千分尺的使用方法
- 格式:docx
- 大小:11.20 KB
- 文档页数:1
千分尺是一种测量工具,用于测量精细的尺寸。它通常由一个精密的金属棒与一个类似于滑动卡尺的测量部分组成。使用方法是将千分尺的测量部分放在需要测量的物体上,然后读取千分尺上的刻度值。
注意:
放置的方向与精度有关
保持平整平稳
使用高精度的千分尺
使用校准器进行校准
经常清洁千分尺
千分尺是一种测量工具,用于测量精细的尺寸。它通常由一个精密的金属棒与一个类似于滑动卡尺的测量部分组成。使用方法是将千分尺的测量部分放在需要测量的物体上,然后读取千分尺上的刻度值。
注意:
放置的方向与精度有关
保持平整平稳
使用高精度的千分尺
使用校准器进行校准
经常清洁千分尺
有限责任公司
标题 数显千分尺使用指导书 编号 页次 1/1
制定部门 品质部 版本次 A/0 制定日期 2010-09-14
1、 目的:
规范和指导千分尺的使用及维护保养。
2、 范围
0-25mm(0.001mm)数显千分尺使用及维护。
3、 权责
3.1品管组长负责天平日常状态的维护稽核与送校计划的制定。
3.2测试员负责天平的使用与日常维护。
4、 天平相关说明
4.1.1主要技术指标
4.1.1.1测量范围:0~25mm
4.1.1.2温度要求:5℃~40℃,湿度≦65%
4.1.2功能特性
4.1.2.1进行外径形式尺寸测量。
4.1.3功能键
4.1.3.1 HOLD按钮:保持显示值。
4.1.3.2 ZERO/ABS:按此按钮实现零设置显示,显示并保持到基准点的尺寸(基准面的测量压力)
4.1.3.3 INC:适用于比较测量的增量方式
4.1.3.4 B:电池电压低
4.1.3.5 H:保持显示值,按HOLD取消
5、测量操作
5.1测量前准备工作
5.1.1使用前,用软布把千分尺两个测量面擦拭干净,转动测力装置,使两测量面接触,当棘轮发出“咔咔”声后,两测量面应无间隙和漏光现象,同时LCD显示屏应显示为0.000mm
5.1.2转动测量装置应轻松灵活无摩擦声
5.1.3应保证被测量物表面干净无杂质及灰尘粘附。
5.1.4取标准厚度的箔对千分尺进行校准
5.2测量
5.2.1测量时,轻轻的旋转测力装置,当千分尺两测量面将与铜箔接触时,棘轮发出“咔咔”声音即停止旋转
5.2.3读数,LCD显示是多少就是箔的厚度。
5.2.4为了接近铜箔的真实厚度,可在不同位置进行多点测量,或者进行多层叠加测试后取平均值。
5.2.5记录,将测量结果记录在对应的记录表上。
5.3测量完成工作
5.3.1测量完成后用棉布将测量杆测试干净
5.3.2不使用时将两测量面相互离开,避免犯发生腐蚀现象,量测量面应处在零值附近状态。

千分尺的使用方法
千分尺是一种常用的测量工具,用于测量小尺寸的长度和距离。它通常由一根刻度清晰的尺子和一个可移动的游标组成。下面将详细介绍千分尺的使用方法:
1. 准备工作:在使用千分尺之前,首先要确保使用的千分尺具有准确的刻度和标准长度。可以通过与其他已知准确的测量工具进行比对来确定千分尺的准确性。
2. 握持千分尺:将千分尺平放在桌面上,用手握住千分尺的固定部分,将游标放置在需要测量的物体旁边。保持手的稳定,以确保测量的准确性。
3. 读取刻度值:通过移动游标,使其与物体的两端对齐。然后,使用眼睛准确地读取右侧刻度线上的数值。在千分尺上,通常每个刻度之间代表了0.001英寸或0.02毫米。
4. 计算测量结果:根据读取的刻度值来计算实际的测量结果。例如,如果游标停在0.023英寸上,则测量结果可以为0.023英寸。
5. 重复测量:为了确保准确性,需要进行多次重复测量。可以在不改变物体位置的情况下,重新握持千分尺并进行测量。然后,将多次测量结果进行平均,以得到更准确的测量数值。
6. 保养和存放:在使用完千分尺后,应该对其进行保养和存放。可以使用软布轻轻擦拭千分尺的表面,去除所有的灰尘和污渍。然后,将千分尺放置在一个干燥、无尘的存放箱中,以防止刻度变得模糊或损坏。
总结:千分尺是一种常用的测量工具,可用于测量小尺寸的长度和距离。在使用千分尺时,需要准备工作,正确握持千分尺,并准确读取刻度值。为了提高准确性,可以重复测量多次并进行平均。使用完成后,需要进行适当的保养和存放,以确保千分尺的准确性和使用寿命。

公法线千分尺使用
名称:公法线千分尺
量程:50-75mm
一、组成:公法线千分尺、校准标准柱、扳手、隔热手柄、测砧(zhen)、锁紧装置。
公法线千分尺的使用方法 :
1.使用前验查千分尺是否完好。
2.使用时,将千分尺测量面及测量零件表面干净。
3.使用时,必须首先归零。在归零时,缓慢地使测量杆与测砧接触,所用的力须和测量时 保持一致(国家标准规定用力为2~3N),考虑到测量的不确定性,一般都要置零两次以上, 测量次数不低余 3次 。
二、公法线计算
如图纸已知:模数:M=3 齿数:Z=2 压力角:α=20°
公法线W,W=(k×π×m + S + m×Z×0.014904384)÷ cos20 。其中K是跨齿数,m是齿轮模数;S是齿轮齿厚。注意齿厚S,是图纸表明的最大齿厚,和最小齿厚,要分别代入计算,获得两个公法线的数值,构成公法线长度的两个极限值。
(cos20 。≈0.93969262078591)
三、测量方法
1.将齿条或齿轮平均分为四段以上(四舍五入)
2.测量时将被测产品移入两测量面之间,调微分筒,使工作而快接触到被测物件后调测力装置、 听到三声“咔咔咔”时停止。轻旋转测微手柄嘀嘀嘀三声后为标准读数测量数值
3.分段测量结果记录最大与最小值,如测量不合格时及时反馈
千分尺使用说明书
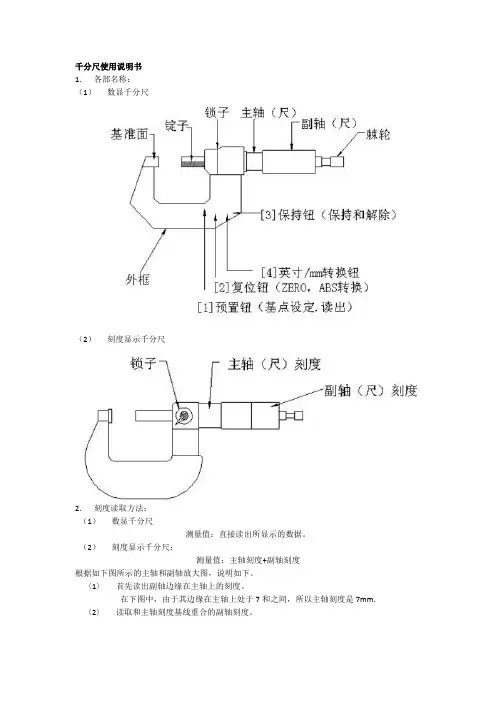
1. 各部名称:
(1) 数显千分尺
(2) 刻度显示千分尺
2. 刻度读取方法:
(1) 数显千分尺
测量值:直接读出所显示的数据。
(2) 刻度显示千分尺:
测量值:主轴刻度+副轴刻度
根据如下图所示的主轴和副轴放大图,说明如下。
〈1〉 首先读出副轴边缘在主轴上的刻度。
在下图中,由于其边缘在主轴上处于7和之间,所以主轴刻度是7mm.
〈2〉 读取和主轴刻度基线重合的副轴刻度。 在下图中,主轴刻度基线对齐到副轴上的37和38之间位置,再根据刻度分量读出其分刻度,就可得,因此副轴刻度是。
〈3〉 往在〈2〉中得到的数据上乘于主轴1个刻度的单位。
在下图中,由于主轴1个刻度单位是,因此
×=。
〈4〉 把〈1〉和〈2〉的结果相加,就得到(最终)测量值。
在下图中,其测量值是7+=
3. 使用顺序:
使用前的检查确认。
1)在测量面(基准面,锭子)上,不能有缺口,异物附着现象。
2)旋转棘轮,检查确认,锭子移动顺利。
3)用棘轮旋转移动锭子,使基准面和锭子缓慢地接触,然后再空转棘轮2~3次。
在此时,检查确认基点(零点)正确。
*数显千分尺:进行复位,使显示为。
*刻度显示千分尺:确认主轴零点和副轴零点重合,如果不重合,需通过调整千分尺
主轴来使主轴零点与副轴零点重合。
4)在被测件的测量处上,不许有粘污,油等异物。
使用方法:
1)千分尺的保持方法
〈1〉在原则上是必须按照下图所示,但根据情况,为了测量方便,允许用一只手保持,进行测量。
〈2〉在测量时对被测件施加的压力是由棘轮来控制,旋转副轴进行加压和棘轮来加压是相关的,因此要充分利用此关系。
2) 测量顺序
〈1〉 用一只手轻轻拿起被测件。
〈2〉旋转副轴,扩大基准面和锭子间的间距,然后把被测件夹进去。