电子物料基础知识培训
- 格式:ppt
- 大小:15.10 MB
- 文档页数:40
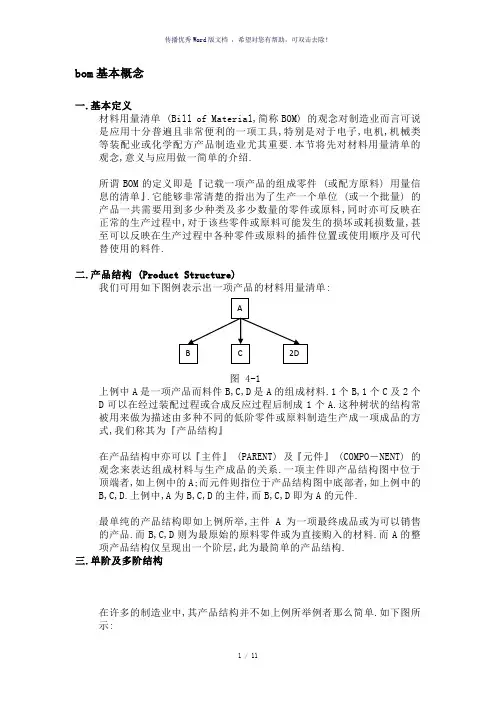
bom基本概念一.基本定义材料用量清单 (Bill of Material,简称BOM) 的观念对制造业而言可说是应用十分普遍且非常便利的一项工具,特别是对于电子,电机,机械类等装配业或化学配方产品制造业尤其重要.本节将先对材料用量清单的观念,意义与应用做一简单的介绍.所谓BOM的定义即是『记载一项产品的组成零件 (或配方原料) 用量信息的清单』.它能够非常清楚的指出为了生产一个单位 (或一个批量) 的产品一共需要用到多少种类及多少数量的零件或原料,同时亦可反映在正常的生产过程中,对于该些零件或原料可能发生的损坏或耗损数量,甚至可以反映在生产过程中各种零件或原料的插件位置或使用顺序及可代替使用的料件.二.产品结构 (Product Structure)我们可用如下图例表示出一项产品的材料用量清单:图 4-1上例中A是一项产品而料件B,C,D是A的组成材料.1个B,1个C及2个D可以在经过装配过程或合成反应过程后制成1个A.这种树状的结构常被用来做为描述由多种不同的低阶零件或原料制造生产成一项成品的方式,我们称其为『产品结构』在产品结构中亦可以『主件』 (PARENT) 及『元件』 (COMPO-NENT) 的观念来表达组成材料与生产成品的关系.一项主件即产品结构图中位于顶端者,如上例中的A;而元件则指位于产品结构图中底部者,如上例中的B,C,D.上例中,A为B,C,D的主件,而B,C,D即为A的元件.最单纯的产品结构即如上例所举,主件A为一项最终成品或为可以销售的产品.而B,C,D则为最原始的原料零件或为直接购入的材料.而A的整项产品结构仅呈现出一个阶层,此为最简单的产品结构.三.单阶及多阶结构在许多的制造业中,其产品结构并不如上例所举例者那么简单.如下图所示:图 4-2上例中A是一项最终产品,由料件B,C,D所组成.故A是B,C,D的主件,而B,C,D则为A的元件.但D本身并非最原始材料,而是由材料E及F所组成的半成品.故D为E,F的主件,而E,F则为D的元件.其中D扮演了两个角色,即:(1).D为A的元件(2).D为E,F的主件因此如果要生产出A,必须先用E及F生产出D.但上图中对于产品A的组成结构仅描述出其次一低阶组成料件,此种方式我们可称之为『单阶结构』的BOM.如果我们将两个『单阶结构』BOM 衔接在一起即可表达出产品A 的『多阶结构』BOM.如下图所示:通常组成料件众多或制造程序复杂的产品,往往其组成结构会由许多的『单阶结构』所构成而成为多阶层次的复杂树状图.如下图例:图 4-3四.单阶BOM 展开一项主件 (可能是最终产品亦可能仅为半成品) 的单阶BOM 乃表达组成一个单位 (或一个批量) 的主件需要用到多少数量的次阶组成元件.故如果要生产某一数量的该主件就必须要由其BOM 加以计算才能得到对各组成元件的需要数.如图4-1为例,如果需要生产100个A,则对B,C,D 的需求量可计算如下:五.多阶BOM 展开如果我们对于产品A 的组成结构不仅希望了解其次一阶的组成用量,对于更低阶次的组成料件的用量亦需要有整体的了解就必须经过多次的展开计算了.以图4-2为例,如果需生产100个A,则对各料件的需求量可计算如下:六.尾阶BOM展开虽然『多阶BOM展开』可以完整的了解一项产品对各层次料件的需求情形.但在实际应用时却不会去直接利用它.例如现在要领用生产100个A 的料件,如果领用了200个D就不必再领用600个E及200个F;相反的,如果领用了600个 E及200个F则不必再同时领用200个D.因此在实际的运用上,仅会采用单阶BOM的展开,或者尾阶BOM的展开.所谓尾阶BOM的展开即为完全避开所有的中间半成品,而直接对最原始的材料来计算其需求.如下表所示:七.材料用途清单 (Where Used)由材料用量清单 (BOM) 可以了解主件 (成品或半成品) 对其次阶或更低阶的组成料件需用数量.相反的,如果想要了解一项料件到底可以用来组成那些主件;或者说,一项料件到底会被那些主件的制造所需要使用,就必须利用『材料用途清单』作为工具了.材料用途清单的表达亦可利用『单阶』,『多阶』及『尾阶』三种不同的方式.所谓『单阶材料用途清单』乃是对每一料件仅列出其上一阶主件,亦即仅列出直接会使用到该料件的主件.以图4-2 中所示者举例,各料件在其上一阶直接主件中的使用情形如下表所示.其中,单位用量乃指生产一个单位的主件对元件的需用数量.所谓『多阶材料用途清单』乃是对每一料件不仅列出其上一阶直接主件而且亦将其更高阶的间接主件也予列出.以图4-2 中所示者举例,各料件的各种直接,间接主件如下表所示:所谓『尾阶材料用途清单』乃是对每一料件仅列出其最终主件 (通常即为可销售的产品) 而对于中间半成品的主件则不予列出.以图4-2中所示者举例,各料件的最终主件如下表所示:MRP基本概念一、基本定义对制造业而言,最令人困扰的两个问题便是生产排程计划及料件的供应问题.其中对于料件的供应问题,如果补充太多或太快将造成闲置积压的现象.如果补充太少或太慢则又将发生停工待料影响生产或出货的进度.因此如何去准确的计算出在什么时间需要多少数量的某种料件才能满足生产的需要又不造成闲置的现象,一直是不分古今中外,各行各业的制造业者努力追求,希望克服的技术.我们甚至可以说,在今天这种竞争激烈的商业环境下,谁能够有效的解决料件的供应问题,谁就掌握了致胜的条件.『物料需求计划-MRP』的目的即在提供一套有效可靠的方法,来协助制造业编制其各阶产品的生产计划与材料的采购计划.并对采购计划进行模拟分析,以评估其可行性.因此,其所能发挥的效益将十分可观,对制造业者的帮助应该是非常具体而肯定的.二、计划依据物料需求计划的来源依据,销售预测与客户订单为基础自动生成各阶产品的生产计划,再依据生产计划及工单为基础自动生成料件的采购计划三、模拟计划可针对需要补充的料件于计划展算存货不足时,自动取用其取替代料并做出取替代的计划,有效提升存货周转率与减少存货成本.计算时提供交期调整的建议与报表,可建议在需求日期一定范围内的工单或采购单能够建议提早完成,避免之前已发出的单据因无法满足此次需求而再采购一次的窘境,进而降低成为呆滞料的可能.可运行多个版本便于模拟供需变更后的对比,也可以多人同时运行,且同时其他系统仍可正常运作.四、九大量1.预计生产量=未结工单的未完工量 (已发放的工单预计生产量-已生产量).2.预计请购量=未转成采购单的请购数量.3.预计进货量=未结采购单的预计进货量 (已审核的采购预交量-已交-借入未进货数量).4.计划生产量=生产计划档内的计划生产量 (未发放审核的工单生产).5.计划采购量=采购计划档内的计划采购量 (未发放审核的采购订单)..6.预计销货量=未结订单的预计订单量 (已审核的订单预计出货量-已出货量-借出未销数量).7.预计领料量=未结工单的预计领料量 (已发放工单的预计领用量-已领用量).8.计划销售量=订单系统的销售预测量 (应有纳入生产计划及应扣除已受订量).9.计划领料量=相关需求档内的材料需求量 (未发放审核的工单领料). LRP基本概念一、基本定义批次需求计划管理(Lot Requirements Planning 简称 LRP)是材料需求计划(MRP Materials Requirements Planning) 的一种弹性且实务的子系统,其系统虽未能含括MRP子系统的全部,但其观念是以对比弹性且运行上较可行的批 (订单批或工单批或计划批) 来实时运行生产及材料需求计划.对于中小型以下的企业无法确实掌控营业预测 (Sales Forecast) 的状况,提供另外一种物料需求的计算方法,以达确实掌控材料的库存及生产的进度.二、计划依据批次需求计划的来源依据,分为按订单的批、按工单的批、按运行计划的批供选择.三、计划批号运行批次需求计划所汇集的批次号码,并可按此计划批次进行汇总及跟催.四、相关需求需求的来源为工单所生成的用料,亦为九大量中的计划领料量.于生产计划量内的主件的单身材料用量,其用量需求日期为生产计划量开工日的前一工作日.此相关需求是计算机运算时对于下一阶的需求依据,可展出生产计划或采购计划量.相关需求计划变更时其下阶的计划量无法随即调整,所以可以先行发放或锁定已能确定的计划量,其它可以重新计算.五、九大量计划销售量=订单系统的销售预测量(应有纳入生产计划及应扣除已受订量).计划生产量=生产计划档内的计划生产量(未发放审核的工单生产量).计划采购量=采购计划档内的计划采购量(未发放审核的采购订单量).计划领料量=相关需求档内的材料需求量(未发放审核的工单领料量).预计销货量=未结订单的预计订单量(已审核的订单预计出货量-已出货量-借出未销数量).预计生产量=未结工单的未完工量(已发放的工单预计生产量-已生产量).预计请购量=未更新为采购单的请购量(已审核但未更新采购的请购单的请购量).预计采购量=未结采购单的预计进货量(已审核的采购预交量-已交量-借入未进货数量).预计领料量=未结工单的预计领料量(已发放工单的预计领用量-已领用量).六、库存数量此为需求日当日的预计库存数量 (当日可用库存数+计划生产量+预计生产量+计划.采购量+预计采购量+预计请购量-计划销售量-预计销货量-计划领用量-预计领用量).MPS基本概念一、基本定义对制造业而言,最令人困扰的两个问题便是生产排程计划及料件的供应问题.其中对于生产排程的问题,通常因为多种产能上的限制而导致生产排程计算上的困难,如过再依赖人员以人工的经验法则或临时派工,常常导致工作分派紊乱,采购或生产现场无法事前准备等问题生成.想要以有限的产能及最低的库存水平来满足客户订单,就必须运行适时而有效的多厂生产排程,模拟及工令的发放程序, 提供广泛的计划性模拟功能,从销售预测,实际接单,产能计划,主生产排程,发放生产计划皆能有效且迅速协助制造业编制产品的生产计划,并对生产计划进行模拟分析,以评估其可行性,大幅提升生产的有效性,增加至成品的周转率与产能的稼动率.二、系统特色1.按不同生产类型可定义排程优先顺序的设置,透过不同的优先顺序,进而模拟找出最佳排程方法.2.可以针对订单与销售计划排定须要生产的项目,并可以追朔原订单,并且对比是否满足订单的交期.3.可以自动按照瓶颈资源自动生成每日瓶颈资源产能信息.4.可针对每日的瓶颈资源产能事前排定产能计划,便于满足客户交期的需求.5.排程信息可按用户的需求自行调整生产优先顺序,生产数量与预定生产的日期,以满足特别的需求.6.调整后的排程计划可再与产能计划对比,并建议排定加班或外包计划.7.可提供排程反复运算,以便于产能计划修正后的调整.8.排程前自动计算每张订单所需要的净需求数量,便于安排生产数量,大幅减少制成品存货.9.依据产品对于产能的负荷,自动按照每日瓶颈资源产能排定生产时程(有限产能).10.确定的排程计划可自动发放成工单.三、排程依据生产排程的来源依据,销售预测与客户订单为基础自动生成各阶产品的生产计划.四、MPS实施时应注意事项:1.应先收集所有瓶颈资源的信息,及该瓶颈资源会被那些品号所使用,及其各会占用多少的固定耗用,变动耗用,耗用批量.2.需批次生成其每日资源产能,才来做后续的作业较佳,若无录入各品号的瓶颈资源时,则MPS无法运行出结果.五、生产数量计算传播优秀Word版文档,希望对您有帮助,可双击去除!生产数量计算时,若参数设置中,需求计算方式可选毛需求或净需求,若选净需求则库存数量会计算九大量的状况,纯接单时因零库存固为毛需求.1.预计生产量=未结工单的未完工量 (已发放的工单预计生产量-已生产量).2.预计请购量=未转成采购单的请购数量.3.预计进货量=未结采购单的预计进货量 (已审核的采购预交量-已交).4.计划生产量=生产计划档内的计划生产量 (未发放审核的工单生产).5.计划采购量=采购计划档内的计划采购量 (未发放审核的采购订单)..6.预计销货量=未结订单的预计订单量 (已审核的订单预计出货量-已出货量).7.预计领料量=未结工单的预计领料量 (已发放工单的预计领用量-已领用量).8.计划销售量=订单系统的销售预测量 (应有纳入生产计划及应扣除已受订量).9.计划领料量=相关需求档内的材料需求量 (未发放审核的工单领料).-----精心整理,希望对您有所帮助!。

电子物料仓库基础知识
在现代工业生产中,电子物料仓库扮演着重要角色,它是生产过程中存储、管理和分配关键电子元器件和零部件的关键环节。
本文将介绍电子物料仓库的基础知识,从仓库类型、管理系统到优化方法进行详细讨论。
仓库类型
电子物料仓库通常可以分为原材料仓、半成品仓和成品仓。
原材料仓用于存放生产所需的各种电子元器件和零部件,半成品仓则是存放部分组装好的产品,成品仓则是存放已经完成组装的最终产品。
仓库的类型根据生产的需求和规模来确定,通常会根据生产线的布局和工艺要求来设置。
管理系统
电子物料仓库的管理系统起着至关重要的作用,它能够实现对物料的追踪、管理和控制。
现代的电子物料仓库管理系统通常采用条码、RFID等技术来实现物料的自动识别和管理。
通过系统的集成,可以实时监控仓库的库存情况、物料位置和流动情况,提高了仓库的运作效率和准确性。
优化方法
为了提高电子物料仓库的管理效率和降低成本,可以采取一系列优化方法。
首先是优化物料的存储布局,将常用物料和零部件放置在易取得的位置,减少取料时间。
其次是优化出入库流程,采用自动化设备和系统,减少人工操作,提高效率。
同时,可以利用数据分析和预测技术,对库存进行合理规划,避免库存积压和缺货情况。
结语
电子物料仓库是现代工业生产中不可或缺的一部分,通过合理设计和管理,可以提高生产效率和降低成本。
在未来,随着物联网技术和智能制造的发展,电子物料仓库管理将会迎来更大的发展空间,为生产提供更加智能化和高效的支持。
以上是关于电子物料仓库基础知识的介绍,希望对读者有所帮助。
电子物料仓库基础知识培训内容
一、仓库管理的基本概念
•仓库管理的概念:仓库管理是指对仓库内物料、库位、库存等进行
有效的管理和控制,以确保物料的安全存储、高效运转和准确记录。
•仓库管理的目的:通过科学的管理手段和方法,提高物料存储和流
通效率,降低物料损耗,提高工作效率和服务质量。
二、电子物料仓库的管理流程
1.物料入库管理
–接收物料:接收来自供应商的物料,检查物料是否完好,核对物料清单,录入系统。
–存储物料:将物料分类、分区,安排妥善存放并定期检查保持物料质量。
–入库单据处理:根据入库单据信息对物料信息进行登记、存档等操作。
2.物料出库管理
–领料申请:根据生产计划和需求,进行领料申请。
–领料操作:按照领料单要求,准确、及时地发放物料。
–备料管理:根据生产要求提前备料,确保生产过程的顺利进行。
3.库存盘点管理
–周期盘点:定期对仓库内物料进行盘点,核对实际库存与系统记录是否一致。
–异常处理:如发现库存异常,及时分析原因并采取相应措施。
三、质量管理要点
1.控制原则
–质量控制:通过产品质量检验和合格率统计,控制物料质量。
–质量管理:设立质量检验点,随时监控物料状况。
2.监控手段
–温湿度控制:定期检查存储环境,确保符合物料要求的存储条件。
–防火安全:严格遵守消防安全管理规定,保障仓库安全。
四、汇总
通过以上培训内容,希望能够使学员了解电子物料仓库管理的相关知识和流程,掌握合理管理仓库,保证物料的安全存储和供应,提高工作效率、降低成本,促进企业的可持续发展。
电子元件基础电阻,用符号R表示。
其最基本的作用就是阻碍电流的流动。
衡量电阻器的两个最基本的参数是阻值和功率。
阻值用来表示电阻器对电流阻碍作用的大小,用欧姆表示。
除基本单位外,还有千欧和兆欧。
功率用来表示电阻器所能承受的最大电流,用瓦特表示,有1/16W,1/8W,1/4W,1/2W,1W,2W等多种,超过这一最大值,电阻器就会烧坏。
根据电阻器的制作材料不同,有水泥电阻(制作成本低,功率大,热噪声大,阻值不够精确,工作不稳定),碳膜电阻,金属膜电阻(体积小,工作稳定,噪声小,精度高)以及金属氧化膜电阻等等。
根据其阻值是否可变可分为微调电阻,可调电阻,电位器等。
可调电阻(电位器)电路符号如下:电阻在标记它的值的方法是用色环标记法。
它的识别方法如下:电容,用符号C表示。
电容有存储电荷的作用,由于它的这个特性,决定了它有通交流阻直流,通高频阻低频的作用。
因此常用作隔直,滤波,耦合。
电容器的两个最基本的指标是容量和击穿电压。
容量显示电容器的储存能力,有法拉(F)和微法(十的负六次方法拉)、皮法(十的负十二次方法拉)等计量单位。
由于电容简单来说就是两个相互绝缘的导体,所以当电压升高到一定程度时,会击穿这层绝缘。
这个极限电压就是电容器的耐压值。
电容器按有无极性可分为有极性电容和无极性电容两种,在一般情况下,有极性电容的正负极不可接反。
按制作材料分,电容器有铝电解电容(成本低,容量大,耐热性差,稳定性差)、钽电解电容(成本高,精度高,体积小,漏电小)、磁片电容、聚炳稀电容、纸质电容以及金属膜电容等多种。
按容量是否可变分为固定电容和可调电容。
无极性电容和有极性电容以及可调电容电路符号分别如下:电感器,通俗的说就是线圈。
它的基本的性质是通直流,阻交流,与电容器的性质恰恰相反。
衡量电感器的最基本指标是电感量。
以亨利(H)为单位,还有毫亨,微亨等。
电感器可分为磁芯电感(电感量大,常用在滤波电路)和空心电感(电感量小,常用于高频电路)两种。
面试电子物料知识电子物料是指在电子产品的制造过程中所使用的各类材料和零部件。
对于从事电子行业的从业者来说,掌握电子物料知识是非常重要的。
在面试过程中,面试官可能会考察你对电子物料的了解程度。
本文将介绍一些常见的电子物料知识,帮助你在面试中更好地回答相关问题。
1. 电子元器件电子元器件是构成电子产品的基本单位,可以分为被动元器件和主动元器件两大类。
1.1 被动元器件被动元器件是指在电子电路中不具有放大、开关等功能的元器件。
常见的被动元器件有:•电阻(Resistor):用于控制电流和电压的大小。
•电容(Capacitor):用于储存和释放电荷。
•电感(Inductor):用于储存和释放能量。
•电位器(Potentiometer):用于调节电阻值。
1.2 主动元器件主动元器件是指在电子电路中具有放大、开关等功能的元器件。
常见的主动元器件有:•晶体管(Transistor):可用作开关或放大器。
•集成电路(Integrated Circuit):将多个电子元器件集成在一起的芯片。
•二极管(Diode):用于电流的整流、开关和调制。
2. 电子材料电子材料是指用于制造电子产品的各类材料。
常见的电子材料有:2.1 半导体材料半导体材料是电子行业中最重要的材料之一,常用于制造集成电路和光电器件。
常见的半导体材料有:•硅(Silicon):最常用的半导体材料,广泛应用于电子行业。
•砷化镓(Gallium Arsenide):用于制造高频电子器件和激光器。
•砷化镓磷(Gallium Arsenide Phosphide):用于制造LED和光电二极管。
2.2 金属材料金属材料在电子制造过程中常用于导电和散热。
常见的金属材料有:•铜(Copper):优良的导电性和散热性,广泛应用于电子器件的导线和散热器。
•铝(Aluminum):轻巧且导热性能良好,常用于制作散热器。
2.3 绝缘体材料绝缘体材料常用于电子产品的绝缘和封装。