典型螺母冷镦工艺设计共35页
- 格式:ppt
- 大小:2.81 MB
- 文档页数:35

冷镦:就是利用金属的塑性,采用冷态力学进行施压或冷拔,达到金属固态变形的目的。
(基本定义)在室温下把棒材或线材的顶部加粗的锻造成形方法。
冷镦主要用於制造螺栓、螺母、铁钉、铆钉和钢球等零件。
锻坯材料可以是铜、铝、碳钢、合金钢、不锈钢和钛合金等,材料利用率可达80~90%。
冷镦多在专用的冷镦机上进行,便於实现连续、多工位、自动化生产。
在冷镦机上能顺序完成切料、镦头、聚积、成形、倒角、搓丝、缩径和切边等工序。
生产效率高,可达300件/分以上,最大冷镦工件的直径为48毫米。
冷镦螺栓工序示意图为冷镦螺栓的典型工序。
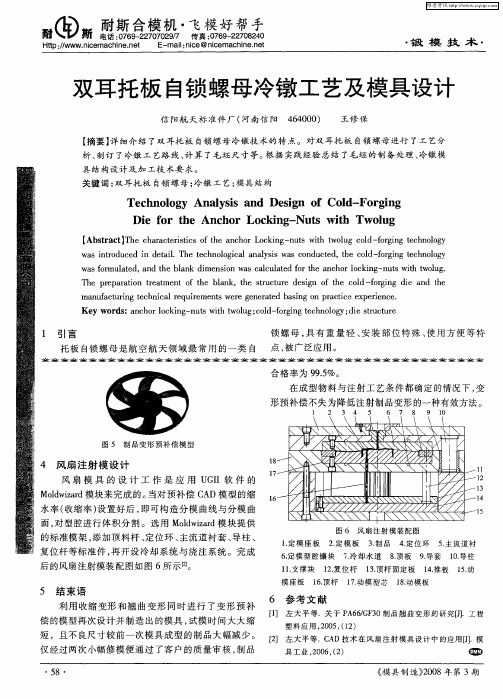
多工位螺母自动冷镦机为多工位螺母自动冷镦机。
棒料由送料机构自动送进一定长度,切断机构将其切断成坯料,然后由夹钳传送机构依次送至聚积压形和冲孔工位进行成形。
冷镦是指原材料在常温下进行冲压,热镦是指原材料在经过加温后进行冲压,具体的用途没有特别的要求,一般情况下都要求用冷镦,因为这样的表面光洁度,材料的组织成份会比较紧密些,还有就是较大的工件常采用热镦加工。
锻造头部,也叫热墩,把头部加热烧红,挤压成型;螺丝的六角头是墩出来的吗?绝大多数是墩出来的,因为这样可以节省材料。
根据墩锻机吨位大小和螺栓直径,可以采用冷墩或热墩工艺。
小批量的专用或特殊螺栓的六角头是车削后铣成的。
丝又是怎样制出的?单件小批量可以用板牙套丝、车床挑丝、旋风铣铣制等方法。
大批量生产中常采用搓丝机搓丝、滚丝机滚丝的方法,效率很高。
因为螺栓杆成形方法有冷拔和缩径,所以这种螺栓的没有螺纹的部分直径不一定略小。
采用冷拔时,略小;采用缩径时,可以与螺纹等径或稍大。
螺栓整个是压铸造的吗?如果螺栓材料为铝合金、锌合金、铜合金等低熔点的合金或金属,也可以采用压铸成型的方法。
钢制的不采用压铸制造。
螺栓的六角头的成形不能一概而论,有冷墩的、有热墩的、有镦后直接出成品的,也有镦后再机加工的,也有全部机加工的。
镦制的螺栓头部是有加工痕迹的,在根部有模具的夹具痕迹。



目录1.形状、尺寸2. 坯料准备3. 自动锻压机的型号4. 凹模孔的直径5. 滚压螺纹坯径尺寸的确定6. 送料滚轮设计7. 切料模8. 送料与切料时常见的缺陷、产生的原因9. 初镦10. 终镦冲模11. 镦锻凹模12. 减径模13. 切边14. 常用模具材料及硬度要求15. 冷成形工艺对原材料的要求16. 切边时容易出现的缺陷、产生原因17. 化学成份对材料冷成形性能的影响18. SP.360设备参数19. 台湾设备参数20. 台湾搓丝机参数21. 国内搓丝机、滚丝机参数22. YC-420、YC-530滚丝机参数23. 磨床参数24. 单位换算25. 钻床参数形状、尺寸:1.圆角半径――取直径的1/20~1/5。
冷锻时圆角过大反而难锻造。
2.镦粗头部和法兰部尺寸――头部或法兰部体积V在2D3(D为坯料直径)以下时用单击镦锻机,3.5D3以下时可用双击镦锻机加工,而不会产生纵向弯曲。
如V为4.7D3必须经三道镦粗工序。
这部分的直径D1,(镦粗后直径)对于C<0.2%的碳素钢,不经中间退火能够镦粗到2.5D。
超过上述范围必须中间退火。
侧面尺寸由于难以控制,公差要尽可能放宽。
3.镦粗部分的形状――头部或头下部的高度比直径大时,侧壁上向上和向下设置2°左右的锥度,使材料填充良好。
球形头部顶上允许设计成小平面。
4.挤压件坯料和挤出部分断面积之比A0/A1,即挤压比R,对S10C、BSW1的实心、空心正挤压件,如在5~10以下,对反挤压杯形件,如在1.3~4间,能够一次成形。
自由挤压件的R如在1.25~1.4以下,能经一道工序加工。
杯形件反挤压时的冲头压力,当R约为1.7时最小。
5.挤压件断面变化部分的锥度如图1,但对于变形抗力高的材料,从模具强度上考虑,α(度)要取较大值。
6.反挤压杯形件的侧壁高度――侧壁高度H和冲头直径d的比H/d,对S10C、BSW1如在2~3以下,对更硬的材料如在1~2以下,均可一次成形。
冷镦成型工艺设计、螺栓(总53页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--目录1. 形状、尺寸2. 坯料准备3. 自动锻压机的型号4. 凹模孔的直径5. 滚压螺纹坯径尺寸的确定6. 送料滚轮设计7. 切料模8. 送料与切料时常见的缺陷、产生的原因9. 初镦10. 终镦冲模11. 镦锻凹模12. 减径模13. 切边14. 常用模具材料及硬度要求15. 冷成形工艺对原材料的要求16. 切边时容易出现的缺陷、产生原因17. 化学成份对材料冷成形性能的影响18. 设备参数19. 台湾设备参数20. 台湾搓丝机参数21. 国内搓丝机、滚丝机参数22. YC-420、YC-530滚丝机参数23. 磨床参数24. 单位换算25. 钻床参数形状、尺寸:1.圆角半径――取直径的1/20~1/5。
冷锻时圆角过大反而难锻造。
2.镦粗头部和法兰部尺寸――头部或法兰部体积V在2D3(D为坯料直径)以下时用单击镦锻机,以下时可用双击镦锻机加工,而不会产生纵向弯曲。
如V为必须经三道镦粗工序。
这部分的直径D1,(镦粗后直径)对于C<%的碳素钢,不经中间退火能够镦粗到。
超过上述范围必须中间退火。
侧面尺寸由于难以控制,公差要尽可能放宽。
3.镦粗部分的形状――头部或头下部的高度比直径大时,侧壁上向上和向下设置2°左右的锥度,使材料填充良好。
球形头部顶上允许设计成小平面。
4.挤压件坯料和挤出部分断面积之比A0/A1,即挤压比R,对S10C、BSW1的实心、空心正挤压件,如在5~10以下,对反挤压杯形件,如在~4间,能够一次成形。
自由挤压件的R如在~以下,能经一道工序加工。
杯形件反挤压时的冲头压力,当R约为时最小。
5. 挤压件断面变化部分的锥度如图1,但对于变形抗力高的材料,从模具强度上考虑,α(度)要取较大值。
挤压比制件形状24 50 棒、管正挤压件反挤压杯形件10~20 60~9030~4560~90 45~60 75~90 75~90 75~90 6. 反挤压杯形件的侧壁高度――侧壁高度H 和冲头直径d 的比H/d ,对S10C 、BSW1如在2~3以下,对更硬的材料如在1~2以下,均可一次成形。
目录1.形状、尺寸2. 坯料准备3. 自动锻压机的型号4. 凹模孔的直径5. 滚压螺纹坯径尺寸的确定6. 送料滚轮设计7. 切料模8. 送料与切料时常见的缺陷、产生的原因9. 初镦10. 终镦冲模11. 镦锻凹模12. 减径模13. 切边14. 常用模具材料及硬度要求15. 冷成形工艺对原材料的要求16. 切边时容易出现的缺陷、产生原因17. 化学成份对材料冷成形性能的影响18. SP.360设备参数19. 台湾设备参数20. 台湾搓丝机参数21. 国内搓丝机、滚丝机参数22. YC-420、YC-530滚丝机参数23. 磨床参数24. 单位换算25. 钻床参数形状、尺寸:1.圆角半径――取直径的1/20~1/5。
冷锻时圆角过大反而难锻造。
2.镦粗头部和法兰部尺寸――头部或法兰部体积V在2D3(D为坯料直径)以下时用单击镦锻机,3.5D3以下时可用双击镦锻机加工,而不会产生纵向弯曲。
如V为4.7D3必须经三道镦粗工序。
这部分的直径D1,(镦粗后直径)对于C<0.2%的碳素钢,不经中间退火能够镦粗到2.5D。
超过上述范围必须中间退火。
侧面尺寸由于难以控制,公差要尽可能放宽。
3.镦粗部分的形状――头部或头下部的高度比直径大时,侧壁上向上和向下设置2°左右的锥度,使材料填充良好。
球形头部顶上允许设计成小平面。
4.挤压件坯料和挤出部分断面积之比A0/A1,即挤压比R,对S10C、BSW1的实心、空心正挤压件,如在5~10以下,对反挤压杯形件,如在1.3~4间,能够一次成形。
自由挤压件的R如在1.25~1.4以下,能经一道工序加工。
杯形件反挤压时的冲头压力,当R约为1.7时最小。
5.挤压件断面变化部分的锥度如图1,但对于变形抗力高的材料,从模具强度上考虑,α(度)要取较大值。
6.反挤压杯形件的侧壁高度――侧壁高度H和冲头直径d的比H/d,对S10C、BSW1如在2~3以下,对更硬的材料如在1~2以下,均可一次成形。
冷墩螺母工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!冷墩螺母工艺流程一、准备工作阶段。
在进行冷墩螺母的生产之前,有许多准备工作需要完成。