纺丝工艺流程简介.pptx
- 格式:pptx
- 大小:4.04 MB
- 文档页数:21
科普常规纺丝工艺及流程1、纺丝工艺流程常规纺丝工艺流程如下:干切片→熔融挤出→混合→计量→过滤→纺丝→冷却成形→上油→卷绕→UDY筒子。
工艺流程见图9-4。
1.熔融挤出切片依靠自重从进料口进人螺杆挤出机。
由于螺杆的转动,切片沿螺槽向前运动,螺杆套简外侧装有加热元件,通过套筒将热量传给切片;同时,螺杆挤出机内的切片之间的摩擦和被挤压产生一定的热量。
切片受热熔化,并被挤出机压缩而具有一定的熔体压力。
2.混合使用静态混合器将出口处的熔体混合均匀,从而强化熔体的均匀性,减小熔体通过弯管时管壁与管中心温度和停留时间的差别。
若熔体均匀可不使用静态混合器。
3.计量螺杆挤出机输出的熔体由分配管分配到各纺丝部位的计量泵进行计量,以保证丝条的线密度一致、条干均匀。
同时,计量泵可使熔体增压,以适应高压纺丝的需要。
4.过滤纺丝前用滤砂等过滤材料滤掉熔体中的杂质。
过滤材料有金刚砂、海砂、超细玻璃珠、过滤网等。
在高压纺丝中,过滤层会产生较高的阻力,使熔体摩擦生热,温度升高,改善熔体的流变性能。
5.纺丝经过滤后,熔体被分配板分配到喷丝板上的各个喷丝孔,从喷丝孔中吐出,形成熔体细流。
6.冷却成形熔体细流被冷却介质冷却、凝固成丝条的过程称为冷却成形。
在冷却的同时,由于喷丝头的拉伸作用,熔体细流在未凝固之前逐渐细化。
冷却成形在纺丝窗内完成,纺丝甬道上端吹风窗强制吹出的冷却风可保证冷却条件的均匀。
7.上油由于初生纤维较干燥,易产生静电,且单丝间抱合力差,丝条松散,摩擦系数大,无法进行后加工。
因此,纺丝时要给丝条上油。
虽然,采用不同工艺纺丝时其上油位置不同,但上油的目的上油可起到利于丝条集束、减少静电、提高平滑性的作用。
常规纺丝均采用油轮上油,经冷却成形的丝条经过甬道到达卷绕机之前,与油轮接触完成上油。
8.卷绕卷绕由上、下导丝盘、横导丝器及摩擦辊相互配合完成。
上过油的丝条经上、下导丝盘改变走向、调节张力后,经横导丝器卷绕在筒管上。
管管与卷绕头上的摩擦辊以一定压力接触,通过摩擦传动保持相同的线速度,这一速度即为纺丝速度。
纺丝工艺技术培训课件纺丝工艺技术培训课件第一部分:纺纱工艺简介1. 纺纱工艺概述- 纺纱是将棉麻丝绸等纤维加工成线或线状的纱线的过程。
- 纺纱工艺的主要目的是提高纤维的加工性能和纱线的质量。
2. 纺纱工艺的作用- 改善纺纱原料的物理和化学性质。
- 提高纺纱原料的可加工性。
- 改变纺纱原料断裂形式和加工技术。
- 生成符合产品质量要求的纱线。
第二部分:纺织纤维的加工过程1. 纺纱原料的选择和处理- 选择合适的纺纱原料,如棉花、麻、丝、化纤等。
纺丝工艺技术培训课件- 进行纺纱原料的门清洗、开松、锯谷、开锭等处理,使其达到纺纱的要求。
2. 纺纱方法的选择- 确定纺纱所采用的方法,如纺纱机械纺纱、化纤纺纱、纱线制造等。
- 根据纺纱目的,选择适合的纺纱方法。
3. 纺纱工艺参数的控制- 细度:纤维的直径或单位长度的质量。
- 纺度:指纺纱后纱线的质量。
- 平均加捻度:纱线中每米纱线上的捻度。
- 单位长度强度:纱线断裂前承受的力。
- 单位长度伸长率:纱线在断裂前的变形量与原长比值。
第三部分:常见的纺纱工艺技术1. 棉纺织纤维加工- 梳棉前处理:浸泡、脱杂、干燥。
- 梳棉工艺:预并、粗梳、精梳、打条。
- 精纺工艺:纺纱前的准备工序,包括梳子准备、松纺准备、浆纱准备和筘纱准备。
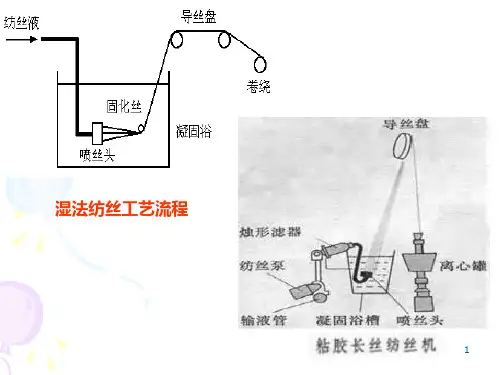
2. 化纤纺纱加工- 干纺工艺:在不加水的条件下进行纺纱。
- 湿纺工艺:在水中进行纺纱,可分为湿拉纺和湿走纺。
- 混纺工艺:将两种或多种纤维混合纺纱。
第四部分:纺丝工艺的常见问题和解决方法1. 纺纱原料问题及解决方法- 纺纱原料含杂:增加梳理次数,加强梳理质量。
- 纺纱原料短纤维含量高:选择适当的纺纱方法,增加纺纱加捻度。
2. 纺纱设备问题及解决方法- 纺纱机械故障:及时检修和维护纺纱设备。
- 纺纱机械调整不准确:根据纺纱工艺参数进行调整。
第五部分:纺丝工艺的质量控制1. 纺纱原料质量控制- 棉纱弹性和灵活性控制。
- 化纤纱质量控制。
2. 纺纱工艺质量控制- 纺纱设备调整和维护的质量控制。

纺丝工艺技术培训课件纺丝工艺技术培训课件纺丝工艺技术是纺织行业中至关重要的一环,它涉及到纺纱过程中的各个环节,对纺纱品质和效率的提升起着决定性的作用。
为了提高纺织企业的竞争力和生产效益,纺丝工艺技术培训成为了必要的一项工作。
本文将从纺丝工艺的基本原理、设备和操作技巧等方面进行探讨。
一、纺丝工艺的基本原理纺丝工艺是将纤维原料经过一系列的加工过程,将其拉伸成纤维束,然后通过旋转纺纱机械使其形成纺纱线。
纺丝工艺的基本原理包括纤维预处理、纤维拉伸、纤维排列和纤维成线等环节。
其中,纤维预处理是为了去除纤维原料中的杂质和不良纤维,以保证纺纱线的品质;纤维拉伸是为了增加纤维的长度和细度,提高纺纱线的强度和均匀度;纤维排列是为了使纤维在纺纱过程中更好地成线,减少纤维间的摩擦和纠结;纤维成线是将纤维束通过纺纱机械的旋转运动,形成纺纱线。
二、纺丝工艺的设备纺丝工艺中使用的设备主要包括纤维预处理设备、纤维拉伸设备、纤维排列设备和纤维成线设备。
纤维预处理设备主要有清梳机、开松机和预并机等,用于去除纤维原料中的杂质和不良纤维。
纤维拉伸设备主要有牵伸机、牵伸锭和牵伸辊等,用于增加纤维的长度和细度。
纤维排列设备主要有梳棉机、梳毛机和梳麻机等,用于使纤维在纺纱过程中更好地成线。
纤维成线设备主要有纺纱机械,包括粗纺机、细纺机和整经机等,用于将纤维束形成纺纱线。
三、纺丝工艺的操作技巧纺丝工艺的操作技巧对于提高纺纱品质和效率至关重要。
首先,操作人员要熟悉纺丝工艺的基本原理和设备的使用方法,掌握各个环节的操作要点。
其次,要注意纤维原料的选择和处理,保证纤维的质量和纯度。
再次,要合理调整设备的参数,如牵伸机的牵伸比例、梳棉机的梳理程度等,以适应不同纤维原料的特性。
此外,还要定期对设备进行维护和保养,确保其正常运转和长期稳定工作。
四、纺丝工艺的发展趋势随着科技的不断进步和纺织行业的发展,纺丝工艺技术也在不断创新和改进。
一方面,纺丝工艺的自动化程度越来越高,设备的智能化和自动控制成为了发展的趋势。