高速线材生产中吐丝质量控制
- 格式:pdf
- 大小:201.93 KB
- 文档页数:3
第34卷 第3期金 属 制 品2008年6月 Vol 134 No 13Stee l W ire P roducts June 2008高速线材生产中吐丝质量控制刘 砾(广东省韶关钢铁集团有限公司高速线材厂 曲江 512123)摘 要 针对高速线材生产线吐丝机存在的吐圈忽左忽右飘落、吐丝线圈大小不等以及线圈不圆问题进行分析,并提出控制措施。
经过调整在轧制65钢ª6.5mm 盘条时,轧制速度稳定在108m /s 左右;使用该线材生产钢丝断丝率由原来的0.5次/t 下降到0.1次/t ;拉丝模耗由原来的0.3个/t 下降到0.17个/t ,用户生产效率大幅度提高。
关键词 高速线材;吐丝机;吐圈;质量控制中图分类号 TG356.4Qua lity C on trol ofW ir e L ayi n g i n H igh Speed W ire Rod P roductionL i u L i(H i gh 2s peed M ill Work o f Gua ngdon g Sha o gua n Iron a nd S teel Group Co .,Lt d. Qujiang 512123)Abstr ac t To ana lyze such pro b le m s as coil dropp i ng do wn slo wl y fro m l e ft to r i ght ,coil dia m ete rs ofw ire layi ng be i ng not equa l and the coil bei ng not round existi ng i n h i gh speed w i re ro d producti on ,and the controlm easures are put forth .After ad j usti ng ,the rolli ng speed is stable at 108m /s when roll s 6.5mm dia m ete r w ire rod of 65stee.l Us i ng the wire rod t o pro duce stee lw ire ,the w ire break i ng ra te cut do wn decrease fro m or i gi na l 0.5ti m es per t on to 0.1ti m es pe r ton ,wire dra w i ng die consu m pti on decrease fro m origi nal 0.3p i ece per ton t o 0.17piece per ton ,and the producti on effi c iency of consu m ers c r ise greatl y .K eywor ds h i gh speed wire rod ;layi ng head ;coi;l quality co n trol韶关钢铁集团有限公司1条设计能力为50万t 的高速线材生产线,其精轧BG V 机组和双模块T MB机组、吐丝机和吐丝机前夹送辊等关键设备从意大利进口,2004年底建成投产。
该线起点高、装备配置好,主要用于生产金属制品行业用盘条,产品规格ª5.5~20mm,钢种有碳素结构Q195LB ,Q215,Q235,优质中碳结构45,60,65钢,焊条钢H 08A ,合金结构钢30MnSi 。
用户在使用中,发现外观包装不整齐、偶尔出现拉丝过程断裂的现象。
经过认真分析,其主要原因是吐丝机吐圈质量不好,采取有效措施后质量有了明显改善。
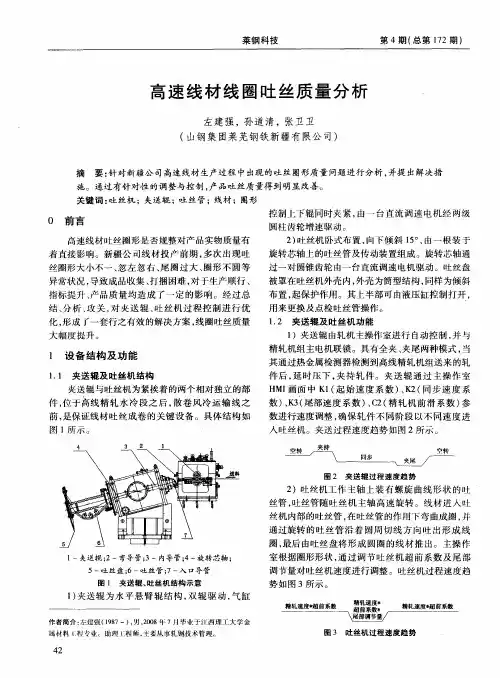
1 高速线材生产设备高速线材生产线吐丝机及其相关工艺设备布置如图1所示。
1)斯太尔摩风冷运输线;2)吐丝机;3)夹送辊;4)测径仪;5)5#控冷水箱;6)双模块T MB 机组;7)4#控冷水箱;8)3#控冷水箱;9)精轧BGV 机组;10)线材图1 吐丝机及其相关工艺设备布置示意图1.1 夹送辊终轧道次出来的线材通过5#控冷水箱进行控制冷却,达到工艺要求的温度后,通过导槽到夹送辊,根据不同规格线材的吐丝过程需要,可以在主控室内HM I 的控制面板上选择夹送辊的工作方式,实现对线材的不同夹送控制,夹送辊的工作方式有:(1)只夹持线材的头部或者尾部(包括既夹持头部、又夹持尾部);(2)对线材进行全程夹持;(3)对线材第3期刘 砾:高速线材生产中吐丝质量控制夹送速度设置。
1.2 吐丝机线材通过夹送辊出口弯管、吐丝机进口直管后,进入吐丝机螺旋吐丝管成形为线圈吐出,可以在主操控室内的HM I 选择吐丝机的工作速度。
1.3 斯太尔摩风冷运输线为了避免线圈下落插入辊道,利用吐丝机头部定位功能,并调整吐丝机出口下侧的两块托板,可以准确控制线圈在斯太尔摩风冷运输线的输入段辊道上的落点。
对于不同品种规格的线圈,通过调整斯太尔摩风冷运输线的输入段辊道角度控制线圈的下落状态;按工艺的不同要求对斯太尔摩风冷运输线上的线圈温度和运输速度进行控制,最后进入集卷站收集成线卷。
2 吐丝线圈质量问题分析影响线圈质量的因素:线材的钢种和规格、吐丝机螺旋管及其相关部件的材质和安装质量、电气自动化控制系统的稳定性、轧件在轧线上的张力控制、吐丝机及夹送辊与双模块T MB 机组的终轧速度的匹配。
在诸多品种规格盘条中,不同程度地存在吐丝线圈质量问题,甚至引起集卷站卡筒故障致使斯太尔摩风冷运输线上线材的性能受到影响,特别是对硬线系列盘条的性能影响最大,为达到对吐丝线圈质量的有效控制,选择较难控制的Q195L 小规格([ª6.5mm)盘条作为研究对象来探讨吐丝质量问题。
2.1 吐圈忽左忽右飘落线圈忽左忽右飘落现象产生的原因是线圈在吐丝管出口吐出落下时,存在线圈圆周切线方向的速度,如图2所示。
图2 吐丝螺旋管的出口线材相对吐丝螺旋管的速度由图2可知v c 轴=v sin H (1)v c =v cos H (2)式(1),(2)中:v )))线材相对吐丝螺旋管的速度;v c 轴)))吐丝螺旋管的回转轴线上的分量;v c)))吐丝螺旋管回转轴线的法平面上的分量;H )))吐丝螺旋管与其回转轴线的法平面的夹角。
由式(1),(2)可以看出,在吐丝螺旋管出口处,v c 在法平面上沿回转半径方向上的分量为v c 径=0,v c 在法平面上沿吐丝螺旋管出口回转切线方向上的分量为v c 切=v c ,H 值很小,si n H 值接近0,cos H 值接近1。
正常稳定运行时,在吐丝螺旋管出口,线材相对地面其切线方向速度和径向速度都为0。
吐丝螺旋管出口相对地面的速度为v 机=-v c 切=XR 0(3)v cos H =-X R 0(4)式(3),(4)中:v 机)))吐丝管的出口处线速度;X )))吐丝机回转角速度;R 0)))吐丝机出口半径;/-0)))v 机与v c 切方向相反。
稳定运行时则v/X =-R 0/cos H 。
当轧件离开双模块T MB 轧机机组时存在前滑S ,实际线材速度v b =(1+S )v a(6)式(6)中:v a )))吐丝机终轧速度;v b )))线材实际线速度。
v b cos H =(1+S )v a cos H =-X R 0;此时v a 略低于v b 较为合适[1]。
前滑S 常用公式S =(1-cos C )[(D cos C )/h -1](7)式(7)中:C )))临界角;D )))轧机辊环辊径;h )))轧件轧后高度。
影响前滑的因素:轧件轧后高度、摩擦因数、轧机辊环辊径、道次压缩率、张力等。
轧件轧后高度减小、摩擦系数增大、辊环辊径增大、道次压缩率增加则前滑值增大;张力在所有影响因素中对前滑的影响最大,随着张力的增加,前滑值增加,而后随张力的增加前滑值将减小[2]。
为使前滑值稳定,从而保证线材实际速度稳定,就要针对具体钢种,对轧线各控冷控温点的实际温度进行监测和及时调节,保证温度均匀,控制关键道次料形尺寸,合理调节轧线张力,合理使用辊环。
吐丝稳定时的线圈半径R 稳=v/X =R 0/cos H ,此时吐丝机与终轧道次速度正确匹配,可见,R 稳>R 0时,线圈下落平稳、均匀、端正。
如果速度不匹配,即R 稳X R 0/cos H ,线圈切向速度不为0,造成吐丝线圈左右飘动[1]。
2.2 吐丝线圈出现大小圈2.2.1 吐丝机吐丝管(1)吐丝管的材质影响。
Q195L 钢的吐丝温度较高(960e 左右),线材与吐丝管壁在高速、高温环#23#金属制品第34卷境下不断进行剧烈摩擦,使吐丝管壁不断磨损,造成吐丝机的动平衡被破坏。
同时由于磨损,线材在吐丝管中可能被卡阻,破坏了吐丝过程的稳定性,从而出现吐圈大小交替现象,所以高温下吐丝管的耐磨性要好。
(2)线材在吐丝螺旋管中受到惯性动力、向心力、离心力、管壁摩擦力的作用变形成圈。
小规格线材的单位长度质量轻,但由于其速度高,且吐丝机的旋转速度快,线材的离心力从吐丝螺旋管的进入段到变形段、定形段随着回转半径的不断增加而越来越大,线材在沿螺线长度方向处于受拉力状态,同时小直径线材和管壁的接触面积越小,接触点磨损越大。
从报废的吐丝螺旋管的磨穿部位看,磨损主要集中在进入段、变形段、定形段的交界区域线材受拉力后的接触点一侧。
这说明在保证吐圈质量的前提下,应尽可能地降低吐丝机的转速,减少吐丝管的磨损,保持吐圈过程的持久性。
(3)吐丝管安装不当。
在高速转动状态下吐丝管变形、走位、失去平衡,造成吐丝状态不稳定出现吐圈大小交替。
(4)夹送辊后出口弯管的磨损、吐丝机进口直管的磨损、双模块T MB轧机机组和夹送辊之间导槽以及5#控冷水箱中冷却水管的磨损,也会使线材在其中受阻,造成吐丝过程不稳定,出现大小圈。
2.2.2电气自动化控制系统电气控制系统的不稳定也会造成吐丝状态不稳定,出现大小圈。
2.2.3张力控制轧件在双模块T MB轧机机组中和双模块T MB 轧机机组到精轧BG V机组之间,连铸坯沿长度方向各点的温度不均匀、各轧制道次轧机辊缝值的设定不规范、轧机机组之间的张力控制不合理,造成轧件沿长度方向各个断面大小尺寸不同,导致终轧道次轧件速度波动,最终表现在吐丝过程不稳定,出现吐丝线圈大小交替现象。
张力控制不稳定,也表现在线材的成品断面公差和不圆度上,通过观测夹送辊前的测径仪检测得到的成品线材沿长度方向的不同断面公差和不圆度值进行比较,根据波动范围及时检查调整轧线张力。
2.3吐丝线圈不圆线圈不圆,通常造成线圈下集卷筒收集成线卷后的某一方位沿高度方向出现大圈。
造成吐丝线圈不圆的原因是轧线换规格时,吐丝管没更换或者使用中吐丝管磨损后动平衡被破坏,以及新吐丝管换上后没进行动平衡测试。