ABAQUS金属切削实例步骤
- 格式:docx
- 大小:1.65 MB
- 文档页数:16
铝合金7050-T7451切削加工有限元模拟0 引言金属切削加工有限元模拟,是一个非常复杂的过程。
这是因为实际生产中,影响加工精度、表面质量的因素很多,诸如:刀具的儿何参数、装夹条件、切削参数、切削路径等。
这些因素使模拟过程中相关技术的处理具有较高的难度。
本文建立的金属正交切削加工热力耦合有限元模型是基于以下的假设条件:(1)刀具是刚体且锋利,只考虑刀具的温度传导;(2)忽略加工过程中,由于温度变化引起的金相组织及其它的化学变化; (3)被加工对象的材料是各向同性的;(4)不考虑刀具、工件的振动;切削过程涉及到弹性力学,塑性力学以及损伤力学等相关学科领域,初学者在使用ABAQUS做切削分析时,很难对材料属性(material property)的施加。
即使是方法正确、操作正确,也得不到比较满意的结果。
材料参数的选择,好的失效准则的使用,都可能使结果发生很大的偏差。
1.1 建立部件(本文采用的统一单位:N, MPa, mm, s, ºC, J 软件版本:6.10-1)注意单位问题,ABAQUS中保证单位链封闭就行。
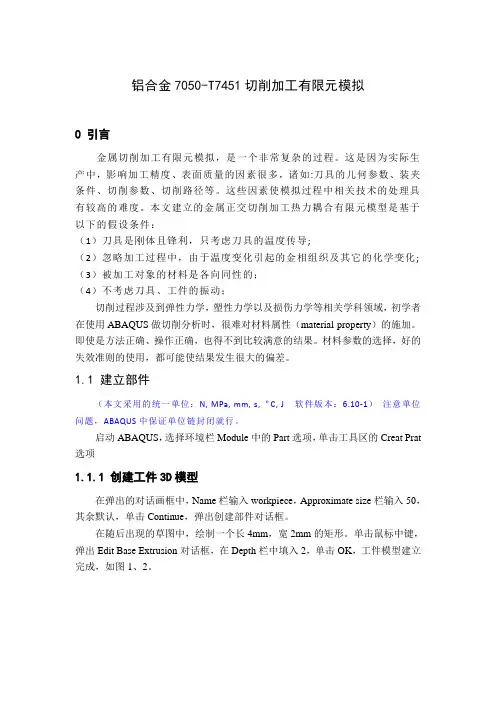
启动ABAQUS,选择环境栏Module中的Part选项,单击工具区的Creat Prat 选项1.1.1 创建工件3D模型在弹出的对话画框中,Name栏输入workpiece,Approximate size栏输入50,其余默认,单击Continue,弹出创建部件对话框。
在随后出现的草图中,绘制一个长4mm,宽2mm的矩形。
单击鼠标中键,弹出Edit Base Extrusion对话框,在Depth栏中填入2,单击OK,工件模型建立完成,如图1、2。
图1工件草图图2工件成型图1.1.2 创建刀具3D模型单击工具区Creat Prat选项,在弹出的对话画框中,Name栏输入tool,Approximate size栏输入50,其余默认,单击Continue,弹出创建部件对话框在随后出现的草图中,绘制如图所示刀具草图,刀具前角为10°,后角为6。
abaqus金属材料曲线拟合(原创版)目录1.Abaqus 金属材料曲线拟合简介2.Abaqus 曲线拟合的步骤3.Abaqus 金属材料曲线拟合的应用案例4.Abaqus 曲线拟合的优点与局限性正文一、Abaqus 金属材料曲线拟合简介Abaqus 是一款广泛应用于工程领域的有限元分析软件,尤其在金属材料曲线拟合方面具有较高的知名度。
金属材料曲线拟合是指在 Abaqus 中通过实验数据对材料本构模型进行参数优化,从而获得更符合实际的模型。
这一过程对于金属材料的强度、刚度、疲劳等性能分析具有重要意义。
二、Abaqus 曲线拟合的步骤1.准备数据:首先需要收集金属材料的实验数据,如拉伸、压缩、剪切等试验数据。
2.创建材料模型:在 Abaqus 中创建金属材料的本构模型,包括弹性模量、泊松比等基本参数。
3.设定边界条件和加载:设定材料的边界条件和加载情况,如拉伸或压缩等。
4.运行仿真:运行 Abaqus 仿真,得到金属材料的应力 - 应变曲线。
5.曲线拟合:利用 Abaqus 的曲线拟合功能,通过最小二乘法等方法对实验数据和仿真结果进行拟合,得到更精确的材料模型。
6.分析结果:分析拟合后的材料模型,如强度、刚度等性能指标。
三、Abaqus 金属材料曲线拟合的应用案例1.金属材料的屈服强度和屈服应变分析;2.金属材料的极限强度和极限应变分析;3.金属材料的疲劳寿命分析;4.金属材料的蠕变行为分析。
四、Abaqus 曲线拟合的优点与局限性1.优点:Abaqus 曲线拟合功能可以提高材料模型的精度,使仿真结果更接近实际,有助于工程设计和优化。
2.局限性:曲线拟合的过程中,参数的选择和初始设定对拟合结果有一定影响,可能需要多次尝试和调整。
abaqus金属材料曲线拟合摘要:一、引言二、abaqus金属材料曲线拟合的背景与意义三、abaqus金属材料曲线拟合的方法与步骤1.准备数据2.确定拟合模型3.设定参数4.运行拟合5.分析结果四、abaqus金属材料曲线拟合的应用案例1.案例一2.案例二五、总结与展望正文:一、引言在工程领域中,对金属材料的性能进行研究和分析是至关重要的。
abaqus 是一款强大的有限元分析软件,可以用于解决金属材料的各种问题,如应力、应变、屈服强度等。
然而,在实际应用中,金属材料的性能数据通常呈现出非线性特征,需要通过曲线拟合的方法进行处理。
abaqus提供了丰富的曲线拟合工具,可以有效地处理这类问题。
本文将详细介绍abaqus金属材料曲线拟合的相关内容。
二、abaqus金属材料曲线拟合的背景与意义金属材料的性能数据通常受到许多因素的影响,如温度、加载速率、材料成分等。
这些因素可能导致金属材料的性能数据呈现出非线性特征。
曲线拟合是一种广泛应用于数学、物理和工程领域的技术,可以用来描述这种非线性关系。
abaqus金属材料曲线拟合可以帮助工程师更好地理解金属材料的性能,为工程设计和优化提供依据。
三、abaqus金属材料曲线拟合的方法与步骤1.准备数据:在进行曲线拟合之前,首先需要收集和整理金属材料的性能数据。
这些数据通常包括应力、应变、温度等参数。
2.确定拟合模型:根据金属材料的性能数据特点,选择合适的拟合模型。
abaqus提供了多种拟合模型,如多项式拟合、指数拟合、对数拟合等。
3.设定参数:根据拟合模型,设定相关参数,如幂指数、截距等。
这些参数将影响拟合结果的准确性和可靠性。
4.运行拟合:在abaqus中,运行曲线拟合命令,将数据和参数输入到软件中,进行拟合计算。
5.分析结果:拟合完成后,对拟合结果进行分析,检查拟合曲线的准确性和可靠性。
如果需要,可以对拟合参数进行调整,以获得更好的拟合效果。
四、abaqus金属材料曲线拟合的应用案例1.案例一:某工程师需要研究一种新型金属材料在高温下的应力应变关系。
abaqus切削仿真注意问题
划分网格时,需要切削部分需要划分网格密集一些,单元类型选
择Explicit温度-位移耦合。
装配时道具与零件不能紧挨着。
分析步:第一步分析步采用动力,温度—位移,显式分析步。
在场输出中一定要选择 状态/场/用户/时间中的状态,不然没有切
削产生。
在创建相互作用时,要先在刀具上设置一个参考点,通过参考点
把刀具设置成刚体。
要对切削物体网格密集处建立表面集合,对刀具建立表面集合,
然后通过集合建立接触关系。
在创建的相互作用关系中创建接触,主要有切向行为,法向行为,
热传导和生热。
创建边界条件初始条件将底面固定,然后第一步通过参考点赋予
刀具速度。
再对所有部件创建一个结点集赋予温度,即创建温度的预定义场
abaqus金属材料曲线拟合摘要:1.Abaqus 金属材料曲线拟合简介2.Abaqus 曲线拟合的流程3.Abaqus 金属材料曲线拟合的应用实例4.Abaqus 曲线拟合的优点与局限性正文:一、Abaqus 金属材料曲线拟合简介Abaqus 是一款广泛应用于各种工程领域中的有限元分析软件,其强大的功能可以协助工程师解决复杂的问题。
在金属材料领域,Abaqus 的曲线拟合功能可以对实验数据进行精确分析,从而为工程师提供可靠的理论依据。
二、Abaqus 曲线拟合的流程Abaqus 曲线拟合的流程主要包括以下几个步骤:1.准备数据:首先需要收集实验数据,这些数据通常包括应力、应变等。
2.创建材料模型:根据实验数据,创建金属材料的本构模型。
3.设定边界条件:设定模型的边界条件,如温度、应变等。
4.进行仿真:利用Abaqus 软件进行仿真计算,得到一系列数据。
5.曲线拟合:利用Abaqus 的曲线拟合功能,对实验数据和仿真数据进行拟合,得到更精确的材料性能曲线。
三、Abaqus 金属材料曲线拟合的应用实例Abaqus 金属材料曲线拟合在许多领域都有广泛的应用,例如:1.在金属材料的研发中,通过曲线拟合可以更准确地得到材料的性能参数,从而指导材料的设计和生产。
2.在金属结构的设计中,通过曲线拟合可以得到材料的应力- 应变曲线,从而确保结构的安全性。
3.在金属加工过程中,通过曲线拟合可以优化加工工艺,提高加工效率。
四、Abaqus 曲线拟合的优点与局限性Abaqus 曲线拟合的优点主要表现在:1.可以对复杂的实验数据进行精确分析,得到可靠的材料性能曲线。
2.可以为金属材料的设计、生产和加工提供理论依据。
然而,Abaqus 曲线拟合也存在一些局限性,例如:1.对实验数据的质量要求较高,如果实验数据存在误差,可能会影响拟合结果的准确性。
abaqus金属材料曲线拟合摘要:一、曲线拟合在Abaqus中的重要性1.定义和背景2.在金属材料分析中的应用二、Abaqus金属材料曲线拟合方法1.基本原理2.操作步骤a.导入数据b.选择拟合方法c.设定参数d.运行拟合e.分析结果三、Abaqus金属材料曲线拟合实例1.实例介绍2.操作过程3.结果分析四、Abaqus金属材料曲线拟合的局限性与扩展1.局限性2.扩展方向正文:一、曲线拟合在Abaqus中的重要性在金属材料的性能研究中,曲线拟合是一个重要的环节。
通过拟合实验数据,我们可以得到材料的各种性能参数,进而指导材料的设计和应用。
Abaqus 作为一款强大的有限元分析软件,提供了丰富的曲线拟合功能,可以方便地处理金属材料的数据。
二、Abaqus金属材料曲线拟合方法1.基本原理Abaqus中的曲线拟合基于最小二乘法,通过最小化拟合函数与实际数据之间的误差,得到最佳拟合曲线。
用户可以根据需要选择不同的拟合方法,如线性拟合、二次拟合等。
2.操作步骤a.导入数据:首先需要将实验数据导入Abaqus,可以通过Excel或其他格式文件进行导入。
b.选择拟合方法:根据实验数据的特性,选择合适的拟合方法。
例如,对于线性关系,可以选择线性拟合;对于非线性关系,可以选择二次拟合或多项式拟合。
c.设定参数:根据拟合方法,设置相关参数,如线性拟合需要设置截距和斜率;二次拟合需要设置二次项系数等。
d.运行拟合:设定好参数后,启动拟合计算。
Abaqus会自动完成拟合计算,并生成拟合曲线。
e.分析结果:拟合完成后,可以通过Abaqus提供的可视化工具查看拟合结果,分析拟合曲线的拟合程度以及材料性能参数。
三、Abaqus金属材料曲线拟合实例以某金属材料的应力-应变曲线拟合为例,首先将实验数据导入Abaqus,选择线性拟合方法,设定截距和斜率参数,然后运行拟合。
拟合完成后,分析拟合结果,得到材料的弹性模量。
四、Abaqus金属材料曲线拟合的局限性与扩展Abaqus的曲线拟合功能在处理金属材料数据时具有较高的准确性和便捷性,但拟合方法有限,可能无法适应所有材料特性的拟合需求。
基于ABAQUS的金属切削过程模拟
朱江新;夏天;范威
【期刊名称】《工具技术》
【年(卷),期】2011(45)5
【摘要】基于ABAQUS系统强大的大变形分析功能,对A6061铝合金材料的正交切削过程进行了有限元模拟分析。
讨论了切削过程中切削层内部应变场和工件中残余应力的分布,分析了不同参数对切削力、残余应力的影响。
模拟结果与切削试验数据相互吻合。
【总页数】3页(P50-52)
【关键词】数值模拟;金属切削;ABAQUS;自适应网格;分离准则
【作者】朱江新;夏天;范威
【作者单位】广西大学
【正文语种】中文
【中图分类】TG506
【相关文献】
1.利用ABAQUS模拟不同模态下的金属切削过程 [J], 齐康;闫昊;陈祥瑶
2.基于ABAQUS的金属切削过程温度分析 [J], 陈燕青
3.基于ABAQUS的40CrNi4Mo1V稳态切削过程有限元模拟 [J], 李增勋;张贺清;王艳超;谭小舰;刘庆君;陈峰
4.基于ABAQUS的金属切削数值模拟分析 [J], 黄素霞;李河宗;崔坚;马希青
5.基于ABAQUS的金属切削过程中刀具温度场模拟研究 [J], 阳启华;杜茂华;蒋志涛
因版权原因,仅展示原文概要,查看原文内容请购买。

abaqus二维切削结论-回复Abaqus二维切削结论一、引言二维切削是机械加工中常见的一种加工方法,通过刀具对工件进行旋转切削,形成所需的形状和尺寸。
为了研究切削过程的力学行为和切削效果,数值模拟成为了一种有效的方法。
本文以ABAQUS为工具,通过建立切削仿真模型,探讨了二维切削的几个关键问题,包括切削力分布、变形情况以及表面粗糙度等方面的结论。
二、建模与参数设定在进行数值模拟前,首先需要建立切削仿真模型。
本文选择了位于切削区域中央的工件,刀具的旋转轴垂直于工件表面。
刀具被视为圆柱体,工件则被视为一个具有特定尺寸的矩形块。
在模型参数设定方面,我们将切削速度设定为固定值,同时假设切削过程中没有冷却和润滑,切削过程中产生的热量不会被有效地带走。
这样可以更加清晰地观察切削过程的力学行为。
三、切削力分布切削力是切削过程中最为重要的参数之一,对于工件表面的损伤情况有直接的影响。
通过数值模拟,我们可以得到切削力在刀具与工件接触面上的分布情况。
根据模拟结果,我们观察到切削力在刀具接触点处达到最大值,并且向着刀具的边缘逐渐减小。
这是因为在刀具接触点处,切削速度最大,而在刀具边缘则为零,导致切削力分布呈现出这样的形态。
四、变形情况在切削过程中,工件会发生一定的变形,特别是对于某些材料而言,切削过程中会引起材料的弹塑性变形。
通过数值模拟,我们可以观察到工件在切削过程中的变形情况。
根据模拟结果,我们发现切削过程中工件表面出现了一定的弯曲。
这是由于切削力的作用下,工件受到了一定的弯曲载荷,导致工件发生了一定的形变。
同时,我们还可以观察到切削过程中工件表面的位移情况,这些位移主要是由于工件在切削过程中受到的切削力的作用。
五、表面粗糙度表面粗糙度是切削加工最直观的参数之一,就是工件表面的不平整程度。
通过数值模拟,我们可以对切削过程中的表面粗糙度进行预测。
根据模拟结果,我们可以得到工件表面的高度分布情况。
我们可以看到,在切削过程中,工件表面产生了一定的波状起伏。

CAE联盟论坛精品讲座系列ABAQUS非稳态切削仿真实例主讲人:fuyun123 ABAQUS板块版主一直想写一个关于ABAQUS非稳态切削的例子,只因为忙,所以一直没机会,近来也有很多人对ABAQUS经典例题上的例子提出了很多问题,为此,今天在此介绍一下非稳态切削的相关内容,主要针对仿真过程分析的要点进行一个阐述,同时回答一下大家的问题,我的理解也不一定正确,大家一起探讨才能促进切削仿真的不断进步。
切削仿真软件的比较:目前用于切削的软件很多,如ABAQUS,LS-DYNA,DEFROM,ADVANTAGE,Marc等,ABAQUS的优势在于非线性处理能力强,有热力耦合的直接分析步,可以对切削过程进行较为准确的仿真分析,目前国际上用的最多,而且由于ABAQUS可以利用子程序和python进行很多定制的开发,从而为问题的解决提供了更好的条件。
LS-DYNA也可以用于切削分析,但是其擅长领域属于碰撞等瞬态动力学分析,现在已经纳入ANSYS麾下,Marc也是一款具有很好非线性的软件,但是切削仿真远没有ABAQUS 方便,而DEFORM在切削,轧制,滚压等领域已经建立起相对完善的仿真界面,但是整体上计算结果好像与实际有些差距,其在切削领域采用的仍为网格重画方法。
而ADVANTAGE在切削领域算是最专业的了,这款软件建立了庞大的切削数据库,而且具有完善的切削,铣削,钻削等加工方法的仿真分析,缺点是材料数据库如果和他的数据有差异,可能比较麻烦。
软件就介绍到这里,下面主要针对ABAQUS的非稳态切削做一下简单的说明,希望能为切削领域探索的各位达人一点启示吧!~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~此次切削分析,不再建立基于切屑,分离层和工件的模型,整个工件采用一个长方形,而且不再采用ALE法则,本次切削采用拉格朗日准则+失效准则的方法建立切削仿真。
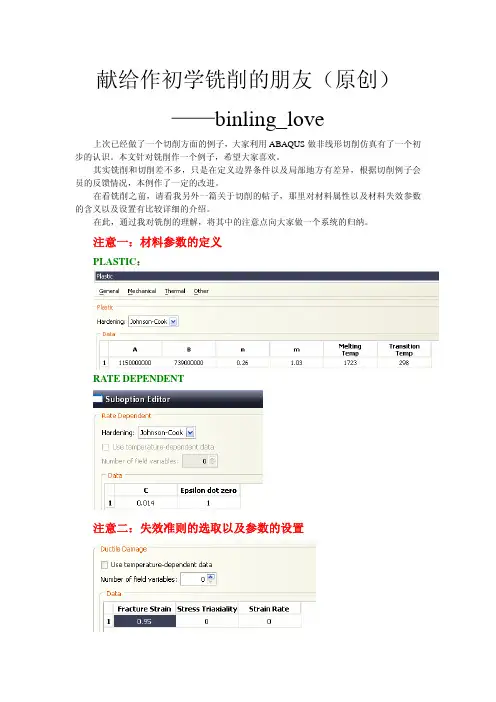
献给作初学铣削的朋友(原创)——binling_love上次已经做了一个切削方面的例子,大家利用ABAQUS做非线形切削仿真有了一个初步的认识。
本文针对铣削作一个例子,希望大家喜欢。
其实铣削和切削差不多,只是在定义边界条件以及局部地方有差异,根据切削例子会员的反馈情况,本例作了一定的改进。
在看铣削之前,请看我另外一篇关于切削的帖子,那里对材料属性以及材料失效参数的含义以及设置有比较详细的介绍。
在此,通过我对铣削的理解,将其中的注意点向大家做一个系统的归纳。
注意一:材料参数的定义PLASTIC:RATE DEPENDENT注意二:失效准则的选取以及参数的设置注意三:显示单元删除注意四:定义接触注意五:BOUNDARY CONDITION注意六:我刀具设置的是刚体下面是树型具体MODEL:附上关键部分的INP文件,希望通过这个例子,大家能够对铣削有更深的了解。
**** MATERIALS***Material, name=steel*Damage Initiation, criterion=DUCTILE0.95,0.,0.*Damage Evolution, type=DISPLACEMENT4e-05,*Density7800.,*Elastic2.1e+11, 0.3*Plastic, hardening=JOHNSON COOK1.15e+09, 7.39e+08, 0.26, 1.03, 1723., 298.*Rate Dependent, type=JOHNSON COOK0.014,1.**** INTERACTION PROPERTIES***Surface Interaction, name=IntProp-1*Friction0.1,*Surface Behavior, pressure-overclosure=HARD。
Abaqus切削仿真常见问题及其解决个⼈总结切削仿真常见问题及其解决2014年10⽉17⽇14:03【关于截⾯定义】1.进⾏⼆维切削仿真时,定义的截⾯属性要勾选平⾯应变应⼒厚度,⽽且⼀定要将默认值1改为实际要仿的切削深度(对于车削,为径向车削深度)尤其是以⽶为单位时。
1.⽹格过度变形(mesh distorted exessively):可能原因有:切屑分离临界值定义过⾼;材料参数数量级错误;如果定义了ALE可以减⼩remeshing frequency的值从⽽提⾼⽹格重划分频率。
ERROR: There are a total of 7 excessively distorted elementsThe following checklist may be helpful in diagnosing the error:1. Check contact definitions for problems such as excessive initialoverclosure or unrealistic tied definition between contact pairs.A vector plot of velocities or accelerations will usually help toidentify contact problems.2. Check stiffness (elastic modulus) and mass (density) definitions forconsistent units and verify that the combination is reasonable.3. Check for poor mesh definition.4. Check the boundary conditions for an excessive loading rate. The*DIAGNOSTICS, DEFORMATION SPEED CHECK=DETAIL option may be used to obtaindetailed diagnostics information.5. Check the current status of the structure to see if it hastotally failed.6. A dashpot or a very stiff spring may cause the analysis to go unstable. The *DYNAMIC, DIRECT option may be used to control the time increment directly.2.发现有⽹格剧烈变形呈突刺状:碰到过的原因有两种:1)field output中没有勾选state⾥⾯的STATUS变量,突刺状⽹格实际上是已经破坏掉的⽹格,勾选status变量可以使已破坏的⽹格不显⽰。
Abaqus实例教程——材质特性处理Workshop 5材質與剖⾯特性(補充之物理特性): 幫浦模型Introduction(前⾔)在這個練習中你將會使⽤到 ABAQUS/CAE 中的Property 模組來為幫浦組裝中的組件定義材質資料跟剖⾯特性(補充之物理特性)(section properties). 其中的襯墊將會使⽤襯墊的材質特性. 其餘的組件(幫浦外殼, 底蓋, 跟螺絲)則是假設為使⽤鋼材. Defining a linear elastic material and solid section properties(定w5-define and assign 義⼀個線彈性材質資料以及實體的剖⾯特性)遵照以下的說明完成鋼材的材質定義與剖⾯特性定義並將之指定給幫浦的相對應組件. 注意本模型中使⽤的單位是英制的in, lb, 跟 psi.1.從幫浦組裝模型所在的⽬錄中開啟⼀個新的 ABAQUS/CAE 執⾏程序.2.在Start Session 的對話框中選⽤Open Database開啟Pump.cae.3.在其模型樹中的Materials上快點兩下, 可以在pump_ribs模型中產⽣出⼀個新的材質資料.ABAQUS/CAE也會⾃動切換到Property 模組, 同時材質資料編輯器會彈出來.4.定義⼀個線彈性材質資料叫做Steel. 指定楊⽒係數(Young’s modulus)為30.E6psi 以及浦松⽐(Poisson’s ratio)為0.3.5.在其模型樹中的Sections上快點兩下, 產⽣⼀個新的均質,實體的剖⾯特性; 將此剖⾯特性命名為steelSection,它會使⽤剛才定義好的材質資料Steel.6.在模型樹中, 將零件 PUMP-1展開並點選其上的Section Assignments來將這個steelSection的剖⾯特性指定給整個幫浦外殼.7.同樣的, 指定steelSection的剖⾯特性給bolt 跟 cover組件.Defining the gasket material and section properties(定義襯墊材質資料及剖⾯特性)在 ABAQUS 中傳統的襯墊材質特性給定⽅法是利⽤⼀個襯墊受壓與其厚度⽅向上的厚度值之列表來表⽰.在 ABAQUS 中所使⽤的襯墊受壓與厚度值之關係這樣的襯墊材質特性建構⽅法可以模擬很複雜的襯墊⾏為, 包括⾮線性彈性⾏為, 永久塑性變形, 以及不同路徑之負載施加與負載解除. 這些⾏為資料通常是透過實驗來測定的.對於襯墊材質的⾏為特性之細節討論, 已經超越了這個課程的範圍. 為了你的便利(以及使這個分析更逼真) 該襯墊的特性已經以⼀個命令檔(script)將之定義好了, 你可以直接將之讀進ABAQUS/CAE 裡.1.從上⽅的下拉式功能表中, 選⽤File→Run Script 功能指令.然後Run Script對話框會出現.2.選⽤gasket_material.py(這是⼀個python檔案). 按下對話框中的OK按鈕.3.在模型樹中, 將pump_ribs模型中的Materials容器展開.注意其中Gasket材質資料已經被加⼊到模型資料庫中了.4.在這個Gasket材質資料上快點兩下進⼊Gasket材質資料的編輯器.5.查看⼀下這個襯墊的材質資料特性. 注意這個襯墊的材質資料特性中有薄膜彈性係數 12155 psi, 剪⼒勁度 6435 psi, 還有熱膨脹係數 1.67 E?5 /°F.6.從對話框中可⽤的Material Options列表中選取Gasket Thickness Behavior,注意襯墊的負載施加與負載解除曲線的表格中的內容(參閱圖 W5–1).Figure W5–1 Edit Material dialog box.你可以使⽤ ABAQUS/CAE 中的畫圖功能來畫出這⼀條負載施加與負載解除曲線. 這可能有助於幫助你了解這個材質的⾏為.7.打開其中的Loading標籤⾴. 在這個表格的欄位的上⽅標題欄位處按⼀下滑⿏右鍵, 然後從彈出來的選項列表中選取Create XY Data選項. 當Create XY Data對話框中提⽰你給予名字時為他取名loading.重複相同的動作再為負載解除製做⼀條曲線並為之取名unloading.8.按⼀下Cancel按鈕關閉Edit Material對話框不需要做任何變動.9.從⼯具列之下的Module列表中, 選⽤Visualization以進⼊該模組中⼯作.10.從上⽅的下拉式功能表中, 選⽤Tools→XY Data→Manager 功能指令.然後XY Data Manager視窗會出現.11.在其列出的列表中選取該兩條曲線 (使⽤shift 鍵), 然後按⼀下Plot按鈕. 你會看到在圖形區會畫出與下圖 W5–2 類似的曲線.Figure W5–2 Loading and unloading gasket behavior.12.按⼀下Dismiss按鈕結束掉此XY Data Manager視窗.13.在模型樹中的Sections上快點兩下快速的回到物理特性(Property)模組然後製作⼀個襯墊剖⾯特性.14.在Create Section對話框中, 選⽤Other種類Gasket類別. 將此剖⾯特性取名gasketSection (參考圖 W5–3) 然後按下Continue.Figure W5–3 Create Section and Edit Section dialog boxes. 15. 在 Edit Section 對話框中(看圖 W5–3), 選取 Gasket 材質資料其餘的選項都使⽤預設值就好.16. 將這個剖⾯特性 gasketSection 指定給 gasket 組件.17. 將整個模型資料存檔為 Pump.cae .。
abaqus二维切削结论-回复Abaqus是一种常用的有限元分析软件,广泛应用于模拟和分析各种工程问题。
二维切削是机械加工中最常见的一种情况,研究其行为和性能对于工艺优化和切削工具的设计具有重要意义。
本文将从建模、材料属性、切削力、切削温度以及切削力对工件的影响等方面探讨abaqus在二维切削问题中的应用和结论。
首先,我们需要对二维切削进行建模。
在abaqus中,可以通过创建一个二维平面模型来模拟切削过程。
通过定义切削刀具的几何形状和刀具的运动轨迹,可以模拟出实际切削过程中的各种情况。
其次,在模拟二维切削时,确定材料属性是非常重要的。
常见的材料属性参数包括杨氏模量、泊松比和屈服强度等。
这些参数可以通过实验测试获得,也可以通过文献和材料数据库得到。
在abaqus中,将这些参数输入材料卡片中,模拟时将使用这些参数进行计算。
切削力是切削过程中的重要物理量之一。
切削力的大小和方向对于工件表面质量和切削工具寿命有着直接影响。
在abaqus中,可以使用机械加工模块中的切削力模拟工具来计算切削过程中的切削力。
这个模拟工具可以根据所输入的切削参数和材料属性参数自动计算出切削力的大小和方向。
切削过程中产生的切削温度也是一个重要的参数。
高温会对工件和切削工具的性能产生重要影响。
在abaqus中,可以使用热模块对切削过程中的切削温度进行模拟。
在这个模拟中,我们需要输入材料的热导率、比热容等参数,以及切削参数和切削速度等。
最后,我们需要考虑切削力对工件的影响。
切削力的大小和方向会导致工件的变形和损伤。
在abaqus中,可以使用固体模块对切削过程中的工件进行强度分析。
通过输入工件的材料属性和切削参数,可以分析出工件可能发生的变形和损伤情况。
综上所述,abaqus在二维切削问题中可以提供全面的分析和模拟工具,可以帮助我们了解切削过程中的行为和性能。
通过建模、确定材料属性、计算切削力和切削温度,以及分析切削力对工件的影响,我们可以得到关于二维切削的详细结论。
2D 热耦合轧制教程本教程为热 -机械耦合轧制教程,所用资料为Q235,采用 SI〔 mm〕单位制〔 mm、 N 、J、MPa、摄氏度〕1.建立刚体轧辊,第一选择创立新零件,更正零件名字为“zhagun〞。
,选择2D Planar 创立二维零件,零件属性选择解析刚体“ Analytical rigid 〞,尺寸为 1000 ,点击“ continue〞点击创立圆弧〔由于ABAQUS不支持大于等于180 度的解析刚体圆弧,所以一个完整的轧辊最少分为 3 段,本例将刚性轧辊分成 4 段〕,在提示区内输入轧辊中心坐标为“0,101〞,尔后输入圆弧的第一点坐标〔0,1〕,第二点坐标〔-100,101 〕,建立第一个圆弧。
尔后建立第二个圆弧,点击,选择第一个圆弧的圆心O,再选择第一个圆弧尾端的端点 B ,在提示区输入“0,201〞,作为第二个圆弧的尾端,创立第三个圆弧同样选择圆心O,选择第三个圆弧的尾端C,输入坐标“ 100,101〞,同理建立第四段弧线,并和第一段弧线起点重合,完成轧辊刚体的草绘。
点击提示区“Done〞完成草绘,创立轧辊元件。
ABAQUS软件针对每一刚体必定设置其相对的参照点,否那么软件无法计算。
点击“tool--reference point 〞,尔后选择轧辊中心设为参照点。
完成轧辊元件的创立。
2.建立轧板,新建零件,名字改为“ zhaban〞选择“ 2D Planar〞,零件种类选择变形体“Deformable 〞,“ Base Feature〞选择“ shell〞,模型尺寸仍为1000,点击“ continue 〞。
点击创立轧板,在提示区输入“-20,0 〞,尔后输入对角点“〞,完成轧板元件。
3.创立资料属性,将 Module :模式选择为 Property,,点击创立新资料,资料名称为Q235。
点击“ General-density 〞创立资料密度,输入〔 T/mm^3 〕点击“ mechanical-Elasticity-elastic 〞创立资料的根本属性,勾选 Use temperature-dependent data,按下表输入 Q235 的根本参数。
Abaqus中如何进行部件分割分割部件是在有限元分析软件Abaqus中常见的操作,它使得用户能够将一个大的部件分割成更小的部分,以便更详细地模拟和分析复杂的结构。
本文将介绍如何使用Abaqus进行部件分割的基本方法和步骤。
1. 创建几何模型在进行部件分割之前,首先需要创建一个几何模型。
可以使用Abaqus提供的几何建模工具,例如Part工具箱或者CAE模型编辑器,创建几何模型。
在几何模型创建过程中,可以使用不同的几何图元,例如直线、圆弧、矩形等,来构建需要分割的部件。
2. 创建分割工具在几何模型创建完成后,需要使用Abaqus提供的工具创建分割工具。
分割工具可以是一个平面、曲面或者体素,用于将部件分割成所需的子部件。
可以通过以下步骤创建分割工具:1.选择几何模型中的一个面、边或者体素作为分割工具的参考面;2.使用Abaqus提供的划分工具,例如切割工具或者拓扑划分工具,在参考面上创建划分线或者划分曲线。
这些划分线或者划分曲线将作为分割部件的界限。
3. 执行分割操作分割工具创建完成后,需要执行分割操作来将部件分割成所需的子部件。
可以按照以下步骤执行分割操作:1.选择需要分割的部件;2.使用Abaqus提供的划分工具,在需要分割的部件上创建划分线或者划分曲线。
这些划分线或者划分曲线将作为分割部件的界限;3.执行划分操作,将部件分割成子部件。
4. 根据需求进一步操作在完成部件分割之后,可以根据需求进行进一步的操作和分析。
可以对分割后的子部件进行几何修改、材料属性赋予、边界条件设定等,以便进行更精确的有限元分析。
5. 验证和分析完成部件分割和其他进一步操作后,可以对模型进行验证和分析。
可以使用Abaqus提供的分析工具,例如求解器、后处理工具等,对模型进行有限元分析,获得模型的应力、应变、位移等结果,并进行进一步的分析和评估。
结论通过本文简要介绍了在Abaqus中进行部件分割的基本方法和步骤。
按照以上步骤,用户可以轻松地对复杂的部件进行分割,以便更详细地模拟和分析结构。
背景介绍:切削过程是一个很复杂的工艺过程,它不但涉及到弹性力学、塑性力
学、断裂力学,还有热力 学、摩擦学等。同时切削质量受到刀具形状、切屑流
动、温度分布、热流和刀具磨损等影响,切削表面的残余应力和残余应变严重影
响了工件的精度和疲劳寿命。利 用传统的解析方法,很难对切削机理进行定量
的分析和研究。计算机技术的飞速发展使得利用有限元仿真方法来研究切削加工
过程以及各种参数之间的关系成为可能。近年来,有限元方法在切削工艺中的应
用表明,切削工艺和切屑形成的有限元模拟对了解切削机理,提高切削质量是很
有帮助的。这种有限元仿真方法适合于分析弹塑性大变形问题,包括分析与温度
相关的材料性能参数和很大的应变速率问题。ABAQUS作为有限元的通用软件,
在处理这种高度非线性问题上体现了它独到的优势,目前国际上对切削问题的研
究大都采用此软件,因此,下面针对ABAQUS的切削做一个入门的例子,希望初 学
者能够尽快入门,当然要把切削做好,不单单是一个例子能够解决问题的,随着
深入的研究,你会发现有很多因素影响切削的仿真的顺利进行,这个需要自己去
不 断探索,在此本人权当抛砖引玉,希望各位切削的大神们能够积极探讨起来,
让我们在切削仿真的探索上更加精确,更加完善。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
切削参数:切削速度300m/min,切削厚度0.1mm,切削宽度1mm
尺寸参数:本例作为入门例子,为了简化问题,假定刀具为解析刚体,因为在切
削过程中,一般我们更注重工件最终的切削质量,如应力场,温度场等,尤其是
残余应力场,而如果是要进行刀具磨损或者涂层刀具失效的分析的话,那就要考
虑建立刀具为变形体来进行分析了。
工件就假定为一个长方形,刀具设置前角10°,后角6°,具体尺寸见INP文件。
下面将切削过程按照ABAQUS的模块分别进行叙述,并对注意的问题作出相应的
解释。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
建模:建模过程其实没有什么好注意的,对于复杂的模型, 我一般用其他三维
软件导入进来,注意导入的时候尽量将格式转化为IGES格式,同时要把一些不
必要的东西去掉,比如一些尖角,圆角之类的,如果不是分析那 个部位的应力
集中的话就没必要导入它,如果导入,还要进行一些细化,大大降低了计算的效
率。我一般做的是二维切削,模型相对比较简单,所以一般都是直接在 ABAQUS
中进行建模。由于此处为刚体,要在part里面建立刚体参考点,而且注意不要
在装配模块建立参考点,因为有时候ABAQUS找不到装配模块相 应的参考点。
第二步定义材料参数,在这个阶段要注意的问题是要把参数定义全,尤其是你要考虑什么,
要计算什么,比如你要考虑热应力,那你就要定义热膨胀系数,你要考虑 刀具的温度场,
你就要定义刀具的密度,热导率,比热容等,这部分最终要的是关于工件塑性的问题,现在
切削大部分用的都是J-C模型,一方面它全面考虑了热 硬化,热软件等多种效应,另一方
面可以通过霍金普森实验比较容易确定,因此广泛应用于现代切削加工的塑性模型中。下面
针对这个模型做简单介绍。J-C模型 的式子我就不再输入了,相信每一个做切削的人应该都
知道的,分为三个部分的乘积,分别代表了热硬化,热软化和温升效应,运用这个模型的时
候,参数根据实验 输入即可,在定义的时候,有个参考应变率,这个一定记住是做实验时
候的参考应变率,所以有时候不同的参考应变率,拟合的参数A,B等可能是不同的,因此,
在选择模型的时候一定要注意参考应变率和实验的参考应变率相对应,这样你所得的参数才
是准确的。在定义材料参数时,要注意别忘了定义非弹性热系数,这个参 数将决定你的塑
性产热,如果你发现自己的切削温度场不对,很大程度上是因为没有定义这个参数。另外还
有一个非常重要的问题,单位一定要统一,不然你的计算 肯定会出错,记住mm-t-MPa,
其他自己推一下就行。
第三部装配模块,这个没啥说的,就是把你自己工件的刀具的相对位置确定一下就行了。先
通过Instance part建立工件和刀具的装配模型,然后通过translate instance调整工件和刀具
的位置,尽量保证工件和刀具充分接近,但是不要产生干涉,工件和刀具如果如果太远,刀
具空走的路程会长,容易产生一些振动 什么的,如果太近,产生干涉,影响刀具和工件的
正确接触关系,因此要把握好工件和刀具的距离,其他的基本上都很简单。
第四部定义分析步,目前大体在ABAQUS中做切削分析可以采用两种分析步,一种是基于热
力耦合的分析步,这种分析步充分考虑了切削过程的热力相互耦合及 相应机制,另一种是
动态绝热分析,认为切削仿真是在短时间内完成的,在这么短的时间内,热量还未来得及发
生传导,这种分析步一般进行锯齿切屑形状的分析, 容易产生锯齿的剪切带。如果是采用
ALE,要定义相应的ALE设置。下面对ALE做相应简介,其实这涉及到ABAQUS中相应的算法,
在ABAQUS中一 种是拉格朗日算法,一种是欧拉算法,拉格朗日算法的节点是基于实体单
元的,也就是实体单元的节点的位置,一般用于固体分析,而由于算法本身的特点,在遇到
大变形时候很容易产生畸变,欧拉算法是基于空间的,一般用于流体,其相应的节点也是基
于空间的,网格划分后其在空间的位置是不变的,但是其边界条件难以定 义和琢磨,而ALE
结合了拉格朗日算法和欧拉算法的优点,一方面通过拉格朗日方法定义边界,另一方面利用
欧拉方法解决网格畸变问题,因此目前在切削领域由 于很好的解决了问题而得到广泛的应
用。关于ALE的具体设置可以参看ABAQUS经典例题3中的稳态切削的例子,由于时间和空
间有限,有些东西我是说不完 的,希望大家能自己去探索。如果想输出切削力随时间的时
域图,在这里要选择参考点,然后设置set,然后在historyoutput里面输出参考点即 可。如
果想加快计算时间,可以采用质量放大,但是放大的尺度一定要把握好,不然会造成结果失
真的,具体可以参照帮助文档关于质量放大的介绍。
第五部分定义接触,首先定义接触属性,这个要考虑自己具体的计算过程了,比如考虑不考
虑摩擦等,一般对切削而言,需要设置相应的摩擦,采用硬接触的形式, 而且一定要定义
两个系数,一个是生热系数,一个是热量分配系数,生热系数主要是计算摩擦做的功有多大
的比例产生热,前面我们已经在材料里面定义了塑性产热 的转化系数,热分配系数主要是
摩擦最终产生的热量有多少流入工件,有多少流入刀具。接下来就是定义接触了,选择刀具
接触表面以及工件接触表面,可以建立相 应的接触关系,本例因为模型简单,所以只需定
义一个接触对即可。然后就是对刀具施加刚体约束就可以了。如果是变形体的话,不用给刀
具施加刚体约束的。
第六部分定义载荷和边界条件,对于切削来讲,一般都是通过固定工件下部分和左边,然后
让刀具以一定速度切削,具体定义过程比较简单,而且一般会在预定义场 定义初始工件和
刀具的温度场。需要注意的是在定义刀具速度的时候,可以采用幅值的方式,这样可以使得
整个速度逐渐加载到所要定义的速度,从而不至于产生特 别大的位移,从而对结果产生影
响。
第七部分是划分网格,这也是对仿真结果非常重要的一步,因为切削是一种非线性非常强的
本构关系,如果网格过于粗糙,往往造成结果的不收敛,尤其是在切屑部 分,其密度直接
决定最终切削结果的成败,因此对切削的重点部位进行网格的细化是非常重要的环节。我一
般对矩形的网格采用四边形网格,可以划分比较规整的网 格。在工件的厚度方向采用密度
撒种的方法,保持一定的梯度分布,有利于更好的解决时间和效率的问题。在划分完网格之
后,一定要记住检查一下网格质量,因为 不好的网格会对切削的结果造成很大的影响。
最后一步就是最简单的提交JOB了,这个相信大家都会的,放上应力场,温度场以及塑性应
力场作为结果参考,同时附上INP文件。