中厚钢板探伤缺陷的研究
- 格式:ppt
- 大小:570.50 KB
- 文档页数:35
英国标准厚度≥6mm钢板的超声波探伤(反射法)欧洲标准EN 10160:1999具有同等英国标准的效力。
ICS 77.140.50除版权法许可之外,若无英国标准学会(BSI)的许可,不得对该文件进行复制。
BS EN 10160:1999 BSiBS EN 10160:1999国家标准序言本英国标准是EN 10160:199的英文版本。
它将替代撤消的BS 5996:1993。
参与标准制定的英国方面由技术委员会ISE/73(承压钢方面)所委托,并委托给了下属委员会ISE/73/2(承压钢板和条钢),其负有的责任如下:—帮助询问者理解其中的文本内容。
—给负责的欧洲委员会提供任何询问的解释、或变更的提案,并使英国方面对重要性的消息保持灵通。
—监察国际和欧洲相关方面的发展动态,然后在英国将这些动态发布传播出去。
代表该下属委员会组织机构的列表可从其秘书哪里请求函索获得。
交叉引用参考这一文件的国际或欧洲出版发行的英国标准可以借助于“国际标准相应索引”一节在英国标准学会(BSI)标准的目录中找到,或通过使用英国标准学会(BSI)标准的电子目录的“查找”工具来进行查找。
一个英国标准并不意味着就包括了所有必须的合同规定。
英国标准的用户要对其正确的应用负责。
符合英国标准的规定这件事情本身并不意味着可以免除应负的法律责任义务。
本英国标准依照工程部委员会的指导方针进行制定,并经标准委员会相关管理机构的批准而进行出版,于1999年11月15日开始生效实施。
©BSI 1998ISBN 0 580 32370 6 页码结构本文件由一页封面、一页封二、EN的扉页、第2至第14页正文和一页封三及一页封底构成。
出版后所进行的修改修改号日期涉及的内容欧洲标准 EN 101601999年7月ICS 77.040.20; 77.140.50英文版厚度≥6mm钢板的超声波探伤(反射法)本欧洲标准于1999年3月3日由欧洲标准化委员会(CEN)予以批准。
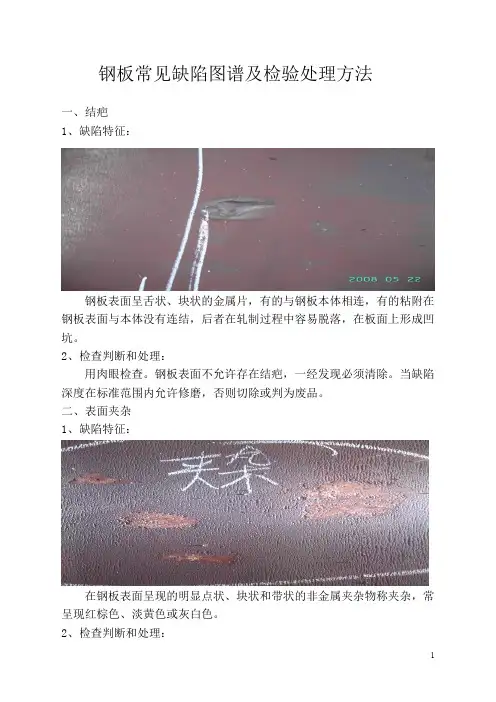
钢板常见缺陷图谱及检验处理方法一、结疤1、缺陷特征:钢板表面呈舌状、块状的金属片,有的与钢板本体相连,有的粘附在钢板表面与本体没有连结,后者在轧制过程中容易脱落,在板面上形成凹坑。
2、检查判断和处理:用肉眼检查。
钢板表面不允许存在结疤,一经发现必须清除。
当缺陷深度在标准范围内允许修磨,否则切除或判为废品。
二、表面夹杂1、缺陷特征:在钢板表面呈现的明显点状、块状和带状的非金属夹杂物称夹杂,常呈现红棕色、淡黄色或灰白色。
2、检查判断和处理:用肉眼检查。
夹杂缺陷不允许存在,其清理深度不得超过标准规定,否则切除。
三、分层1、缺陷特征:钢板断面上呈现的明显金属分离现象称分层,缺陷处可见未焊合的缝隙,有时缝隙内还有肉眼可见的夹杂物。
2、检查判断和处理:用肉眼检查。
标准规定分层是不允许存在的缺陷,钢板分层部分必须切除。
四、爪裂1、缺陷特征:钢板表面呈现的深浅不等,类似于鸡爪形状的裂纹称为爪裂。
2、 检查判断和处理:用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
五、纵裂1、缺陷特征:钢板表面沿轧制方向具有一定深度和长度的裂纹称为纵裂。
2、检查判断和处理:用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
六、横向边裂1、缺陷特征:钢板边部呈现的形状不同,深浅不等,方向任意的裂纹称为横向边裂。
2、检查判断和处理:用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
七、纵向边裂1、缺陷特征:钢板表面沿轧制方向具有一定深度和长度,一条或多条长短不一的裂纹称为纵向边裂,纵向边裂与横向边裂的区别在于纵向边裂沿钢板的轧制方向,长度较长,而横向边裂方向任意,裂纹长度较短。
2、检查判断和处理:用肉眼检查。
标准规定钢板表面裂纹不允许存在,缺陷部分必须切除或用砂轮修磨清理,但清理深度一定要符合标准规定。
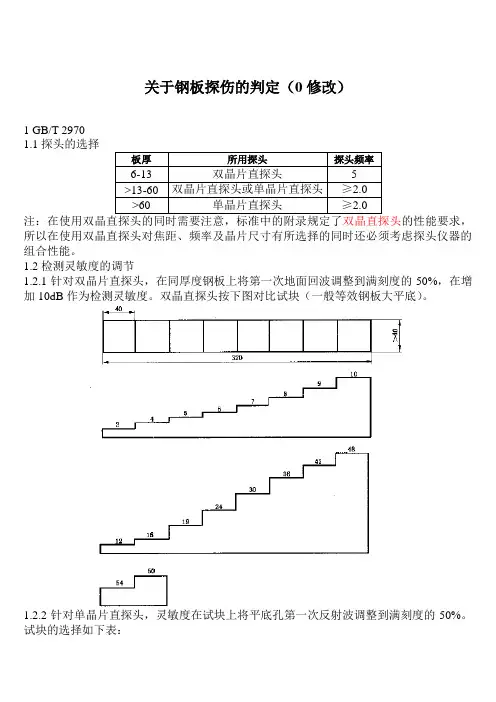
关于钢板探伤的判定(0修改)1 GB/T 29701.1探头的选择的性能要求,所以在使用双晶直探头对焦距、频率及晶片尺寸有所选择的同时还必须考虑探头仪器的组合性能。
1.2检测灵敏度的调节1.2.1针对双晶片直探头,在同厚度钢板上将第一次地面回波调整到满刻度的50%,在增加10dB作为检测灵敏度。
双晶直探头按下图对比试块(一般等效钢板大平底)。
1.2.2针对单晶片直探头,灵敏度在试块上将平底孔第一次反射波调整到满刻度的50%。
试块的选择如下表:注:这里有个耦合补偿的问题,分别在钢板和试块上将底波调至基准高度(50%或100%),增益(dB数)之间的差值就是耦合补偿,这个耦合补偿应该有加有减,因为在试块的表面锈蚀严重的情况下,它的表面光洁度有可能比钢板要差。
一般手工扫查大壁厚及表面粗糙的钢板时会将灵敏度提高6~10dB,在发现缺陷时,应该根据板面实际的粗糙度灵活调整耦合补偿。
1.3 扫查方式1)探头垂直于钢板压延方向,间距不大于100mm的平行线扫查。
在钢板周围50mm(板厚大于100mm时,取板厚的一半)及坡口预订线两侧各25mm 100%扫查。
2)使用双晶片直探头时,探头隔声层应与压延方向平行。
1.4 扫查速度检验速度应不大于200mm/s,如果带自动报警的设备则不受限制。
1.5 缺陷的测定与评定F1>50%,F1/B1>50%,B1<50%。
1.6 缺陷的长度测定方法6dB法:(发现缺陷后,移动探头,使缺陷回波达到最高,然后调节衰减器,是最高回波高度达到基准高度(50%或10%),再用衰减器增益6dB,使其升高到满屏,此时,获得最高缺陷回波的探头位置为起始点,向缺陷两边移动,直至缺陷回波回到基准线位置,此时,探头的中心即为缺陷的边界点)。
移动的长度即为缺陷的指示长度。
1.6.1 单个缺陷长度小于40mm时不作记录。
1.6.2 当多尔缺陷的相邻间距小于100mm或间距小于相邻缺陷的长度(取最大值)时,其各面积之和也作为单个缺陷指示面积。
板材探伤不合格原因的分析摘要:为解决7A04铝合金板材A级探伤不合格的问题,对7A04铝合金板材产生缺陷的原因进行分析,通过对缺陷部位的低倍、高倍组织观察及扫描电镜的能谱分析,确定出该探伤缺陷是由于其内部组织中存在夹杂物所致,并从提高熔体纯洁度、改善分配液流的玻璃纤维布质量等方面提出改进措施。
关键词:夹杂物;铸造;探伤;熔体净化;一批桥梁板材,轧制后有探伤不合格的情况,在检测时发现有裂纹和偏析,而且大多集中在板厚的中心部位,中心部位的碳、硫含量明显高于其他部位。
钢板中的碳、硫等元素的偏析往往会影响钢材的性能,如疲劳极限降低、钢板超声波探伤不合格、冲击韧性差等。
国内外研究也表明,中心偏析必然会导致钢板性能的变化。
碳、硫等元素的偏析是否对板材的探伤合格率造成了影响,为了探讨这个问题,找出造成板材探伤不合格的原因,笔者采用多种实验方法对探伤不合格样品进行了分析,包括原位成分分析、金相、扫描电镜和显微硬度分析等。
7A04铝合金因具有密度小、强度高、加工性能好等优点,主要用于生产薄板和厚板,制造客机、运输机和战斗机的机身蒙皮、上下机翼蒙皮、翼梁、中心机翼结构件和舱壁,是航空航天工业的主要结构材料之一。
1 实验取样和实验结果分析所用的金相、扫描电镜和显微硬度试样分别为板厚40 mm,板厚25 mm探伤不合格试样。
原位分析所用试样取自冷弯试样夹头部位。
显微硬度分析时采用较小的载荷(10g)以减小压痕尺寸,以利于进行微小尺寸组织的检测。
此外,为全面了解心部组织的形成,对连铸板坯进行了金相组织检测。
1.1 原位成分分析结果原位分析成分统计结果见表1。
表明碳的偏析较严重,碳的平均含量为0.057%,其最大偏析度为3.44,则偏析处碳含量最大为0.196%,远远大于钢板中的碳含量0.06%,如沿板厚方向的碳元素的分布图1(a)(Y=22.11,Y方向=轧制方向)显示了碳在最大偏析处的分布情况。
此外,有害元素硫的偏析也较严重,检查出的硫最大偏析度为1.53,其最大偏析处的元素分布如图1(b)所示。
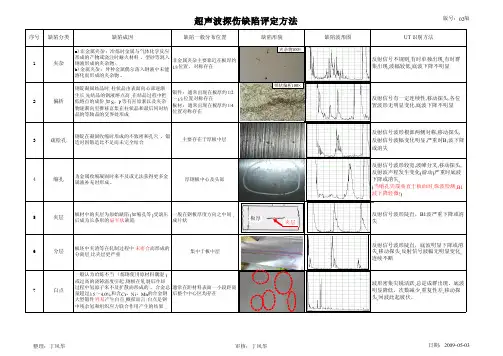
1夹杂a)非金属夹杂:冶炼时金属与气体化学反应形成的产物或浇注时耐火材料、型砂等混入钢液形成的夹杂物;b)金属夹杂:异种金属偶尔落入钢液中未能溶化而形成的夹杂物。
非金属夹杂主要靠近在板厚约1/3位置,对称存在反射信号不规则,有时单独出现,有时群集出现,波幅较低,底波下降不明显2偏析钢锭凝固结晶时,柱状晶由表面向心部逐渐生长,先结晶的钢液熔点高,在结晶过程中把低熔点的成份,如S、P等有害原素以及夹杂物逐渐向里推移富集在柱状晶和最后同时结晶的等轴晶的交界处形成锻件:通常出现在板厚约1/2~1/3位置对称存在板材:通常出现在板厚约1/4位置对称存在反射信号有一定连续性,移动探头,各位置波形无明显变化,底波下降不明显3疏松孔钢锭在凝固收缩时形成的不致密和孔穴,锻造时因锻造比不足而未完全结合主要存在于厚板中层反射信号波形根部两侧对称,移动探头,反射信号波幅变化明显,严重时B1波下降或消失4缩孔为金属收缩凝固时来不及或无法获得更多金属液补充时形成。
厚钢板中心及头部反射信号波形较宽,波峰分叉,移动探头,反射波声程发生变化(游动)严重时底波下降或消失,(当缩孔尖端垂直于板面时,纵波检测,B1波下降轻微!)5夹层板材中的夹层为原始缺陷(如缩孔等)受滚压后成为长条形的扁平状缺陷一般在钢板厚度方向之中间,成片状反射信号波形陡直,B1波严重下降或消失6分层板坯中夹渣等在轧制过程中未密合而形成的分离层,比夹层更严重集中于板中层反射信号波形陡直,底波明显下降或消失,移动探头,反射信号波幅无明显变化,连续不断7白点一般认为冶炼不当(炼钢使用原材料潮湿)或过高的浇铸温度引起,钢板在轧制后冷却过程中氢原子来不及扩散而形成的,合金总量超过3.5~4.0%和含Cr、Ni、Mn的合金钢大型锻件容易产生白点,概括而言:白点是钢中残余氢和组织应力联合作用产生的结果.通常在距材料表面一小段距离后整个中心区均存在波形密集尖锐活跃,总是成群出现,底波明显降低,次数减少,重复性差,移动探头,回波此起彼伏。
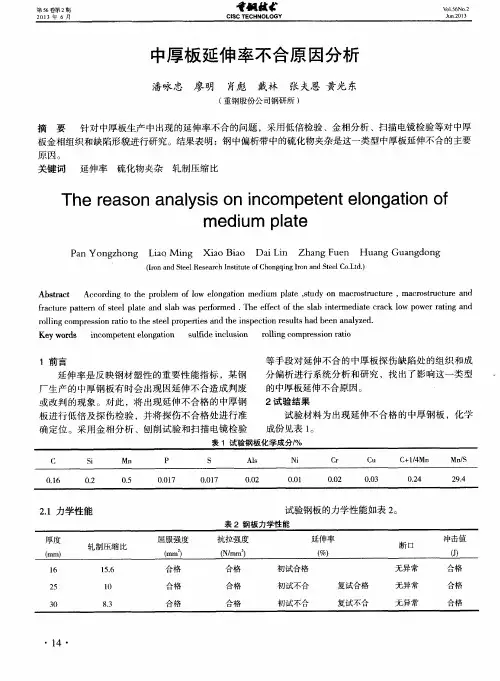
单晶直探头检测钢板采用不同国标的差异对比李 云(新疆八一钢铁股份有限公司)摘 要:八钢生产中厚板产品是根据用户需求进行超声检测,在对厚度为60~100mm 的钢板检测过程中,板材超声检测方法和质量分级采用《NB/T47013.3-2015承压设备无损检测超声检测》或《GB/T 2970-2016厚钢板超声检测方法》. 对两个标准中钢板检测灵敏度、扫查方式、缺陷判定和定量以及钢板的评级规则进行了对比分析,为产品的质量判定及分级提供了思路。
关键词:标准比较;板材质量分级;基准灵敏度;超声检测中图分类号:TG115.28 文献标识码:A 文章编号:1672—4224(2020)02—0028—04Comparison of Different National Standards for Steel PlateInspection by Single Crystal Straight ProbeLI YunAbstract: The medium and heavy plate products produced by Bayi Steel are subject to ultrasonic testing according to user requirements. In the process of testing steel plates with thickness of 60 ~ 100 mm, the ultrasonic testing method and quality classification of plates shall adopt' NB/ T 47013.3-2015 nondestructive testing of pressure equipment' or' GB / T 2970-2016 ultrasonic testing methods for thick steel plates'.The sensitivity of steel plate detection, scanning method, defect determination and quantification, as well as the grading rules of steel plate in the two standards are compared and analyzed, which provides ideas for the quality judgment and grading of products.Key words :standard; panel quality classification; basic sensitivity; ultrasonic inspection and measurement(Manufacturing Management Department,Bayi Iron & Steel Co.,Ltd.)针对中厚板产品的探伤检测一般是根据用户合同需求制定探伤工艺方案。