高速线材生产工艺技术
- 格式:ppt
- 大小:836.50 KB
- 文档页数:47
高速线材生产工艺技术
一、前言
高速线材是一种重要的金属产品,在现代工业生产中扮演着重要的角色。
本文将介绍高速线材的生产工艺技术,包括材料选取、生产工艺流程、设备及技术要点等方面的内容。
二、材料选取
高速线材的生产需要选用优质的原材料,通常是优质碳素钢、合金钢等。
这些原材料需要具备良好的硬度、强度、韧性和耐磨性等特性,以确保生产出高质量的线材产品。
三、生产工艺流程
1.原材料准备:将选用的原材料进行清洗、除铁等预处理工序。
2.热处理:通过加热、保温、冷却等工艺,调整原材料的组织结构,
提高其机械性能。
3.坯料加工:将经过热处理的原材料进行拉拔、锻造等加工,使其形
成符合要求的线材坯料。
4.精整加工:通过轧制、精整等工艺,将坯料进行细致加工,使其直
径、表面质量等达到要求。
5.检验与包装:对成品进行检验,保证质量合格后进行包装。
四、设备及技术要点
1.轧机:高速线材的生产需要使用高效的轧机设备,以保证生产效率
和产品质量。
2.管控系统:通过先进的管控系统,实现对生产过程的精确把控,保
证产品质量的稳定性和可靠性。
3.冷却技术:采用合适的冷却技术,可以有效控制产品的温度和晶粒
结构,提高线材的硬度和强度。
五、结语
高速线材的生产工艺技术是一个复杂而精密的过程,需要依靠先进的设备和技术手段,才能生产出高质量的线材产品。
同时,生产过程中的质量管控和技术创新也是至关重要的。
希望本文所介绍的内容能够为相关行业提供一定的参考和帮助。
高速线材生产工艺技术首先是原材料准备,高速线材主要由铁、碳和少量的其他合金元素组成,生产过程中需要使用高质量的原料,保证产品的物理和化学性能符合要求。
接下来是熔炼,原材料先要进行熔炼,将其化为液态金属,再通过连续铸轧机将其凝固成坯料,以便后续的加工操作。
然后是坯料制备,通过热轧将坯料轧制成所需尺寸的线材坯料,接着进行拉拔,将坯料通过多道次的冷拉拔加工,使其达到所需的线材规格和表面光洁度。
随后是热处理,对拉拔后的线材进行热处理,通过控制温度和时间来调整其组织结构,增强其机械性能。
再者是表面处理,通过酸洗、光亮或镀锌等工艺对线材表面进行处理,提高其表面光洁度和抗腐蚀性能。
最后是包装,将生产好的高速线材根据规格和要求进行分捆、打包和标识,以方便运输和使用。
总的来说,高速线材的生产工艺技术需要经过多道工序,需要严格控制每个环节的技术参数和质量要求,才能保证产品质量和生产效率。
未来随着科学技术的不断进步,高速线材的生产工艺技术也将会不断完善,为满足市场需求提供更好的产品和服务。
高速线材是一种用于汽车制造、船舶建造、机械制造等领域的重要材料。
其生产工艺技术对产品质量和生产效率起着至关重要的作用。
随着技术的发展,高速线材的生产工艺技术不断得到改进和完善,以适应市场需求和产品品质的要求。
原材料准备是高速线材生产工艺的首要环节。
高速线材通常由碳素钢、合金钢等原材料制成,要求原材料符合一定的化学成分和物理性能要求。
高质量的原材料是保证产品质量的关键因素之一。
熔炼是原材料加工的第一步,采用电炉、炼钢炉等设备将原材料熔化,然后通过连续铸轧机将其凝固成坯料,为后续的加工操作做准备。
坯料制备是通过热轧将坯料轧制成所需尺寸的线材坯料,以便进行后续的加工。
同时在这一步骤中需要对坯料的表面进行清洁处理,以确保坯料表面的质量。
接下来是拉拔工艺,通过多道次的冷拉拔加工,将坯料形成高速线材的规格和尺寸。
此工艺需要严格控制温度、拉拔速度和拉拔力度,以确保线材的性能和表面光洁度。
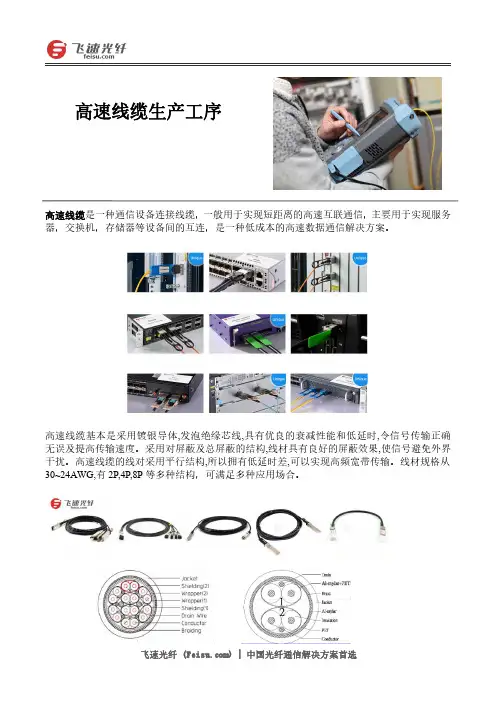
高速线缆是一种通信设备连接线缆,一般用于实现短距离的高速互联通信,主要用于实现服务器,交换机,存储器等设备间的互连,是一种低成本的高速数据通信解决方案。
高速线缆基本是采用镀银导体,发泡绝缘芯线,具有优良的衰减性能和低延时,令信号传输正确无误及提高传输速度。
采用对屏蔽及总屏蔽的结构,线材具有良好的屏蔽效果,使信号避免外界干扰。
高速线缆的线对采用平行结构,所以拥有低延时差,可以实现高频宽带传输。
线材规格从30~24AWG,有2P,4P,8P 等多种结构,可满足多种应用场合。
高速线缆生产工序高速线缆的制造是一个复杂的过程,解决高速应用需要有合适的生产设备及成熟稳定的生产工艺。
在生产高速线缆产品时,材料选择,工艺参数和过程控制,电气参数的专门的实验室检测都发挥关键作用。
高速线缆是由平行线对组成,包括5个生产工序,这些工序影响着线材的各项性能。
高速线的生产的具体生产工序如下:1、绝缘芯线押出绝缘芯线是线缆生产的基础,芯线质量的好坏对后续工序有至关重要的影响。
芯线采用物理发泡聚烯烃材料,皮-泡-皮结构绝缘,线材泡孔大小一致,分布均匀,具有较高的机械强度和绝缘附着力。
在此过程中,要求生产设备具有在线监控及控制功能,确保芯线均一、稳定,控制的工艺参数包括芯线的直径、水中电容、同心度等。
2、平行对绕包包通过绕包机就是将2根绝缘芯线及地线集合在一起,同时在外面包上一层铝箔拉和一层自粘聚酯带,用于屏蔽线对及稳定绕包芯线结构。
此过程对线材性能有着重要影响,包括阻抗、延时差、衰减等,因此必须严格按工艺要求生产,并对电性能进行测试,以确保绕包芯线是符合要求的。
3、平行对成缆成缆就是通过成缆机将绕包芯线集合在一起,同时在外面包上一层聚酯带和一层铝箔麦拉带,用于屏蔽线对及稳定成缆芯线结构。
成缆工序影响着电缆的整体性能,因此在生产过程中需严格控制各绕包芯线的一致性,并对阻抗、延时差、衰减等电性能进行测试,以确保成缆芯线是符合要求的。
高线生产工艺及设备选用1.工艺流程说明1.1上料和加热热装:连铸坯由热送辊道送至热送跨内的旋转辊道,经转向后送至提升机上,提升机将钢坯提升至5.0m平台上的入炉辊道上。
不合格的钢坯在入炉辊道上由废坯剔除装置剔除,合格钢坯经测长后,由炉外和炉内辊道逐根送入步进梁式加热炉。
冷装:冷连铸坯在连铸车间冷却、存放。
按生产计划,用吊车将坯料吊至连铸车间的冷坯上料台架上,由热送辊道送至热跨内的旋转辊道,经转向后送至提升机上,提升机将钢坯提升至5.0m平台上的入炉辊道。
不合格的钢坯在入炉辊道上由废坯剔除装置剔除,合格钢坯经测长后,由炉外和炉内辊道逐根送入步进梁式加热炉加热。
钢坯在炉内加热至1000~1150℃出炉。
1.2轧制采用全连轧方式组织生产。
钢坯出炉后,经辊道将轧件送入由8架平立交替布置的短应力线二辊轧机组成的粗轧组进行轧制,轧件出粗扎机组经1#飞剪切头后,再进入由四架平立交替布置的短应力线二辊轧机组成的中轧机组继续轧制。
轧件出中轧机组由导管经侧活套器进入四架平立交替布置的悬臂辊环式预精轧机组,预精轧机组机架间设有立活套器,对轧件进行无张无扭轧制。
从预精轧机组轧出的轧件经中间水箱冷却,以保证进精轧机组所需的轧件温度,再经2#飞剪切头、侧活套进入无扭精轧机组。
1.3控制冷却线材自精轧机组出后,进入控制冷却线的水冷段,进行控制水冷,以控制合适的成圈温度和氧化铁皮的生铁量。
然后由夹送辊送入吐丝机吐丝圈,均匀分布到辊式散卷冷却运输机上,进行控制空冷。
冷却后的线环在集卷站收集成盘卷。
1.4精整盘卷经芯棒旋转翻平后由挂卷小车运至打捆跨挂到P/F运输机横钩上,在运输过程中继续进行冷却,同时进行外表质量、外形尺寸检查;取样;切头、切尾及修剪,经压紧打捆后运输至成品跨进行称重、标记、卸卷,再由吊车将盘卷吊至成品库,呈梯形堆放。
1.5废钢及氧化铁皮清除切头和碎断了的废轧件落至平台下废料筐,由叉车送至堆料场整理存方,由汽车运出。
高速线材轧制工艺提升与优化【摘要】高速线材轧制工艺在现有的工程实践中存在诸多问题,如生产效率低、能耗高等。
为此,本文从优化关键技术、提升工艺方法等方面进行了深入研究和探讨。
针对目前存在的问题,提出了一些改进方案,并对高速线材轧制工艺的发展趋势进行了分析和展望。
结合工艺的应用领域,探讨了其在行业中的重要性和价值。
未来,可以通过进一步提升工艺,加强研究与创新,来实现高速线材轧制工艺的进一步提升和优化。
总结了本文的研究成果,提出了未来研究方向,展望了高速线材轧制工艺的未来发展方向。
【关键词】高速线材轧制工艺、优化、提升、关键技术、方法、发展趋势、应用领域、进一步提升、未来研究方向、总结、研究背景、研究意义、研究方法。
1. 引言1.1 研究背景高速线材轧制是金属加工领域的重要工艺之一,具有广泛的应用前景。
随着社会经济的不断发展,对高速线材的需求量也在不断增加,因此如何提升和优化高速线材轧制工艺显得尤为重要。
在过去的研究中发现,现有的高速线材轧制工艺存在一些问题,如产能低、质量波动大、能耗高等。
这些问题不仅影响了生产效率,还影响了产品质量,降低了企业的竞争力。
有必要对高速线材轧制工艺进行进一步的提升和优化,以适应市场需求的变化。
通过对高速线材轧制工艺进行研究,可以找到关键的技术点,从而实现对工艺的优化。
而研究方法的选择则直接影响着研究成果的可靠性和实用性,因此需要合理选择研究方法,以确保研究的科学性和有效性。
的探讨将有助于更好地理解高速线材轧制工艺的现状及存在的问题,为后续的研究奠定基础。
1.2 研究意义高速线材轧制工艺的优化与提升具有重要的研究意义。
随着社会经济的快速发展,高速线材在建筑、交通、机械制造等领域的应用日益广泛,对高速线材的质量和性能要求也越来越高。
优化和提升高速线材轧制工艺,可以有效改善产品质量,提高生产效率,降低生产成本,提升企业的竞争力。
随着科技的不断进步和创新,高速线材轧制工艺也面临着新的挑战和机遇。
高速线材轧制工艺提升与优化袁学津(宝山钢铁股份有限公司,上海 200000)摘 要:由于传统的高速线材轧制过程存在诸多的缺陷,随着汽车工业、航空航天等高端行业对普通碳素钢线材的要求不断提高,有必要对高速线材的轧制工艺进行提升,以此提高轧制产品的精度。
本文从轧制的温度、速度等参数入手,合理分析轧制的工艺过程,这样对高速线材的轧制具有重要的作用,有效的降低了轧制的成本。
关键词:高速线材轧制;工艺;优化中图分类号:TG335.63 文献标识码:A 文章编号:11-5004(2018)05-0165-2随着新型材料的不断进步与发展,其线材的性能成为关键,而高速线材轧机是轧制的关键设备,其工艺和性能都决定这金属材料的性能[1,2]。
由于在轧制过程中,需要根据坯料参数、孔型参数及轧制参数进行设定,在利用精确的模型计算坯料在孔型轧制后的宽展,从而预判出轧制的速度,线径和温度等参数[3,4]。
因为只有确保每一道工序次的正确性,才会对轧制过程的工艺达到最佳,以此获得优秀的产品,通过设置和制定高速线材轧制的目标形状及宽度值,才能准确控制轧制节奏,获得合格的产品尺寸,故减定径轧制区域宽展预测模型的准确程度对最终成品尺寸精度起着至关重要的作用。
本文以普通碳素钢线材为研究对象,以此分析高速线材轧制的工艺与优化,这样得到性能更优的材料性能,普通碳素钢线材由于强度和屈服系数都比较高,其广泛应用于我国的汽车、航空航天和化工制备等行业,因此对普通碳素钢线材的轧制显得极为重要,高速线材轧制工艺的提升和优化可以有效的提高普通碳素钢线材的性能。
1 高速线材轧制工艺分析普通碳素钢相对于其他材料而言,在强度、刚性、性价比、耐腐蚀性等方面都具有非常良好的性能,其熔点相对较高、由于普通碳钢的提炼相对简单和成熟,塑性也比较好,在汽车工业、大型桥梁、建筑施工过程中,得到广泛的应用。
但普通碳钢的刚性比较高,其延展性,抵抗变形能力,这些性能特点使得对其加工难度较大,不利于普碳钢的轧制成型。
高速线材生产工艺技术1. 简介高速线材是一种用于电子、通信和汽车等领域的特种线材。
它具有导电性能好、机械强度高、抗磨损和耐腐蚀性好等优点,因此在现代工业中广泛应用。
高速线材生产工艺技术是指生产高速线材所需的各种技术工艺和流程。
本文将介绍高速线材的生产工艺技术及其相关方面。
2. 原材料准备高速线材的主要成分是金属材料,一般采用铜、铝等导电性能好的金属。
在生产高速线材之前,需要准备好所需的原材料。
首先,选购高纯度的铜或铝材料。
然后,将原材料进行熔炼,通过熔炼、浇铸等步骤得到铜或铝坯料。
最后,对铜或铝坯料进行加工和成型,得到高速线材的母线。
3. 拉拔工艺拉拔工艺是高速线材生产过程中的核心步骤。
首先,将母线放入拉拔机中进行预拉拔,以减小截面积。
然后,将预拉拔后的母线进行多次拉拔工艺,逐渐降低截面积,提高线材的延展性和导电性。
拉拔工艺要求工艺参数的控制非常严格,包括拉拔速度、拉拔次数、拉拔温度等。
只有合理控制这些参数,才能得到高质量的高速线材。
4. 表面处理高速线材的表面处理是为了提高其导电性能和耐腐蚀性。
通常采用镀锡、镀银等方法进行线材的表面处理。
镀锡是将线材浸入锡溶液,使其表面形成一层锡层;镀银是将线材浸泡在银溶液中,形成一层银层。
表面处理能够提高线材的导电性能,并增强其抗氧化和耐腐蚀性能。
5. 绝缘处理高速线材的绝缘处理是为了避免线材之间的短路和电流泄漏。
一种常用的绝缘处理方法是在线材表面涂覆一层绝缘材料。
绝缘材料通常采用聚烯烃或聚氯乙烯等绝缘塑料,具有良好的绝缘性能和机械强度。
绝缘处理能够提高高速线材的安全性和稳定性,确保其在使用过程中不受外界干扰。
6. 成品检验在高速线材生产工艺技术中,成品检验是非常重要的环节。
通过成品检验,可以确保生产出来的高速线材符合相关标准和要求。
常见的成品检验项目包括线径、电阻、绝缘层厚度、外观质量等。
通过对这些项目的检测和测试,可以判断线材的质量是否合格。
对于不合格的线材,需要进行返工或废弃,以确保产品质量。
高线生产工艺及常规培料规格概述:线材一般是指直径为5~16mm的热轧圆钢或相当该断面的异型钢,因以盘卷状态交货,统称为线材或盘条。
国外线材规格已扩大到Φ50mm。
常见线材多为圆断面,异型断面线材有椭圆形、方形及螺纹形等,但生产数量很少。
线材品种按化学成分分类,一般分为低碳线材(称软线)、中高碳线材(硬线),还有低合金与合金钢线材、不锈钢线材及特殊钢线材(轴承、工具、精密等)几大类。
量大面广的品种属碳素钢线材,占线材总量的80~90%。
定义:高线生产是先将连铸坯送入步进式加热炉进行加热,进入高架式机组的粗轧、中轧、预精轧、精轧道次进行轧制(包括飞剪切头、尾),中间穿水冷却,经吐丝机形成线圈,经风冷辊道运输机冷却和集卷,P&F线输送冷却,压紧自动打包,称重、标牌后入库。
轧制中产生的切头、尾及中间冷条废钢经处理后回收至炼钢转炉使用,产生的氧化铁皮回收至烧结工序中配加循环使用。
一般将轧制速度大于40m/s的线材轧机称为高速线材轧机。
高速线材轧机的生产工艺特点:连续、高速、无扭和控冷。
其中高速轧制是最主要的工艺特点(此外,单线、微张力、组合结构、碳化钨辊环和自动化)。
流程:钢坯验收→编组→排钢→加热→出钢→粗轧→1#飞剪→中轧→2#飞剪→ 预精轧→预水冷→3#飞剪→精轧→穿水冷却→吐丝→风冷→集卷→检验→切头尾→打包→称重→标识→入库。
主要工艺参数:水电加热炉:加热炉步进机构分为步进梁和步进机械。
步进梁包括固定梁和活动梁,并采用步进梁交叉技术,即在装料端设固定梁4根,出料端设固定梁5根,炉内通长设置活动梁4根,9根梁分段并交叉布置,能实现梁与钢坯接触位置的不停倒换,有效消除“黑印”现象。
步进机械为双层框架式结构,上层框架为平移框架,下层框架为升降框架,在升降框架的上部和下部各安装有5组10个轮子完成升降和平移动作。
在平移框架和升降框架上各安装有2组8个防止跑偏的导轮。
步进机械采用全液压传动,平移框架和升降框架由钢梁制成。
高速线材生产工艺第八章线材质量检验第一节生产工艺及设备简介一、概述线材一般是指直径为513mm热轧圆钢或相当该断面的异型钢因以盘卷状态交货统称为线材或盘条由于制造标准件的需要许多冷拉坯料直接使用盘条盘条比直条拉拔头少连续性强拉拔效率高国外线材规格已扩大到Φ50mm。
常见线材多为圆断面异型断面线材有椭圆形、方形及螺纹形等但生产数量很少。
线材的钢种非常广泛因为钢种繁多在线材生产中通常将线材分成以下四大类 1、软线系指普通低碳钢热轧圆盘条现用的牌号主要是碳素结构钢标准中所规定的Q235系列和优质碳素结构钢中所规定的10、15、20 号钢等。
2、硬线系指优质碳素结构钢类的盘条如制绳钢丝用盘条针织布钢丝用盘条轮胎钢丝、琴钢丝等专用盘条硬线一般碳含量偏高泛指45号以上的优质碳素结构钢40Mn70Mn、T10 等。
3、焊线系指焊条用盘条包括碳素焊条钢和合金焊条钢的盘条 4、合金钢线材系指各种合金钢和合金含量高的专用钢盘条。
如轴承钢盘条、合金结构钢、不锈钢、合金工具钢盘条等。
低合金钢线材一般划归为硬线如有特殊性能也可划入合金钢类。
线材按用途分为两类一类是直接使用的多用作建筑钢筋一类是深加工后使用的用来拉丝成为金属制品或冷镦制成螺钉、螺母等。
二、高速线材生产工艺北京首钢股份有限公司高速线材厂于2001年7月由原首钢第二线材厂和第三线材厂合并成立。
高速线材厂现有6条生产线生产工装设备是1986年由比利时引进的具有八十年代工艺技术水平的摩根三代高速线材生产线。
一区域原第二线材厂、二区域原第三线材厂分别于1987年2月和1993年2月建成投产。
多年来生产水平不断提高生产能力已由原设计的年产135万吨发展到2007年的239万吨。
1、高速线材轧机的高速轧制高速线材轧机的工艺特点可以概括为连续、高速、无扭和控冷其中线材高速轧制是主要工艺特点。
大盘重、高精度、性能优良则是高速线材轧机的产品特点。
高速线材生产具有如下特点 ?小辊径高转速。
高速线材低温轧制工艺技术及其工程应用摘要:随着高速线材装备技术的迅速发展,特别是以高刚度短应力线轧机、超重型V型顶交45°线材轧机、大倾角吐丝机及其动平衡技术、低温大压下线材减定径技术、闭环精确控温水冷装置与模型、大功率交直交中压变频调速装置等为代表的关键技术和核心装备的不断升级和成熟运用,为低温轧制技术在高速线材工程上的推广应用提供了强有力的机械和电气设备保障。
与此同时,关于低温轧制基础理论的研究和生产实践的结合,也为低温轧制技术的应用提供了坚实的理论支撑。
除部分需要高温扩散退火的钢种外,大部分钢种可以较大幅度地降低钢坯加热温度,采用低温出炉、低温轧制;需要高温扩散退火的钢种,可以少量适当地降低钢坯出炉温度,采用低温精轧。
对于带肋钢筋产品,不仅可以节省生产线综合能耗,还可以减少合金元素的使用,降低生产成本;对于优特钢产品,不仅可以节省生产线综合能耗,还可以节省下游用户的热处理成本。
关键词:低温轧制;工艺技术;综合能耗;典型布置;设备选型;综合性能引言轧后控制冷却的优点在于在一定的程度上能降低盘条的网状碳化物,但其对轴承钢塑性指标的提高有限。
二者的缺点为:低温轧制对轧机功率的要求较高,而轧后控制冷却对轧后产线水冷设备要求较高,两者均需要一定的产线装备支撑。
本文主要研究低温轧制时变形温度对轴承钢组织的影响规律,探讨低温轧制对网状碳化物形貌、珠光体形貌及减免退火等的影响,为研究低温轧制改善轴承钢组织性能提供依据。
1低温轧制工艺技术特点1.1不同线材产品的低温轧制①低碳钢(w(C)≤0.25%)系列产品。
要求带肋钢筋线材产品具有较高的强度、良好的塑性和焊接性能,需要控制C当量、Mn等合金元素的含量。
采用低温轧制工艺,可得到较高位错密度的形变态奥氏体组织,为先共析铁素体提供更多的形核位置,并以较低的吐丝温度和散卷冷却运输线的中速风冷,获得较细的铁素体晶粒+较多的细片层间距珠光体组织,达到强韧化要求的同时降低了合金元素的含量。
山西华丰高速线材车间轧钢工艺技术规程2012年5月1日序言山西华丰集团线材厂是新建设的高速线材连轧机,采纳连铸坯为原料,中低温轧制,轧后操纵冷却工艺,以及各种结构和传动形式的高刚度轧机,多功能高速度高精度飞剪,卧式吐丝机,斯太尔摩运输机,自动打捆机等新设备,并采纳计算机对全轧线进行操纵。
为确保全线顺利试车及后期试生产,并逐步建立健全工艺程序,保证产品满足相关产品标准要求,特编制本试行《工艺技术规程》,此试行规程在今后的生产过程中需进一步补充和完善,经修订后形成正式规程后颁布。
本试行规程由第一篇原料、第二篇加热、第三篇轧钢、第四篇精整、第五篇生产预备等五部分组成。
其编制依据为北京钢铁设计研究总院设备设计讲明书,上海嘉德公司高效蓄热步进梁式加热炉设计讲明书及提供相关技术资料,并参考了国内同类轧机厂兄弟厂工艺技术操作规程。
本试行规程在执行过程中任何篇、节与安全技术操作规程有矛盾时,必须按安全技术操作规程执行。
编 者工 艺 流 程※※○送 ○水冷注:※温度操纵点,○取样点,此为质量操纵点。
第一篇原料目录1、原料验收 (4)2、原料组批原则 (4)3、原料堆放 (4)1原料验收1.1 依据《方坯合格证》逐项核对钢号、熔炼号、规格、支数、重量、票物相符方准验收。
1.2 依据公司内部半成品标准,对方坯的表面质量、长度、断面尺寸、弯曲度等进行验收,并计算理论重量。
注:短尺长度≥9000mm 总支数≤10%1.3 方坯表面质量要求方坯表面存在结疤、重皮、裂纹、严峻皮下气泡、切割不规则等缺陷不准接收。
1.4 理论重量计算165×165方坯为214kg/m;165×165×9m方坯单支质量1915kg。
1.5 合格方坯填写《钢坯验收记录表》。
1.6 不合格方坯填写《不合格拒收通知单》。
1.7 原料无合格证,熔炼号不清及不合格坯应单独堆放并做好标识。
2原料组批原则2.1 含碳量之差不大于0.02%。
1前言现南昌长力钢铁股份有限公司已形成年产钢300万t的能力。
现有轧钢能力严重不够,而且轧钢生产线陈旧落后,品种单一,急需要新建一条现代化的轧钢生产线,实现公司生产能力的总体平衡,也是公司规模效益和新的经济效益的增长点。
但就南钢公司现实际状况,上一条优质高速线材及大盘卷生产线(含细直径螺纹钢)比较适合南钢公司实际的。
此条生产线装备水平要达到世界先进水平,主要生产高附加值的精尖产品。
2生产方案及工艺流程产品方案:本车间为全连续式高速线材及大盘卷轧钢车间,设计生产直径Ф5.0mm~50mm 的线材盘卷和大盘卷,产量:80万t/a。
产品尺寸:光面线材,Ф5.0~20mm;盘卷规格:外径Ф1250mm,内径Ф850mm;卷高:1700mm ~1900mm(捆后)。
螺纹钢盘卷:Ф6~16mm,盘卷规格、卷高、卷重同光面线材。
大盘卷:Ф18~50mm,盘卷规格:外径Ф1350mm,内径Ф900mm,卷高:1500mm~1700mm(捆后)卷重:2310kg。
生产的钢种为:碳素结构钢、优质碳素结构钢、低合金钢、合金结构钢、冷镦钢、焊条钢、弹簧钢。
原料:本车间所用原料为本厂炼钢连铸车间运来的连铸坯。
坯料断面:160mm×160mm×12000mm,坯料单重:2396kg。
工艺流程:见图1。
本车间主要生产高速线材及大盘卷,前面粗轧、中轧、预精轧部分共用,从预精轧后经转辙器分成二线,一条线生产高速线材,一条线生产大盘卷。
PF线、打捆机部分共用。
3工艺特点(1)本设计确定为单线全连续式高速线材轧高速线材和大盘卷生产线工艺及设备特点项幼阳(南昌长力钢铁股份有限公司,江西南昌330012)摘要:介绍南昌长力钢铁股份有限公司新建80万t高线及大盘卷生产线的工艺流程、关键设备的技术性能和结构特点。
其中精轧主要关键设备精轧机、吐丝机等从美国摩根公司(MOTOG公司)引进。
关键词:高线;大盘卷;工艺;设备The Technic and Equipment Characteristics of Nanchang Changli High Speed Rod and Bar in Coil Production LineXiang Youyang(Nanchang Changli Iron&Steel Co.Ltd Nanchang,Jiangxi Province,330012)Abstract:This paper presents an introduction of the process flow,technical performance and structural features of the newly installed800thousand t/a high speed rod and bar in coil production line in Nanchang Changli Iron&Steel Co,Ltd, whose key equipments in the part of finishing mill,such as no twist mill and laying head,are imported from Morgan Construction Company,American.Key words:high speed;bar in coil;technic;equipment机,粗、中、预精轧机为短应力线轧机,Ф5.0~7.5mm线材的保证速度为112m/s。