连续搅拌反应釜系统的设计与仿真
- 格式:doc
- 大小:687.00 KB
- 文档页数:39
连续生产反应釜的设计连续生产反应釜的设计摘要:通过优化,将原间歇操作的反应釜设计成了可以连续生产的反应釜,大大加强了装置的生产能力,简化了生产流程,降低了劳动强度。
关键词:连续反应釜反应釜是一种或多种物料在内进行物理或化学反应的容器,广泛用于石油、化工、医药、食品、橡胶等行业,反应釜的能力直接决定着装置的生产能力和生产质量。
反应釜由釜体、传热装置、搅拌器、传动装置、轴封装置、支撑等构成,通过优化设计,可以大大增强反应釜的效能。
下面以某聚醚生产线的反应釜设计做一说明。
聚醚反应釜内由几种物料在一定温度、压力下充分反应生成聚醚,物料有剧毒且易燃易爆,对反应条件的控制要求较高。
原生产线的聚醚反应釜采用常规设计,只能在几种物料加注反应完成后,放出成品,再进行下一釜反应的操作。
生产效率较低,工人劳动强度大,不能达到年产量的要求。
为了达到连续生产的目标,要求将反应釜设计成能连续操作的型式,为此进行了如下设计。
要想达到连续生产的目的,就要使几种物料在釜内形成反应流程,在到达出口前就完成反应。
为此需有良好的搅拌驱动力,使几种物料迅速反应,并沿正确的路线走向出口,且能迅速带走反应生成的热量,精确控制反应的温度。
反应釜换热能力的大小决定了釜的生产能力,换热能力取决于三个因素:传热系数、换热面积、换热温差。
对外夹套而言,釜体壁厚是影响传热的主要原因。
首先需设计出满足反应温度、压力条件下的釜体,根据压力容器内压力、温度计算出釜体初始壁厚,再根据夹套的压力用外压计算校核釜体壁厚。
较厚的釜体会减小换热速率,为满足快速带走反应热的要求,在夹套内设置了螺旋导流板,使导热液不走短路,强化了换热速度。
同时,导流板又对内筒壁进行了外压加强,减小了内筒壁厚,增加了传热速率。
连续法生产又要求整个釜体都需冷却,为此夹套将包括上封头的整个釜体包裹,仅留下必要的进出口管和搅拌装置连接件,从而增大了换热面积。
而搅拌器的剧烈搅拌又会对内筒和夹套的连接部分造成损害,为此又在夹套中部增加了和筒体的连接件,保证了釜在操作时的稳定性。
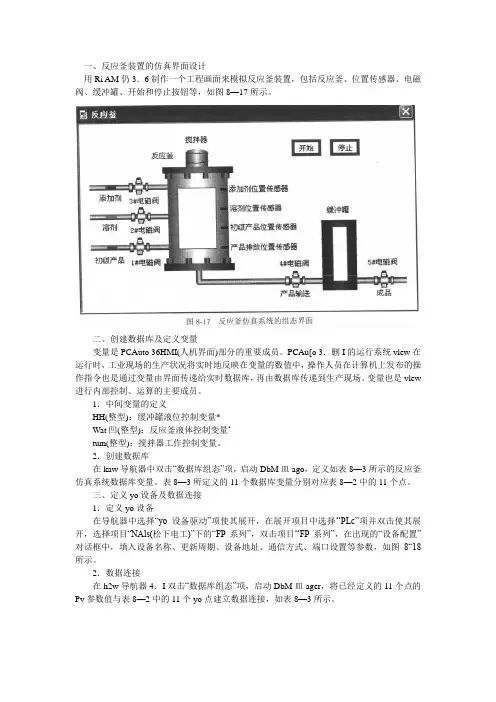
一、反应釜装置的仿真界面设计用Ri AM仍3.6制作一个工程画面来模拟反应釜装置,包括反应釜、位置传感器、电磁阀、缓冲罐、开始和停止按钮等,如图8—17所示。
二、创建数据库及定义变量变量是PCAuto 36HMI(人机界面)部分的重要成员。
PCAu[o 3.删I的运行系统vlew在运行时,工业现场的生产状况将实时地反映在变量的数值中,操作人员在计算机上发布的操作指令也是通过变量由界面传递给实时数据库,再由数据库传递到生产现场。
变量也是vlew 进行内部控制、运算的主要成员。
1.中间变量的定义HH(整型):缓冲罐液位控制变量*Wat凹(整型):反应釜液体控制变量…tum(整型):搅拌器工作控制变量。
2.创建数据库在kaw导航器中双击“数据库组态”项,启动DbM皿ago,定义如表8—3所示的反应釜仿真系统数据库变量。
表8—3所定义的11个数据库变量分别对应表8—2中的11个点。
三、定义yo设备及数据连接1.定义yo设备在导航器中选择“yo设备驱动”项使其展开,在展开项目中选择……PLc”项并双击使其展开,选择项目“NAls(松下电工)”下的“FP系列”,双击项目……FP系列”,在出现的“设备配置”对话框中,填入设备名称、更新周期、设备地址、通信方式、端口设置等参数,如图8“18所示。
2.数据连接在h2w导航器4.I双击“数据库组态”项,启动DbM皿ager,将已经定义的11个点的Pv参数值与表8—2中的11个yo点建立数据连接,如表8—3所示。
四、反应釜装置仿真系统的动画连接1反应釜液位的动画连接反应釜液位的变化利变量Y0.Pv、Y1.Pv、Y2Pv、Y4.Pv及Wat既有关。
Y0.Pv、Y1.Pv和Y2.Pv有个为“1,,,wakr就增加,反应釜液位上升;当Y4.Pv为“1”时,Wat既就减少,反应釜液位下降。
反应釜液位的动画连接如图8—19所示。
2—缓冲罐液位的动画连接缓冲罐液体的变化和变量Y o.Pv、和Y2.Pv有一个为“1”,HH就减少缓冲罐液体上升。
连续连续搅拌釜式反应器搅拌釜式反应器搅拌釜式反应器((CSTR )控制系统设计1. 前言连续搅拌釜式反应器(continuous stirred tank reactor ,简称为CSTR )是聚合化学反应中广泛使用的一种反应器,该对象是过程工业中典型的、高度非线性的化学反应系统。
在早期反应釜的自动控制中,将单元组合仪表组成位置式控制装置,但是化学反应过程一般都有很强的非线性和时滞性,采用这种简单控制很难达到理想的控制精度。
随着计算机技术和PLC 控制器的发展,越来越多的化学反应采用计算机控制系统,控制方法主要为数字PID 控制。
但PID 控制是一种基于对象有精确数学模型的线性过程,而CSTR 模型最主要的一个特征就是非线性,因此PID 控制在这一过程中的应用受到限制。
随着现代控制理论和智能控制的发展,更加先进有效的控制方法应用于CSTR 的控制,如广义预测控制,神经模糊逆模PID 复合控制,自抗扰控制,非线性最优控制,基于逆系统方法控制,基于补偿算子的模糊神经网络控制,CSTR 的非线性H ∞控制等。
但任何一种复杂的化工反应过程都不能用一种简单的控制方式达到理想的控制效果。
目前先进的反应釜智能控制技术就是将智能控制理论和传统的控制方法相结合,如钟国情、何应坚等于1998年对基于专家系统的CSTR 控制系统进行了研究[1],宫会丽、杨树勋等于2003年发表了关于PID 参数自适应控制的新方法[2],冯斌、须文波等于1999年阐述了利用遗传算法的寻优PID 参数的模型参考自适应控制方法等[3]。
但由于这些控制方法的算法比较复杂,在算法的工程实现、现场调试及通用型方面存在着局限性,因此研究一种相对简单实用的CSTR 控制方法,更易为工程技术人员所接受。
本文在对CSTR 过程及其数学模型进行详细分析的基础上,针对过程的滞后性,采用Smith 预估算法与PID 控制相结合的方法实现CSTR 过程的控制,该方法具有实用性强及控制方法简单等特点,基于西门子PCS7系统完成了CSTR 过程控制系统设计。
搅拌反应釜的釜体设计及夹套设计2.1概述夹套式反应釜的釜体是由封头、筒体和夹套三部分组成。
封头有椭圆形封头和锥形封头等形式。
上、下封头与筒体常为焊接。
2.2釜体材料的选择根据工艺参数及操作条件(见附录2)确定封头、筒体及夹套的材料。
此设计的釜体材料选用0Cr18Ni9与夹套材料选用Q235-B,热轧钢板,其性能与用途见表2-1 0由工艺参数及操作条件和表2-1可知,0Cr18Ni9和Q235-B材料能够满足任务书中的设计温度、设计压力。
在操作条件下,Q235- B能使设备安全运转,并且不会因腐蚀而对介质产生污染,而且相对与其他钢号价格便宜,所以本设计釜体材料选用0Cr18Ni9与夹套材料采用Q235-B热轧钢板。
2.3封头的选择搅拌反应釜顶盖在受压状态下操作常选用椭圆形封头,本设计采用椭圆形标准封头,直边高度h=45mm,其内径取与筒体内径相同的尺寸。
椭圆形封头是由半个椭圆球体和一个圆柱体组成,由于椭圆部分径线曲率平滑连续,圭寸头中的应力分布不均匀。
对于ab =2得标准形圭寸头,圭寸头与直边的连接处的不连续应力较小,可不予考虑。
椭圆形封头的结构特性比较好。
2.4釜体几何尺寸的确定釜体的几何尺寸是指筒体的内径 D i 和高度H 。
釜体的几何尺寸首先要满足 化工工艺的要求。
对于带搅拌器的反应釜来说,容积 V 为主要决定参数。
241确定筒体的内径由于搅拌功率与搅拌器直径的五次方成正比,而搅拌器直径往往需随釜体直 径的增加而增大。
因此,在同样的容积下筒体的直径太大是不适宜的。
对于发酵 类物料的反应釜,为使通入的空气能与发酵液充分接触,需要有一定的液位高度, 筒体的高度不宜太矮。
因此,要选择适宜的长泾比(HD.)。
根据釜体长径比对搅拌功率、传热的影响以及物料特性对筒体长径比的要=1.638 m将D i 值圆整到标准直径,取筒体内径 D i =1600mm 02.4.2确定筒体的高度由《搅拌设备设计》可知:(2-2)式中:必——下封头所包含的容积,在《材料与零部件》中查得,46 4H 二一 (64 -0.617)兀江1.6 .0.8 =3.689 m把H 1的值圆整到H =3700m m ,则:求,又由实践经验,针对一般反应釜,液一液相物料, HD i取值在1.7-2.3 之间,并且考虑还要在封头上端布置机座和传动装置,因此,取HD =2・3。
摘要在工业过程中,温度是最常见的控制参数之一,反应器温度控制是典型的温度控制系统。
对温度的控制效果将影响生产的效率和产品的质量,如果控制不当,将损害工艺设备,甚至对人身安全造成威胁。
因此反应器温度的控制至关重要。
连续搅拌釜式反应器是化学生产的关键设备,是一个具有大时滞、非线性和时变特性、扰动变化激烈且幅值大的复杂控制对象。
结合控制要求,通过分析工艺流程,本论文设计了串级PID分程控制方案。
方案选定后,进行了硬件和软件的选择。
硬件上选用西门子公司的S7-200 PLC,并用相应的STEP7软件编程。
利用Matlab 7.0对系统进行了仿真。
关键词:温度反应器串级PID 西门子S7-200PLCAbstractIn the industrial process, temperature is one of the most common control parameters, reactor temperature control system is a typical temperature control system. The temperature control effect will influence the production efficiency and product quality, if it is not controlled properly, process equipment will be damaged, even personal safety will be threatened. Thus the reactor temperature control is essential.Continuous stirred tank reactor is the key equipment in chemical production, it is a complicated control object with a large time delay, nonlinearity,time-varying characteristics and drastic changes and large amplitude disturbance. Combined with the control requirements, in this paper I design the cascade PID control scheme after a careful analysis of the production process.The hardware and software selection are done following the selection of control scheme. As to hardware, the S7-200 PLC of Siemens is chosen, and the corresponding software STEP7 is chosen for programming.Matlab7.0 work for the simulation.Keywords:temperature cascade PID Siemens S7-200 PLC毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
连续连续搅拌釜式反应器搅拌釜式反应器搅拌釜式反应器((CSTR )控制系统设计1. 前言连续搅拌釜式反应器(continuous stirred tank reactor ,简称为CSTR )是聚合化学反应中广泛使用的一种反应器,该对象是过程工业中典型的、高度非线性的化学反应系统。
在早期反应釜的自动控制中,将单元组合仪表组成位置式控制装置,但是化学反应过程一般都有很强的非线性和时滞性,采用这种简单控制很难达到理想的控制精度。
随着计算机技术和PLC 控制器的发展,越来越多的化学反应采用计算机控制系统,控制方法主要为数字PID 控制。
但PID 控制是一种基于对象有精确数学模型的线性过程,而CSTR 模型最主要的一个特征就是非线性,因此PID 控制在这一过程中的应用受到限制。
随着现代控制理论和智能控制的发展,更加先进有效的控制方法应用于CSTR 的控制,如广义预测控制,神经模糊逆模PID 复合控制,自抗扰控制,非线性最优控制,基于逆系统方法控制,基于补偿算子的模糊神经网络控制,CSTR 的非线性H ∞控制等。
但任何一种复杂的化工反应过程都不能用一种简单的控制方式达到理想的控制效果。
目前先进的反应釜智能控制技术就是将智能控制理论和传统的控制方法相结合,如钟国情、何应坚等于1998年对基于专家系统的CSTR 控制系统进行了研究[1],宫会丽、杨树勋等于2003年发表了关于PID 参数自适应控制的新方法[2],冯斌、须文波等于1999年阐述了利用遗传算法的寻优PID 参数的模型参考自适应控制方法等[3]。
但由于这些控制方法的算法比较复杂,在算法的工程实现、现场调试及通用型方面存在着局限性,因此研究一种相对简单实用的CSTR 控制方法,更易为工程技术人员所接受。
本文在对CSTR 过程及其数学模型进行详细分析的基础上,针对过程的滞后性,采用Smith 预估算法与PID 控制相结合的方法实现CSTR 过程的控制,该方法具有实用性强及控制方法简单等特点,基于西门子PCS7系统完成了CSTR 过程控制系统设计。
基于Koopman算子的连续搅拌反应釜的模型预测控制目录一、内容描述 (2)1.1 研究背景 (3)1.2 研究目的与意义 (4)1.3 文献综述 (5)二、Koopman算子理论基础 (6)2.1 Koopman算子的定义与性质 (8)2.2 Koopman算子在连续系统中的应用 (9)2.3 Koopman算子与模型预测控制的结合 (10)三、连续搅拌反应釜的数学模型 (11)3.1 反应釜的动态平衡方程 (13)3.2 反应釜中的传递关系 (14)3.3 常微分方程组的建立 (15)四、基于Koopman算子的模型预测控制方法 (16)4.1 Koopman算子在线性化模型中的应用 (17)4.2 状态空间表示与Koopman算子的转换 (19)4.3 动态矩阵预测控制算法 (20)4.4 其他改进的Koopman模型预测控制方法 (21)五、仿真实验设计与结果分析 (23)5.1 仿真实验硬件平台与参数设置 (24)5.2 实验设计与工况选择 (25)5.3 结果分析 (26)六、结论与展望 (28)6.1 研究成果总结 (29)6.2 研究不足与局限性 (30)6.3 未来研究方向与应用前景 (31)一、内容描述CRF作为化工领域中的核心设备,其内部过程的动态特性复杂多变,传统的控制方法往往难以应对。
本文引入了Koopman算子,这一强大的数学工具,能够将非线性系统的状态空间表达式转换为线性可测的形式,从而为MPC的实现提供了新的途径。
在详细阐述Koopman算子理论的基础上,文档进一步讨论了如何将该理论应用于CRF的MPC设计中。
通过构建CRF的数学模型,并结合Koopman算子,我们实现了对反应釜温度、压力等关键操作参数的精确线性化表示。
这不仅简化了控制器的设计过程,还提高了控制精度和效率。
文档还重点介绍了所设计的MPC控制算法。
该算法结合了实时数据采集、预测控制、反馈校正等多个环节,能够根据实时工况智能地调整控制策略,以实现CRF的高效、稳定运行。
搅拌反应釜的设计
无缺
一、搅拌反应釜简介
二、搅拌反应釜的设计原理
1、反应釜的容积
2、反应釜的结构
反应釜的结构也是很重要的,反应釜的结构分为卧式和立式两种。
反应釜的卧式布置比立式具有较小的体积,占用空间较少;但立式搅拌反应釜搅拌效果较仰角式搅拌反应釜更为理想,可以有效分散反应物料,提高反应效率。
3、搅拌设备
搅拌设备是指在反应釜内部安装的,用于搅拌物料的设备。
它的功能是使物料得到有效的混合和反应。
反应釜的搅拌设备可以采用耐酸碱搅拌机、叶轮式搅拌机、多叶式搅拌机、多极式搅拌机等。
搅拌机的刀叶型式有挖刀式、三叶式、柔性叶片式等。
4、压力。
专业:化学工程与工艺目录一、设计任务.............................................................................................................................. - 1 -二、确定反应器及各种条件...................................................................................................... - 1 -三、反应釜相关数据的计算...................................................................................................... - 1 -1.体积................................................................................................................................... - 1 -2.内筒的高度和内径........................................................................................................... - 2 -3.内筒的壁厚....................................................................................................................... - 2 -四、夹套的计算.......................................................................................................................... - 3 -1.夹套的内径和高度........................................................................................................... - 3 -2.夹套壁厚........................................................................................................................... - 3 -五、换热计算.............................................................................................................................. - 3 -1.所需的换热面积............................................................................................................... - 3 -2.实际换热面积................................................................................................................... - 4 -3.冷却水流量....................................................................................................................... - 4 -六、搅拌器的选择...................................................................................................................... - 4 -七、设计结果一览表................................................................................................................ - 5 -八、参考文献.................................................................................................... 错误!未定义书签。
哈尔滨工业大学华德应用技术学院毕业设计(论文)摘要反应釜是一种常用的化学反应容器,其内部反应机理较为复杂。
研究通过控制其过程参数而控制化学反应过程,以提高产品的收率和质量的方法,对化工生产和生物制药等工业很有实用价值。
本文全面的分析了反应釜温度变化的特点以及控制难点,在对反应釜夹套加热系统的传热原理系统分析的基础上,根据热量平衡原理和反应釜的热量传递关系,采用机理建模和阶跃响应曲线方法建立了釜内温度的数学模型,并利用实验数据和理论分析验证了模型的有效性。
关键词:反应釜;串级控制;MATLAB仿真;温度控制-I-哈尔滨工业大学华德应用技术学院毕业设计(论文)AbstractThe reaction kettle is a kind of common chemical reaction containers, its internal reaction mechanism is more complicated. Research through the control of its process parameters and the control of chemical reaction process, to improve the yield and quality products with the method of chemical production and biological pharmaceutical industry, etc have practical value.This paper analyzed the characteristics of the reaction kettle temperature change and control the difficulty, in the reaction kettle clip set of heating system of the heat transfer theory system on the basis of analysis, according to the quantity of heat balance principle and the reaction kettle of heat transfer of the relationship, using mechanism modeling and step response curve method to establish the mathematical model of temperature in the kettle, and the utilization of the data and the theoretical analysis verify the effectiveness of the model.Keywords:the reaction kettle;cascade control;MATLAB;the temperature control-II-哈尔滨工业大学华德应用技术学院毕业设计(论文)目录摘要 (I)Abstract (II)第1章绪论 (1)1.1课题背景 (1)1.2课题的目的与意义 (1)第2章控制方案的确定 (3)2.1反应釜的结构及工作原理 (3)2.2反应釜釜底温度特点分析 (4)2.3反应釜控制系统设计指标的确定 (5)2.4方案比较 (6)2.4.1 单回路控制系统设计 (6)2.4.2 串级控制系统设计 (7)2.5方案确定 (8)本章小结 (8)第3章系统硬件设计 (10)3.1主、副调节器的选择 (10)3.2主、副调节器的作用方式 (11)3.3温度变送器 (12)3.4调节阀的作用方式 (12)本章小结 (13)第4章MATLAB仿真设计及结果 (14)4.1模拟PID算法及规律 (14)4.2单回路控制系统仿真 (16)4.3串级控制仿真 (19)本章小结 (23)结论 (24)致谢 (25)参考文献 (26)附录1 译文 (27)附录2 英文参考资料 (36)-III-哈尔滨工业大学华德应用技术学院毕业设计(论文)第1章绪论1.1 课题背景化工生产在我国的国民经济建设中占有很重要的地位。
利用matlab对连续搅拌反应釜机理建模-概述说明以及解释1.引言1.1 概述连续搅拌反应釜是化工领域常见的反应设备,其在化学工程中具有重要的应用。
通过对连续搅拌反应釜的研究与分析,可以深入了解复杂的化学反应机理和反应过程,从而实现对反应条件的优化和控制。
本文将利用Matlab对连续搅拌反应釜的机理进行建模,并探讨该模型的验证与应用。
通过建立数学模型,可以帮助工程师和研究人员更好地理解反应过程中的物质转化规律,进而实现对反应釜的优化设计和运行控制。
通过本文的研究,将有助于提高连续搅拌反应釜的反应效率和产品质量,推动化工领域的发展,为相关行业提供更加可靠和有效的解决方案。
1.2 文章结构:本文共分为三个主要部分,分别是引言、正文和结论。
在引言部分,将会概述本文的研究背景和意义,介绍文章的结构和目的。
正文部分将着重介绍连续搅拌反应釜的基本原理,以及利用Matlab 进行机理建模的方法和过程。
同时,将会详细讨论模型验证与应用的重要性和效果。
结论部分将总结研究的成果和收获,同时也会讨论研究的局限性和不足之处。
最后,展望未来研究的方向和可能的发展趋势。
1.3 目的:本文旨在利用Matlab软件对连续搅拌反应釜进行机理建模,以探索反应过程中的动态行为和特性。
通过建立数学模型,我们可以更好地理解反应的动态过程,预测反应物的转化情况以及产物的生成速率,探究影响反应效率和产物选择性的因素。
通过对模型的验证和应用,我们可以优化搅拌反应釜的操作条件,提高反应效率和产物质量,为工业生产提供重要的理论支持和技术指导。
通过本研究,还可为未来深入探讨反应机理和优化工艺提供基础。
2.正文2.1 连续搅拌反应釜的基本原理连续搅拌反应釜是一种常见的化工反应设备,其主要工作原理是通过搅拌将反应物料充分混合,从而提高反应速率和产物收率。
在连续搅拌反应釜中,反应物料被持续地输入,同时产物被持续地输出,使得反应过程能够连续进行。
这种反应器通常具有良好的温度控制和搅拌效果,适用于各种液相或气液相反应。
1.绪论搅拌可以使两种或多种不同的物质在彼此之中互相分散,从而达到均匀混合;也可以加速传热和传质过程。
在工业生产中,搅拌操作是从化学工业开始的,围绕食品、纤维、造纸、石油、水处理等,作为工艺过程的一部分而被广泛应用。
搅拌操作分为机械搅拌和气流搅拌。
气流搅拌是利用气体鼓泡通过液体层,对液体产生搅拌作用,或使气体群以密集状态上升借所谓气升作用促进液体产生对流循环。
与机械搅拌相比,仅气泡的作用对液体所进行的搅拌是比较弱的,对于几千毫帕.秒以上的高黏度液体是难以适用的。
但气流搅拌无运动部件,所以在处理腐蚀性液体,高温高压条件下的反应液体的搅拌是很便利的。
在工业生产中,大多数的搅拌操作是机械搅拌。
搅拌设备主要由搅拌装置、轴封和搅拌罐三大部分组成。
从1-1图中可以看出,一台反应釜大致由:釜体部分、传热、搅拌、传动及密封等装置组成。
釜体部分有包容物料反应的空间,由筒体及上下封头组成传热装置是为了送入或带走热量,图中的是夹套传热装置结构。
搅拌装置由搅拌器与搅拌轴组成。
为了给搅拌传动,就需要传动的装置,用电机经V带传动,蜗杆减速机减速后,在经过联轴器带动搅拌器转动。
反应釜上的密封装置有两种类型:静密封是指管法兰,设备法兰等处的密封;动密封是指转轴出口处的机械密封或填料密封等。
反应釜上还根据工艺要求配有各种接管口、人孔、手孔、视镜及支座等部件。
反应釜的机械设计是在工艺要求确定之后进行的。
反应釜的工艺要求通常包括反应釜的容积,最大工作压力,工作温度,工作介质及腐蚀情况,传热面积,搅拌形式,转速及功率,配备哪些接管等几项内容。
这些要求一般以表格及示意图形式反应在工艺人员提出的设备设计要求当中。
搅拌设备在工业中的作用和地位:化工过程可分为传递过程(热量传递、质量传递的物理过程)和化学反应过程。
通常,反应设备都是过程工业的核心设备。
本课题之所以介绍搅拌设备,这是因为搅拌设备是一种典型的在静态容器的基础上加入动态机械的特殊设备。
吉林化工学院毕业设计说明书连续搅拌反应釜系统的控制器设计与仿真Controller Design and Simulation for CSTR学生学号:11510210学生姓名:严新宇专业班级:自动1102指导教师:王野职称:工程师起止日期:2015.03.09~2015.06.26吉林化工学院Jilin Institute of Chemical Technology摘要连续搅拌反应釜(CSTR)是发酵、化工、石油生产、生物制药等工业生产过程中应用最广泛的一种化学反应器,其控制质量直接影响到生产的效益和质量指标。
对连续搅拌反应釜通过控制内部的工艺参数,如温度、压力、浓度等稳定,保证反应的正常运行。
本文针对连续搅拌反应釜的数学模型,应用泰勒展开得到了线性状态空间表达式,在此基础上设计了LQR控制器,仿真结果表明,控制效果令人满意。
本设计将CSTR的非线性动态模型进行了输入输出线性化,得到CSTR线性状态空间模型。
设计出连续搅拌反应釜的极点配置控制器并对系统进行仿真。
设计出连续搅拌反应釜的LQR控制器并对其系统进行仿真。
并对两种控制方法的控制效果进行了比较。
关键词:连续反应搅拌釜;LQR控制器;MATLAB仿真AbstractContinuous stirred tank reactor (CSTR) is the most widely used in fermentation, chemical engineering, petroleum production, bio pharmaceutical and other industrial production process as a chemical reactor, control the quality directly affect the production efficiency and quality index. For continuous stirred tank reactor by controlling the process parameters, such as temperature, pressure, concentration and so on, ensure the normal operation of the reaction. In this paper, based on a continuous stirred reactor mathematical model, the application of Taylor expansion is obtained for the linear state space representation, on this basis, design the LQR controller. Simulation results show that the control effect is satisfactory.In this paper, the nonlinear dynamic model of CSTR is linearized, and the CSTR linear state space model is obtained. The pole assignment controller for continuous stirred tank reactor was designed and the simulation of the system was carried out. The LQR controller of the continuous stirred tank reactor is designed and the system is simulated. The control effect of the two control methods is compared.Key Words: Continuous Stirred Tank; LQR Controller; MATLAB Simulation目录摘要 (I)Abstract ......................................................................................................................................................... I I 第1章绪论 (2)1.1 课题背景及目的意义 (2)1.2 国内研究现状 (2)1.3 国外研究现状 (3)1.4 连续反应搅拌釜的控制技术 (4)1.5 仿真技术 (4)1.5.1 数字仿真概述 (4)1.5.2 MATLAB仿真软件 (8)1.6本设计的主要研究内容 (10)第2章连续搅拌反应釜的数学模型 (12)2.1 连续搅拌反应釜结构 (12)2.2 连续搅拌反应釜仿真模型的建立 (14)2.3 非线性模型的线性化 (17)第3章极点配置控制器的设计与仿真 (19)3.1 极点配置 (19)3.2 极点配置控制器的设计 (19)3.2.1 极点配置控制算法 (19)3.2.2 CSTR极点配置控制器设计 (20)第4章LQR控制器的设计与仿真 (25)4.1 LQR控制器的介绍 (25)4.2 LQR控制器的原理 (25)4.3 LQR控制器的设计 (26)4.4 两种控制器效果对比 (29)结论 (31)参考文献 (32)附录Ⅰ线性化程序 (33)致谢 (35)第1章绪论1.1 课题背景及目的意义连续搅拌反应釜是化工生产中的常用设备,同时又是典型的非线性被控对象。