挤出模具设计
- 格式:ppt
- 大小:653.50 KB
- 文档页数:50
挤出模具装配尺寸的设计模具设计,可以先设计模芯再设计模套,也可以先设计模套再设计模芯。
为了较少设计验证次数,一般先设计模套再设计模芯。
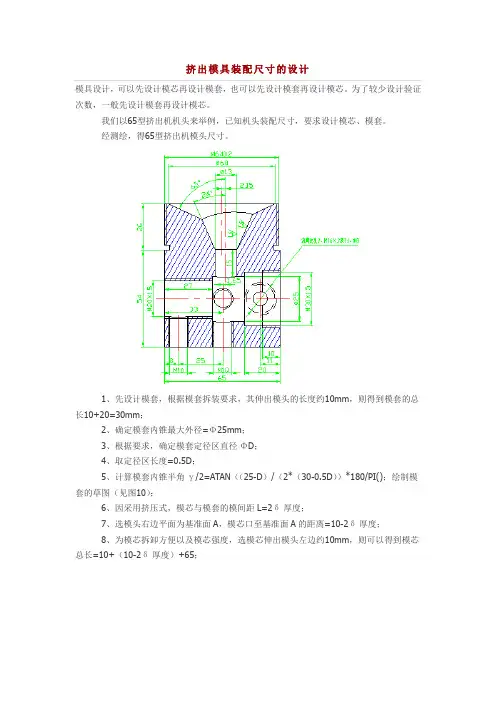
我们以65型挤出机机头来举例,已知机头装配尺寸,要求设计模芯、模套。
经测绘,得65型挤出机模头尺寸。
1、先设计模套,根据模套拆装要求,其伸出模头的长度约10mm,则得到模套的总长10+20=30mm;2、确定模套内锥最大外径=Φ25mm;3、根据要求,确定模套定径区直径ΦD;4、取定径区长度=0.5D;5、计算模套内锥半角γ/2=ATAN((25-D)/(2*(30-0.5D))*180/PI();绘制模套的草图(见图10);6、因采用挤压式,模芯与模套的模间距L=2δ厚度;7、选模头右边平面为基准面A,模芯口至基准面A的距离=10-2δ厚度;8、为模芯拆卸方便以及模芯强度,选模芯伸出模头左边约10mm,则可以得到模芯总长=10+(10-2δ厚度)+65;9、绘制模芯草图(如图);10、为便于调节偏芯,模芯螺纹长度一般取8~10mm,即b=8mm;11、根据模头尺寸结构,取d4=18mm;12、根据第8条,我们知道模芯伸出模头左侧10mm,则a+b=27+10=37mm,a=37-b=37-8=31mm;13、为保证调偏螺钉能正面受力在模芯上,一般c取12~15mm,即c=15mm;14、根据线芯大小,我们确定模芯定径区直径d1=d线芯+(0.2~0.5)mm,取d1=d 线芯+0.2 mm,那么模芯外锥最小外径d2=d1+0.5*2=d线芯+1.2 mm;15、那么根据以上数据,我们可以得出模芯外锥部分的长度=L-a-b-c=10+(10-2δ厚度)+65-31-8-15=31-2δ厚度mm;16、根据锥角计算公式,求的模芯外锥角β= ATAN((18- d线芯+1.2)/(2*(31-2δ厚度))*180/PI()17、将计算出模芯的锥角β与计算的模套外锥角γ比较,看看其差值是不是符合我们设计要求,若在设计范围内,设计成功,绘制零件图;若有出入,再次循环以上内容,直至符合设计要求为止,但必须保证在满足角度的前提下,还必须满足装配上的要求。
挤出塑料模具课程设计一、课程目标知识目标:1. 学生能理解并掌握塑料模具的基本概念、分类及挤出模具的工作原理。
2. 学生能够描述挤出塑料模具的设计流程,包括模具结构、材料选择和工艺参数的确定。
3. 学生了解塑料成型过程中的常见问题及解决办法。
技能目标:1. 学生能够运用CAD软件进行挤出模具的设计,具备初步的模具设计能力。
2. 学生能够运用实验设备进行挤出成型实验,掌握实验操作的基本技能。
3. 学生能够分析挤出模具设计中的问题,并提出合理的改进方案。
情感态度价值观目标:1. 培养学生对塑料模具设计和制造的兴趣,激发学生的创新意识。
2. 培养学生严谨、细致的学习态度,提高学生的团队协作能力。
3. 学生能够认识到塑料模具在工业生产中的重要性,增强学生的社会责任感。
本课程针对高年级学生,结合学科特点和教学要求,以实用性为导向,旨在培养学生的模具设计能力、实验操作技能和问题分析解决能力。
通过本课程的学习,学生能够将理论知识与实际应用相结合,为未来从事相关工作奠定基础。
二、教学内容本章节教学内容主要包括以下三个方面:1. 塑料模具基础知识:- 模具的分类、结构及其工作原理。
- 塑料材料的基本性能及选用原则。
- 挤出模具的设计原理和流程。
2. 挤出模具设计方法:- 模具结构设计:包括型腔、型芯、导向装置等。
- 模具材料选择:根据塑料性能和成型工艺选择合适的模具材料。
- 模具工艺参数确定:分析成型过程中压力、温度、速度等参数的影响。
3. 挤出成型实验与问题分析:- 实验设备操作:学会使用挤出机、模具等设备进行实验。
- 实验操作技能:掌握挤出成型过程中各项操作要领。
- 常见问题分析:分析成型过程中可能出现的缺陷,并提出解决方案。
教学内容参考教材相关章节,结合课程目标,按照以下进度安排:1. 塑料模具基础知识(2课时)2. 挤出模具设计方法(3课时)3. 挤出成型实验与问题分析(3课时)三、教学方法本章节采用以下多样化的教学方法,以激发学生的学习兴趣和主动性:1. 讲授法:在塑料模具基础知识部分,通过教师系统的讲解,使学生掌握模具的基本概念、分类和工作原理。
模具,是以特定的结构形式通过一定方式使材料成型的一种工业产品,同时也是能成批生产出具有一定形状和尺寸要求的工业产品零部件的一种生产工具。
模具在很大程度上决定着产品的质量、效益和新产品开发能力。
同样,挤出模具在制造和设计过程中,要兼顾性能和效率,以及成本诸多因素,以下总结了以下挤出模具在设计和制造中涉及到的原则,分享给大家。
挤出模具的设计包括以下诸多内容精度条件、几何形状设计、批量大小、成型设备、尺寸稳定性及表面质量等诸多内容。
第一:几何形状设计方面在设计时,经常要综合考虑尺寸稳定性及表面质量。
例如,制品设计和尺寸稳定性要求采用阴模(凹模),但是表面要求光泽度较高的制品却要求使用阳模(凸模),这样一来,塑件订购方会综合考虑到这两点,制品能在最佳条件下进行生产。
第二:批量的大小方面实验用,模具产量小时,可采用木材或树脂进行制造。
但是,如果实验用模具是为了获得制品有关收缩、尺寸稳定性及循环时间等的数据时,应该使用单型腔模具来实验,且能保证其能在生产条件下运用。
模具一般用石膏、铜、铝或铝-钢合金制造,很少用到铝-树脂。
第三:尺寸公差方面在成型过程中,塑件与模具接触的面要比离开模具部分的尺寸稳定性更好。
如果日后由于材料刚度的需要要求改变材料厚度,可能导致要将阳模转换为阴模。
塑件的尺寸公差不能低于收缩率的10%。
第四:塑件的光洁面就成型材料能够包住的范围而言,塑件可见面的表面结构应在与模具接触处成型。
如果可能的话,塑件的光洁面不要与模具表面接触。
第五:余量的控制如果使用机械式水平锯锯掉塑件的夹持边,在高度方向上,至少要有6~8mm的余量。
其他的修整工作,如磨削、激光切削或射流,也必须留有余量。
刀口模切割线间的间隙最小,冲孔模修整时的分布宽度也很小,这些都是要注意的。
第六:收缩和变形塑料易收缩(如PE) ,有些塑件易变形,无论如何预防,塑件在冷却阶段都会发生变形。
在这种条件下,就要改变成型模具的外形来适应塑件的几何偏差。

塑料挤出模具设计书籍1. 前言塑料挤出模具设计是塑料制品生产过程中至关重要的一环。
优秀的模具设计能够提高产品的制造效率和品质。
然而,塑料挤出模具的设计本身就具有一定的复杂性和挑战性。
本文将介绍一些经典和实用的塑料挤出模具设计书籍,希望能够为相关从业者提供帮助。
2. 《塑料挤出模具技术》《塑料挤出模具技术》是一本比较系统的、介绍塑料挤出模具设计的专业书籍。
该书由塑料挤出模具设计专家张敏波编写,共分为13章,内容包括挤出模具结构、设计原则、设计步骤、零件设计、配件设计、加热冷却、模具试验与调试等方面。
本书的设计思路清晰,图文并茂,既有专业性,同时也容易理解,对于从事挤出模具设计的人员非常有用。
3. 《挤出模具设计手册》《挤出模具设计手册》是一本典型的实用型书籍。
该书由《塑料加工技术》杂志社主编,内容涵盖了挤出模具的设计与加工,包括挤出机螺杆设计、模具设计、制造、调试等方面。
本书图文并茂,重点突出,对于初学者和实践工作者来说是一本不可多得的指导资料。
4. 《塑料成型模具设计与计算》《塑料成型模具设计与计算》是由罗杰·努弗德撰写的,介绍塑料成型模具设计的教材。
该书主要包括模具设计的基本步骤、结构类型、设计中的常见问题及其解决方法等。
全书以实例为主,针对不同材料,对模具的结构和尺寸做了具体的说明和计算,可以帮助模具设计者更好地理解模具的设计和使用。
5. 《挤出模具加工技术》《挤出模具加工技术》是一本针对模具加工人员编写的实用书籍。
本书主要介绍了模具的加工方法与技术,包括计算、铣削、机加工、电火花加工等方面。
此外还特别介绍了加工过程中的注意事项和技巧。
本书内容丰富,实用性强,能够为加工人员提供帮助。
6. 《塑料挤出模具设计案例分析》《塑料挤出模具设计案例分析》是由中国塑料加工协会科技委员会主编的一本书籍。
该书收集了一系列实际的挤出模具设计案例,并对每个案例进行了分析和介绍。
本书图文并茂,案例丰富,能够帮助读者全面了解挤出模具的设计和实际应用。
挤出管材的模具设计及加工工艺挤出管材是一种常见的金属加工工艺,通过在高温下将金属材料挤出成为管状,广泛应用于建筑、航空航天、汽车等行业。
挤出管材的模具设计及加工工艺对最终产品的质量和性能具有重要影响。
下面将详细介绍挤出管材的模具设计及加工工艺。
一、模具设计:1.材料选择:挤出管材的模具通常由高温耐磨的材料制成,如合金钢、硬质合金等。
模具的选择要根据生产管材的材料种类和工艺要求来确定。
2.模具结构设计:挤出管材的模具可分为双孔型和多孔型。
双孔型模具适用于直径较小的管材生产,而多孔型模具适用于直径较大的管材生产。
模具的结构设计应考虑到挤出管材的形状和尺寸要求,确保良好的挤出效果和生产效率。
3.流道设计:模具的流道设计直接影响到挤出管材的形状和尺寸精度。
流道的设计应考虑到金属材料的流动性和冷却效果,并采用适当的形状和尺寸,以确保挤出管材的质量和性能。
4.冷却系统设计:模具的冷却系统设计对挤出管材的质量和生产效率有重要影响。
冷却系统应考虑到金属材料的冷却速度和温度控制,以确保挤出管材的内外壁均匀冷却,减少挤出过程中的热变形和内应力。
二、加工工艺:1.材料准备:将选定的金属材料加热至合适的温度,使其具有适当的塑性和流动性。
同时,对金属材料进行预处理,去除表面氧化物和杂质,以提高挤出管材的质量。
2.模具装载:将加热好的金属材料注入到模具的进料口,并通过挤出机推动金属材料进入到模具的流道和挤出口,实现金属材料的挤出成型。
3.冷却固化:经过流道和挤出口的挤出管材进入冷却系统,通过水冷却或自然冷却的方式,使管材迅速冷却固化,提高管材的机械性能和尺寸精度。
4.后续处理:挤出管材经过冷却固化后,需要进行切割、去毛刺、修磨等后续处理工艺,以得到满足要求的管材产品。
挤出管材的模具设计及加工工艺,需要综合考虑金属材料的特性、挤出管材的形状和尺寸要求等因素,并采用合适的材料和工艺参数,以确保挤出管材的质量和性能。
同时,定期对模具进行维护和保养,以延长模具寿命和提高生产效率。
塑料挤出模具设计塑料挤出模具设计指的是生产各种管道、线条、条形等复杂形状的产品,以满足消费者的需求。
挤出模具设计是塑料成型工艺中最关键的一环。
模具设计要求精度高、生产效率高、工艺优良、耐久性强等多个方面的考量,因此,在设计中需要注意各项要素,以达到预期的效果和质量标准。
首先,塑料挤出模具设计需要结合塑料挤出成型的工艺流程和参数,确保稳定的生产和高效的能源利用。
第一步是从材料入手,确定选用哪种材质,例如,挤出模具通常会使用热工模造型钢,湛江模具钢等合金类材料,这些材料能够提高模具的硬度和耐磨性,满足生产高要求产品的需要。
然后,根据产品形状等要求进行模具的设计,制定模具的大小、形状和几何参数,并结合模具的内部结构和装配装置,以确保正常的生产效果。
其次,在塑料挤出模具设计中需要注意模具的板数、结构和加工工艺。
挤出模具通常采用多板式结构,有顶板、底板、侧板、隔板等部件,用来固定塑料管材的截面形状、支撑挤出的压缩过程和控制形状等方面。
而在制作过程中,需要考虑到精度和几何形状的匹配关系,避免由于制造误差等问题造成挤出过程中的漏斗效应和产品的形状变形问题。
由此可见,塑料挤出模具设计、制造和精密加工是一项极其繁琐的工程。
其次,一个优秀的塑料挤出模具设计还需要考虑到产品配合、冷却和粘连等环节。
对于不同的挤出产品,需要根据其特点和要求进行设计和制作。
例如,在挤出大规格、壁厚较大的产品时,应该考虑到的是冷却和卡边设计,以便解决加热带来的产品变形问题;而在厚度较薄、曲度较大的产品上,需要考虑到的是粘连和多层结构的细致设计,以确保产品的精度和美观度。
最后,优秀的塑料挤出模具设计还需要考虑到制造和维护成本的问题。
制造成本与材料、加工和手工制作等资源的利用效率密切相关;而维护成本则往往与使用寿命相关,需要定期进行检查和维护,切勿忽略隐患和故障点。
这样才能确保模具的长期使用效应和成本效益。
总之,塑料挤出模具设计是制造各类产品的重要前提和要素,需要注重各个方面的细节和技术,以满足消费者的需求和制造公司的要求。
挤出模具设计课程设计一、教学目标本课程旨在通过挤出模具设计的学习,使学生掌握挤出模具的基本结构、工作原理和设计方法,培养学生运用理论知识解决实际问题的能力。
通过本课程的学习,学生应达到以下目标:1.知识目标:(1)了解塑料挤出成型的基本原理和工艺过程;(2)掌握挤出模具的组成、结构和作用;(3)熟悉挤出模具的设计方法和步骤。
2.技能目标:(1)能够分析挤出成型工艺参数对模具设计的影响;(2)具备挤出模具零件尺寸计算和选材的能力;(3)学会使用相关软件进行挤出模具设计。
3.情感态度价值观目标:(1)培养学生的创新意识和团队协作精神;(2)强化学生对模具行业的认识,提高学生对模具设计的兴趣;(3)培养学生严谨的科学态度和良好的职业道德。
二、教学内容本课程的教学内容主要包括以下几个部分:1.塑料挤出成型的基本原理和工艺过程;2.挤出模具的组成、结构和作用;3.挤出模具设计方法和步骤;4.挤出模具零件尺寸计算和选材;5.挤出模具设计软件的使用。
教学过程中,将结合具体案例进行分析,使学生能够更好地理解和掌握所学知识。
三、教学方法为了提高教学效果,本课程将采用多种教学方法,包括:1.讲授法:通过讲解理论知识,使学生掌握挤出模具设计的基本原理和方法;2.案例分析法:分析实际案例,使学生了解挤出模具设计的过程和注意事项;3.实验法:通过实验操作,使学生熟悉挤出模具的结构和作用;4.讨论法:分组讨论,培养学生团队协作能力和创新意识。
四、教学资源为了支持教学内容和教学方法的实施,丰富学生的学习体验,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统的理论知识;2.参考书:提供相关领域的参考书籍,拓宽学生的知识视野;3.多媒体资料:制作课件、视频等多媒体资料,帮助学生更好地理解教学内容;4.实验设备:准备现代化的实验设备,为学生提供实践操作的机会。
五、教学评估本课程的教学评估将采用多元化的评估方式,全面、客观地评价学生的学习成果。
典型的挤出模具设计挤出模具是一种常用于橡塑制品加工的模具,通过材料在模具中连续挤出,使其形成具有一定形状和尺寸的产品。
挤出模具广泛应用于塑料、橡胶、硅胶、硬质泡沫等各种材料的生产中,能够制造出各种管材、板材、条材、异型材等产品。
典型的挤出模具设计需要考虑材料特性、产品形状和尺寸等多个因素。
首先,挤出模具设计需要根据材料的特性来确定模具的结构和参数。
不同材料具有不同的流动性、熔体温度和粘度,对模具的设计产生不同的要求。
例如,一些材料具有较高的熔体温度和较高的黏度,需要采用加热设备和较大的流道截面积来确保材料能够顺利挤出。
而一些材料具有较低的流动性,需要增加收缩率和壁厚等参数来避免产品出现瑕疵。
因此,设计师需要了解材料的特性,合理确定模具的结构和参数。
其次,挤出模具设计需要考虑产品的形状和尺寸。
不同的产品形状对模具的设计产生不同的要求。
例如,圆形管材的模具需要设计圆形的出模口和流道,以保证挤出的产品具有良好的圆度和尺寸一致性。
而异型材的模具需要根据产品的形状和结构设计复杂的挤出口和流道,以确保产品能够顺利挤出,并且具有良好的表面质量和尺寸精度。
因此,设计师需要根据产品的形状和尺寸,合理确定模具的结构和参数。
再次,挤出模具设计需要考虑模具的制造和使用成本。
模具的制造和使用成本直接影响到产品的竞争力和市场占有率,因此设计师需要在满足产品形状和质量要求的前提下,尽量减少模具的制造和使用成本。
一方面,可以通过合理设计模具的结构和参数,减少模具的复杂度和制造难度。
另一方面,可以选择合适的材料和加工工艺,提高模具的耐磨性和使用寿命,降低维护和更换的频率。
因此,设计师需要综合考虑多个因素,合理选择模具的结构、材料和加工工艺,以实现最佳的经济效益。
最后,挤出模具设计还需要考虑产品的生产效率和质量稳定性。
生产效率和质量稳定性是企业提高竞争力和降低成本的关键。
模具的设计应充分考虑产品的生产工艺和生产效率,提高生产效率和降低不良品率。
挤出管材模具设计教程简介挤出管材模具是在挤出工艺中常用的一种模具,用于制造各种类型和尺寸的管材。
本教程将介绍挤出管材模具的设计流程、关键要素以及注意事项,以帮助读者了解和掌握挤出管材模具设计的基本知识。
设计流程挤出管材模具的设计流程可分为以下几个步骤:1.确定管材规格:首先需确定所需生产的管材的规格,包括直径、壁厚等。
这有助于确定模具的尺寸和形状。
2.材料选择:根据管材的特性和要求,选择适合的模具材料。
通常情况下,模具材料需要具有高硬度、耐磨性和耐腐蚀性。
3.模具设计:基于管材规格和材料选择,进行具体模具的设计。
模具的设计需要考虑到多个方面,包括模具结构、内部流道设计、冷却方式等。
4.加工和装配:根据设计图纸进行模具的加工和部件的装配。
加工过程需要精确控制尺寸和形状,保证模具的准确性和稳定性。
5.试产和调试:将装配好的模具与挤出设备配合使用,进行试产和调试。
通过试产,可以测试模具的性能和管材的质量,并进行必要的调整和优化。
关键要素在挤出管材模具设计过程中,有几个关键的要素需要特别注意:内部流道设计是模具设计中最重要的部分之一。
内部流道需要确保材料的均匀挤出,并且保证管材的尺寸和形状的准确性。
要注意内部流道的结构设计,避免死角和堵塞。
2. 冷却方式冷却方式对于管材的质量和生产效率有重要影响。
在模具设计中,需要合理布置冷却水路,确保模具表面的均匀冷却,避免过热和变形。
3. 模具材料选择模具材料的选择对于模具的使用寿命和管材的质量有重要影响。
通常情况下,选择具有高硬度、耐磨性和耐腐蚀性的合金钢或特殊合金材料。
模具的结构设计需要考虑到方便拆卸和维护。
合理的结构设计可以提高模具的使用寿命,并方便清洗和更换部件。
注意事项在挤出管材模具设计过程中,还需要注意以下几个事项:1. 与挤出设备的配合模具设计需要与挤出设备的配合,确保模具的稳定运行和管材的质量。
在设计过程中,需要考虑到挤出设备的尺寸和特性,避免出现不匹配的情况。
挤出发泡模具设计及制造1. 简介挤出发泡模具是一种用于生产发泡材料制品的工具。
发泡材料广泛应用于建筑、交通、家电等领域,具有轻质、绝缘、吸音等优点。
为了满足不同行业的需求,挤出发泡模具的设计和制造需要考虑材料特性、产品形状和制造工艺等因素。
本文将对挤出发泡模具的设计和制造进行详细介绍,包括模具设计原则、模具制造工艺和常见问题及解决方法等方面。
2. 模具设计原则2.1 材料选择挤出发泡模具通常使用耐磨性好、导热性能低的材料,以提高模具的使用寿命和保证产品质量。
常见的材料包括硬质合金、工程塑料等。
2.2 结构设计挤出发泡模具的结构设计应考虑产品形状和生产工艺的要求,以确保产品的准确性和一致性。
模具设计应包括模具座、模具芯、模具凸台等部分,以满足产品的复杂形状和精度要求。
2.3 流道设计挤出发泡模具的流道设计直接影响产品的质量和产量。
流道设计应考虑材料的流动性和冷却效果,以避免产品出现热缩、气泡等问题。
合理的流道设计可以提高产品的一致性和表面质量。
2.4 降解设计挤出发泡模具的降解设计是为了方便模具的拆卸和更换。
降解设计应考虑模具的结构和制造工艺,以提高模具的使用效率和降低维护成本。
3. 模具制造工艺3.1 模具加工挤出发泡模具的制造通常包括数控加工、电火花加工、线切割等工艺。
模具加工需要根据设计图纸进行,确保模具的尺寸和精度要求。
3.2 表面处理挤出发泡模具的表面处理可以提高模具的耐磨性和防腐性。
常见的表面处理方法包括镀铬、喷涂、电镀等。
3.3 装配调试挤出发泡模具的装配调试是确保模具正常运行的重要环节。
装配调试包括模具部件的安装、调整和测试等步骤,以保证模具的稳定性和性能。
4. 常见问题及解决方法4.1 模具磨损模具在使用过程中会出现磨损,影响产品的质量和产量。
解决模具磨损问题的方法包括定期维护、更换磨损部件等。
4.2 模具温度过高模具温度过高会导致产品收缩不均匀、表面粗糙等问题。
解决模具温度过高问题的方法包括增加冷却系统、调整挤出温度等。
挤出型热塑性弹性体的设计包括几何参数的设计(比如壁厚、筋、半径、中空和铰链),同时要考虑它们对产品加工及其性能会产生什么影响。
以下罗列了挤出设计的一般准则。
壁厚均匀的或者近乎均匀的截面厚度将更具备易加工性,降低成本,更好的误差控制,更好的表面光洁度和更复杂的形状。
最小壁厚为0.5毫米(0.02”),而最大壁厚为9.5毫米(0.375”)。
更薄的壁厚是可能的,但需要用到santoprene8000热塑性弹性体系列。
壁厚的变化要光顺平稳,并应尽可能小,因为这将有助于冲压模均衡。
筋在壁厚变化过程中,如果厚度变化太剧烈太大,在平衡流场过程中可能会出现问题。
筋的厚度应该是标称壁厚的50%,半径应该以此为基础设计。
半径急剧变化的地方要用圆角代替过渡。
挤出部件最小的半径是0.20mm(0.007”)。
中空在横截面里可能会有中空截面。
挤压模具可能刚开始便具有中空截面的形状,在冷却的时候可以在中空截面内使用压缩空气以保持形状,另一种方法是在挤出机的外部使用真空来帮助中空截面保持形状。
更多的中空截面使得模具的设计变得更复杂,其轮廓形状的保持也变得更加困难。
除非是设计要求,中空截面应该尽量减少甚至全部避免。
在挤出的过程中往内吹风是冷却部件内壁的一种手段。
这就需要沿着切割线或冲孔方向有空气可以流通。
发泡挤出热塑性弹性体tpv可以通过化学和机械方法来起泡。
对化学起泡,可以使用诸如重盐酸盐之类的发泡剂。
可以达到的泡沫密度比重为0.97(典型的未起泡tpv)到0.70。
更低的密度受专利影响。
发泡剂在180℃到190℃下会退化,因为大部分tpv的基础是在195到215℃条件下进行的。
对于机械方法,水是作用介质。
这里,名为“水起泡”的技术,是一项专利技术。
需要用专门的设备来获得一致的泡沫结构和密度。
密度由0.97减少到0.20。
在这个范围内的密度可以通过控制加工工艺来获得。
密度的减小会影响机械特性,所以这被归为应用中的外形设计。
塑料挤出模具设计原理在塑料加工行业中,塑料挤出是一种常见且重要的加工工艺,而塑料挤出模具的设计则是决定塑料制品成型质量的关键因素之一。
塑料挤出模具设计原理涉及到多方面的知识和技术,了解这些原理对于设计高质量的塑料挤出模具至关重要。
首先,在进行塑料挤出模具设计时,需要考虑到塑料的流变特性。
塑料在经过高温加工后会变得柔软并具有可塑性,因此在设计模具时需要考虑塑料的流动方向、流速以及受力情况。
通过合理设计模具的流道和出口形状,可以有效控制塑料的流动,确保塑料制品在成型过程中不出现缺陷。
其次,挤出模具的温度控制也是非常重要的一环。
塑料挤出过程需要在一定的温度范围内进行,过高或者过低的温度都会对塑料的成型造成影响。
因此,设计挤出模具时需要考虑到加热系统和冷却系统的配备,确保塑料能够在适宜的温度下进行挤出,从而得到优质的成型制品。
此外,挤出模具的结构设计也需要充分考虑到成型制品的形状和尺寸。
不同形状和尺寸的塑料制品需要设计不同的模具结构,包括挤出口的形状、模具的截面设计等。
通过合理设计模具的结构,可以确保塑料挤出成型后的制品具有良好的外观和尺寸精度,满足客户的需求。
最后,在进行塑料挤出模具设计时,需要考虑到材料的选择和加工工艺。
挤出模具通常使用耐磨耐腐蚀的材料制成,以确保模具具有较长的使用寿命。
同时,挤出模具的加工精度也需要很高,通常采用数控加工等先进技术进行加工,以确保模具的质量和精度符合要求。
综上所述,塑料挤出模具设计原理涉及到塑料流变特性、温度控制、结构设计、材料选择和加工工艺等多方面的因素。
只有充分了解和掌握这些原理,才能设计出高质量、高效率的塑料挤出模具,为塑料制品的生产提供可靠的支持。
1。
挤出模具设计要点欧洲特别是德国是塑料门窗异型材的发祥地,塑料挤出技术和理论也比较发达,许多挤出模的设计思想都源于此。
文献[1]提出了著名的横向流动最小化(Cross Flows Minimized)原则。
认为熔体流过一系列的截面,把截面再分为不同的小段,通过调整截面形状尺寸,使截面上各个区域上的质量流率成比例,其比例大小为该截面区域占截面总面积之比。
该思想比较经典,与挤出模机颈段建模方法中的面积测绘法有异曲同工之妙。
文献[2]进一步发展了这种思想,总结了调节流动平衡的方法和数值分析的三种途径,讨论了横截面计算和单独流动对挤出流动的影响。
波兰Sarsaw 理工大学的K.Wilczynski在《A computer model for a polymer single-screw extrusion》中提出了一个针对单螺杆挤出成型过程的计算机模型SSEM。
SSEM能模拟挤出成型的全过程,可根据给定的工艺参数预测流动特性。
在实验中对其设计及模拟的正确性进行了检验,试验对比显示模拟结果与实测数据相差4%~10%,其设计具有较高的可信度。
英国Dundee大学的G S H Chan和K K B Hon在《Integration of computing techniques for plastics extrusion die design》中介绍了他们应用DUCT软件根据给定的模头进口截面与模头出口截面尺寸自动生成流线型挤出流道。
为使DUCT软件设计简单,文献中作了两个假设,即模头进口截面形状恒为圆形和模头出口截面尺寸等于异型材产品截面尺寸,即不考虑离模膨胀问题。
文中总结了以前两种生成流道的常规算法,对其作了巧妙的修改与组合,思路非常新颖。
Queen's University of Belfast的Sun Da-Wen和华南理工大学的彭玉成指出,目前异型材挤出制品应用很广,但其模具设计很复杂,现有的文献介绍实际设计经验的很少,因而他们在《Practical method to design hollow profile dies》中提出了一种简单的设计异型材挤出流道轮廓的方法,其依据条件是熔体在挤出模模头出口流速一致,该方法利用过渡线理论(transitional line method)与变流道厚度法理论(variable channel thickness method)对组成整个挤出流道的每一块模块型腔轮廓进行计算,并且在设计中考虑了各模块组合成整体型腔的平衡问题。