常故障频发,很多功能已经无法很好地适应如今大规模的生产需求,有必要针对数控车床相关设备进行改造,以便提高企业设备的技术水平,通过少量投资对老数控车床的电气系统进行进一步的升级和改造,以便使其重焕生机并继续发挥其作用。
1、数控车床电气控制系统1.1 数控车床的工作原理及其功能分析对于数控车床而言,以被加工零件的工作图以及工艺过程卡为依据,通过对数控代码及其程序格式进行加工程序编写的整个过程进行规定,在数控系统中进行准确加工程序的输入,并将已给定加工程序及输入信号进行相应的运算、控制及其处理,而后将处理结果发送至控制系统中,从而对机床各部件进行驱动,使其能够以机械加工相关要求为依据进行有序的运行,并自动进行合格零件的制作。
由于数控车床主要负责进行轴类以及盘类回转体零部件的加工,并自动完成圆柱面、圆锥面、断面、圆弧面以及螺纹内外工序的切削及其加工过程,因而在机械制造领域得到了广泛的应用,经改造后的数控车床也应当能够满足这些功能。
1.2 数控车床电气控制系统电路分析1)主轴电动机的电气控制,主轴电机为交流变频电动机,主要通过变频器进行驱动,对于其正、反转以及速度等主要是由数控系统控制的。
基于单片机的数控车床XY工作台与控制系统设计报告设计报告:基于单片机的数控车床XY工作台与控制系统设计1.引言数控(数值控制)车床是一种以机电一体化技术为基础,通过计算机控制工件加工的设备。
传统的车床需要操作工人手动控制加工过程,而数控车床则通过计算机编程实现自动化加工。
本设计报告旨在设计基于单片机的数控车床XY工作台与控制系统,实现工件在XY平面上的精准加工。
2.系统设计(1)硬件设计本系统的硬件设计包括数控车床的机械结构和控制系统的电路设计。
数控车床的机械结构需要设计XY工作台的运动结构。
可以采用步进电机或直流伺服电机作为驱动器,通过丝杆传动实现运动。
同时,需要设计定位传感器用于测量工件位置,反馈给控制系统。
控制系统的电路设计主要包括单片机的选择和配套电路。
可以选择性能稳定、功能强大的单片机作为控制器,并设计外部电路实现与驱动器和传感器的连接。
此外,还需要设计电源电路、通信接口等。
(2)软件设计软件设计是数控车床控制系统非常重要的一部分,需要实现驱动器控制和运动轨迹规划等功能。
可以使用C语言开发嵌入式软件程序。
驱动器控制:通过控制输出脉冲和方向信号,控制步进电机或直流伺服电机的运动。
可以根据用户输入的指令,控制工件在XY平面上移动。
运动轨迹规划:根据用户输入的参数,计算出工件在XY平面上移动的运动轨迹。
可以采用插补算法,实现平滑移动和加工轨迹自由控制。
3.系统实现(1)实现步骤首先,进行硬件设计。
根据车床的尺寸和加工需求设计XY工作台的运动结构,选择合适的驱动器和传感器。
然后,根据单片机选型,设计电路连接驱动器和传感器。
最后,设计电源电路和通信接口。
其次,进行软件设计。
根据硬件设计的结果,编写嵌入式软件程序,实现驱动器控制和运动轨迹规划等功能。
最后,进行系统调试。
根据设计的功能要求,对系统进行全面测试和调试,验证系统的稳定性和性能。
(2)实验结果通过实验验证,本设计的数控车床XY工作台与控制系统实现了工件在XY平面上的精确加工。
摘要C6136型卧式车床经济型数控改造是改变机床进给量系统,主轴转速等加工实现自动化。
以便提高加工速度和精度,实现现代加工要求。
本设计由于功能适宜,价格便宜,用它来改造车床,投资少、见效快。
经济型数控系统功能强,可靠性稳定,功率增大,结构简单,维修方便,还大大提高生产效率,创造更大的经济效益。
本次设计为机床进给伺服系统机械部分设计和数控系统硬件电路设计等。
关键词:自动化伺服系统硬件序言经济型数控是我国80年代科技发展的产物。
这种数控系统由于功能适宜,价格便宜,用它来改造车床,投资少、见效快,成为我国“七五”、“八五”重点推广的新技术之一。
十几年来,随着科学技术的发展,经济型数控技术也在不断进步,数控系统产品不断改进完善,并且有了阶段性的突破,使新的经济型数控系统功能更强,可靠性更稳定,功率增大,结构简单,维修方便。
由于这项技术的发展增强了经济型数控的活力,根据我国国情,该技术在今后一段时间内还将是我国机械行业老设备改造的很好途径。
对于原有老的经济型数控车床,特别是80年代末期改造的设备,由于种种原因闲置的很多,浪费很大;在用的设备使用至今也十几年了,同样面临进一步改造的问题通过改造可以提高原有装备的技术水平,大大提高生产效率,创造更大的经济效益。
毕业设计是学生在校学习阶段的最后一个教学环节,也是学生完成基本训练的重要环节。
其目的是培养学生综合运用所学的专业和基础理论知识,独立解决本专业一般工程技术问题的能力,树立正确的设计思想和工作作风。
毕业设计说明书不只反映了设计的思想内容,方法和步骤,而且还反映了学生的文理修养和作风。
本说明书分为概述、设计内容、总结三部分,分别介绍了此次设计任务将普通卧式车床(C6136)改造为经济型数控车床;有关经济型数控车床改造总体方案确定及框图、进给伺服系统机械部分设计计算及校核、数控系统硬件电路的设计、加工程序编制;主要是对本次毕业设计的心得。
在编写过程中,得到了指导老师和各位老师及同学的大力支持和热心帮助,在此表示谢意由于本人水平有限,难免有疏漏和不妥之处,恳请专家和老师批评指正。
数控机床电气控制系统的PLC设计作者:丁立来源:《数字技术与应用》2012年第11期摘要:近几年,我国制造业技术发展很快,经济型数控机床,已经成为了我国广大企业设备投资的重要组成部分。
下面以C618车床为例,介绍数控机床电气控制系统的PLC设计的具体步骤及方法。
关键词:电气系统数控机床 PLC中图分类号:TP273 文献标识码:A 文章编号:1007-9416(2012)11-0028-02由于近年来,PLC(可编程控制器)技术取得了快速发展,其在自动控制之中的运用也变得更为广泛。
PLC是一种专门为工业运用而设计出来的计算机,目前已经被运用到数控机床这一工业领域之中。
可编程控制器在控制的性能和硬件成本等诸多方面所展现出的种种优势均为其他种类的工业控制产品所无法进行比拟的。
所以,可编程控制器技术在工业自动化在数控机床中的运用正在变得愈来愈多。
1、数控车床电气控制电路分析1.1工作原理及功能数控车床根据被加工零件工作图与工艺过程卡,用规定的数控代码和程序格式编写加工程序,将正确的加工程序输入数控系统,数控系统将给定的加工程序和输入的信号,进行运算和控制处理,然后将处理的结果送往控制系统,驱动机床的各运动部件有序地按机械加工要求运行,自动地制造出合格的零件。
数控车床是用来加工轴类或盘类的回转体零件,自动完成内外圆柱面、圆锥面、圆弧面、端面、螺纹等工序的切削加工,广泛应用于机械制造业。
改造后的车床应该满足上述功能。
1.2电气控制电路的分析1.2.1主轴电机电气控制主轴电动机M3是一台交流变频电动机,由变频器驱动,正转、反转及速度控制也是由数控系统进行控制。
1.2.2主轴控制来自零件程序的输入信号有:M03、M04、M05。
来自机床操作面板有主轴正转、反转、点动、停止。
输出信号:主轴正转Q0.0;主轴反转Q0.1;主轴停止Q0.2。
1.2.3其他辅助电机控制数控车床辅助电机主要有刀架电机、冷却泵电机、润滑泵电机,各辅助电机的控制简述如下:(1)冷却泵电动机控制:来自零件程序输入信号有:MO8、MO9;来自机床操作面板,冷却起停键;冷却控制输出信号:Q0.3;手动控制-按纽;自动控制-数控指令M代码。
机床电气控制电路设计引言在机床的制造过程中,电路设计起着至关重要的作用。
机床电气控制电路设计涉及到各种传感器、执行器、开关和控制器的选择和配置。
本文将介绍机床电气控制电路设计的基本原则和常用组件,并提供一些实际案例来帮助读者更好地理解。
基本原则机床电气控制电路设计的基本原则是确保系统的可靠性、稳定性和安全性。
以下是一些常见的设计原则:1.分离电源:将电源分为主电源和控制电源,以确保不会因为控制电路故障而影响整个系统的运作。
2.使用合适的传感器:选择适合机床应用的传感器,例如位置传感器、压力传感器和温度传感器等。
3.合理配置执行器:根据机床的具体要求,选择合适的执行器,例如伺服电机、步进电机和液压执行器等。
4.使用适当的开关:选择合适的开关设备,例如按钮开关、刀闸开关和继电器等,确保系统的正常操作。
常用组件PLC(可编程逻辑控制器)PLC是一种专门用于工业控制的计算机设备,能够根据预定程序来控制机床的操作。
PLC通常由中央处理单元(CPU)、输入/输出模块(I/O 模块)和通信模块组成。
PLC的设计要考虑到机床的需求,合理选择适当的输入和输出模块。
通过编程,可以实现对机床的自动化控制。
PLC编程语言常用的PLC编程语言有梯形图(Ladder Diagram)、指令列表(Instruction List)、功能块图(Function Block Diagram)和结构化文本(Structured Text)等。
选择合适的编程语言,可以提高编程效率和可读性。
变频器变频器是控制电动机转速的装置。
它通过改变电源的频率和电压来调整电动机的转速。
变频器能够提供精确的转速控制和启动/停止控制,适用于需要频繁改变转速的机床应用。
电气元件机床电气控制电路设计中常用的电气元件有继电器、断路器、按钮开关和接触器等。
这些元件用于控制电路的开关和保护。
实际案例数控铣床控制电路设计在数控铣床的控制电路设计中,需要考虑到以下几个方面:1.位置控制:选择合适的位置传感器,如光电开关或编码器,以获取工件和刀具的准确位置信息。
《机电一体化系统设计》课程设计题目一一、任务分析1.设计题目:CA6140车床经济型数控改装设计2.设计内容与要求:将CA6140普通车床改造成经济型数控车床。
要求该车床具有切削螺纹的功能,纵向和横向具有直线和圆弧插补功能。
系统分辨率纵向:0.01mm,横向:0.005mm。
设计参数如下:最大加工直径:在床面上400mm在床鞍上210mm最大加工长度:1000mm快进速度纵向 2.4m/min横行 1.2m/min最大切削进给速度纵向0.5m/min横行0.25m/min代码制ISO脉冲分配方式逐点比较法输入方式增量值、绝对值通用控制坐标数 2最小指令值纵向0.01mm/pulse横行0.005mm/pulse刀具补偿量0~99.99mm进给传动链间隙补偿量纵向0.15mm横行0.075mm自动升降速性能有二、总体方案设计接到数控装置的设计任务以后,必须首先拟定总体方案,绘制系统总体框图,才能决定各种设计参数和结构,然后再分机械部分和电气部分进行设计计算。
现以机电一体化的典型产品经济型数控机床为例,分析总体方案的拟定的内容和应该考虑的问题。
机床数控系统总体方案的拟定应包括以下内容:系统运动方式的确定,伺服系统的选择,执行机构的结构及传动方式的确定,微型计算机数控系统的选择、设计等。
应根据毕业设计任务书及要求提出系统总体方案,对方案进行分析比较和论证,最后确定总体方案。
1.总体设计方案的论证对于普通机床的经济型数控改造,在考虑总体设计方案时,应遵守的基本原则是:在满足设计要求的前提下,对机床的改造应尽可能少,以降低成本。
1)数控系统运动方式的确定数控系统按运动方式可分为点位控制系统、点位直线控制系统、连续(轮廓)控制系统。
由于要求CA6140车床加工复杂轮廓零件,所以本微机数控(MNC)系统采用连续控制系统。
2)伺服进给系统的选择数控机床的伺服进给系统有开环、半闭环和闭环之分。
采用直流或交流伺服电机驱动的闭环控制方案的优点是可以达到很好的机床精度,能补偿机械传动系统中的各种误差、传动间隙及干扰等对加工精度的影响。
学院自动化学院本科毕业设计(论文)题目:经济型数控车床控制系统硬件电路设计专业:自动化(数控技术应用)Graduation Design (Thesis) Hardware Design of Economic NC LatheBy摘要本文详细地介绍了经济型数控车床控制系统硬件电路的设计过程。
该控制系统主要可分为四部分设计:CPU存储器扩展电路设计、显示电路设计、手动键盘和编辑键盘电路设计以及I/O扩展电路设计。
在CPU存储器扩展电路设计中,CPU选用MCS-51系列的8031单片机,外扩32K的程序存储器和8K的数据存储器,分别用于存放系统管理程序、数控加工程序以及运算数据;在显示电路设计中,选用MCS-51系列的89C2051单片机作为从CPU,控制三排LED显示器,用于X轴、Z轴动态坐标以及相关数字的动态显示;在手动键盘和编辑键盘设计中选用8155芯片的PA口和PC口作为行、列母线,扩展矩阵式编辑键盘,用于程序和数据的输入或编辑,同时选用8031单片机的P1口扩展手动键盘,用于系统启动、停止以及运动部件在X、Z轴方向的手动控制;在I/O口扩展电路设计中选用8255芯片扩展输入输出口,用于接收和传送开关量及相关信息。
总体来说,该设计电路简单、开发成本低、可靠性高,在此基础上,进一步完善硬件,并开发控制软件,对经济型数控车床,尤其是功能要求不高的经济型车床,具有一定的应用价值。
关键词:数控车床;控制系统;电路设计ABSTRACTThis paper introduced the hardware design of the economy numerical control lathe in detail, which mainly includes four parts: RAM/ROM, display module, keyboard and system I/O. In the design, a MCS-51 series microprocessor, 8031, is chosen as the system CPU, a 32K ROM is used to store the system software and an 8K RAM, to store NC code and operation data respectively. Another MCU, 89C2051 is used to realize the control of the three rows LED monitor showing coordinates of axis X and Z axis and other state of the system. Charnel A and C of 8155 are used for editor keyboard, which make the inputting or editing of the NC code and data possible. Charnel P1 of 8031 is used for the operation keyboard such as system power on/off and movement of axis X or Z. a programmable parallel I/O chip, 8255, is used to achieve system I/O and the transmission of other information. In summarize, the system developed is characterized by its simplicity, low development cost and high reliability. It can find its actual value in the development of economic NC lathe, especially for those whose function is not desired so much.Key words:Numerical Control Lathe; Control System; Circuit Design目录第一章绪论 (1)1.1 引言 (1)1.2 选题背景与意义 (2)1.3 研究现状 (3)1.4 本文的结构 (4)第二章经济型数控车床控制系统硬件电路设计方案的拟定 (5)2.1 控制对象及要求 (5)2.2 总体控制方案的拟定 (5)2.2.1 主CPU的选用 (5)2.2.2 外扩存储器的确定 (6)2.2.3 显示电路的确定 (6)2.2.4 扩展键盘及I/O口电路的确定 (7)2.2.5 总体方案的结构框图 (7)第三章经济型数控车床控制系统硬件电路设计 (8)3.1 CPU时钟及复位电路设计 (8)3.1.1 时钟电路设计 (8)3.1.2 复位电路设计 (8)3.2存储器扩展电路设计 (9)3.2.1 程序存储器扩展电路设计 (9)3.2.2 数据存储器扩展电路设计 (11)3.3 显示电路设计 (14)3.3.1 数字动态显示电路设计 (14)3.3.2 功能字显示电路设计 (16)3.4 手动键盘和编辑键盘电路设计 (17)3.4.1 手动键盘电路设计 (18)3.4.2 工作方式选择开关电路设计 (20)3.4.3 编辑键盘电路设计 (21)3.5 I/O接口扩展电路设计 (23)3.6 步进电机控制信号输出电路设计 (28)3.7 译码电路设计 (29)3.7.1 扩展芯片选择译码电路设计 (29)3.7.2 显示位选择译码电路设计 (31)第四章控制系统原理图及PCB图的绘制 (32)4.1 控制系统电路原理图的绘制方法及步骤 (32)4.2 控制系统电路PCB图的绘制方法及步骤 (35)第五章结论 (37)5.1 论文总结 (37)5.2 感想 (38)致谢 (39)参考文献 (40)附录A:英文资料 (41)附录B:英文资料翻译 (55)附录C:硬件设计原理图与PCB图 (67)附件:毕业论文光盘资料第一章绪论1.1 引言科学技术和社会生产的不断发展,对机械产品的质量和生产率提出越来越高的要求。
机械加工工艺过程的自动化是实现上述要求的最重要措施之一。
它不仅能够提高产品的质量,提高生产效率,降低生产成本,还能够大大改善工人的劳动条件。
许多生产企业(例如汽车、拖拉机、家用电器等制造厂)已经采用了自动机床、组合机床和专用自动生产线。
采用这种高度自动化和高效率的设备,尽管需要很大的初始投资以及较长的生产准备时间,但在大批大量的生产条件下,由于分摊在每一个工件上的费用很少,经济效益仍然非常显著的。
但是,在机械制造工业中并不是所有的产品零件都具有很大的批量,单件与小批量生产的零件(批量在10—100件)约占机械加工总量的80%以上。
尤其是在造船、航天、航空、机床、重型机械以及国防部门,其生产特点是加工批量小、改型频繁,零件的形状复杂而且精度要求高,采用专用化程度很高的自动化机床加工这类零件就显得和不合理,因为需要经常改装与调整设备,对于专用生产线来说,这种改装与调整甚至是不可能实现的。
近年来,由于市场竞争日趋激烈,为在竞争中求得生存与发展,各生产企业不仅要提供高质量的产品,而且频繁地改型,缩短生产周期,以满足市场上不断变化的需要。
因此,即使是大批量生产,也改变了产品长期一成不变的做法。
频繁地开发新产品,使“刚性”的自动化设备在大批生产中也日益暴露其缺点。
已经使用的各类仿型加工机床部分解决了小批量、复杂零件的加工。
但在更换零件时,必须制造靠模和调整机床,不但要耗费大量的手工劳动,延长了生产准备周期,而且由于靠模误差的影响,加工零件的精度很难达到较高的要求。
为解决上述这些问题,来满足多品种、小批量的自动化生产,迫切需要一种灵活的、通用的、能够适应产品频繁变化的柔性自动化机床。
数字机床就是在这样的背景下诞生与发展起来的。
它极其有效地解决了上述一系列矛盾,为单件、小批量生产的精密复杂零件提供了自动化加工手段。
数控机床就是将加工过程所需的各种操作(如主轴变速、松夹工件、进刀与退刀、开车与停车、选择刀具、供给冷却液等)和步骤以及刀具与工件之间的相对位移量都用数字化的代码来表示,通过控制介质(如穿孔纸带或磁带)将数字信息送入专用的或通用的计算机,计算机对输入的信息进行处理与运算,发出各种指令来控制机床的伺服系统或其它执行元件,使机床自动加工出所需要的工件。
数控机床与其它自动机床的一个显著区别在于当加工对象改变时,除了重新装夹工件和更换刀具之外,只需要更换一条新的穿孔纸带或磁带,不需要对机床作任何调整。
我国在研制与推广使用数控机床方面取得了一定成绩。
近年来,由于引进了国外的数控系统与伺服系统的制造技术,是我国数控机床在品种、数量和质量方面得到了迅速发展。
目前我国已有几十家机床厂能够生产不同类型的数控机床和加工中心机床。
我国经济型数控车床的研究、生产和推广工作也取得了较大的进展,它必将对我国各行业的技术改造起到了积极的推广作用。
目前,在数控技术领域中,我国和先进的工业国家之间还存在着不小的差距,但这种差距正在缩小。
随着工厂、企业技术改造的深入开展,各行各业对数控机床的需要量将会大幅度的增长,这将有力地促进数控机床的发展。
毫无疑问,数控机床必然会在我国四化建设中发挥越来越大的作用。
1.2 选题背景与意义我国数控车床发展,始于20世纪70年代,通过30余年的发展,我国目前生产的数控车床,分为经济型数控车床、中档型数控车床和高档型数控车床三种档次,其中经济型数控车床约占数控车床产量90%。
经济型数控车床,价格低廉,设备费用投入较少,可以广泛地满足企业发展初期的需要,特别是受到民营经济企业的欢迎,仍是我国当前数控车床的主流产品。
经济型数控车床主要特点有:1)价格低廉,性价比适中,大约是同等配置带伺服电动机系统的1/4或更低。
它特别适合于普通机床的改造,适合在生产第一线大面积推广。
2)适合于多品种、中小批量的自动化生产,对产品的适应性强,在普通机床上加工的产品大都可以在经济型数控产品上加工。
加工不同零件,只需改变加工工序,并且能很快适应和达到批量生产。
3)提高产品质量,降低废品损失。
数控装置有较高的加工精度,加工出的产品尺寸一致性好、合格率高。
4)能解决复杂零件的加工精度控制问题。
5)节约大量工装费用,降低生产成本。
手工操作需要大量不同类型的靠模和成形刀具,用经济型数控车床加工可以不用工装,不仅节约了工装费用,还减轻了工具制造部门的压力。