螺丝来料检验标准
- 格式:doc
- 大小:24.00 KB
- 文档页数:1
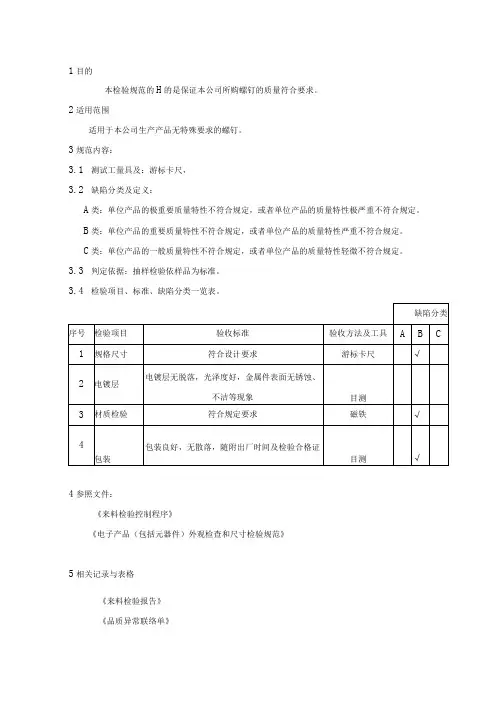
1目的
本检验规范的H的是保证本公司所购螺钉的质量符合要求。
2适用范围
适用于本公司生产产品无特殊要求的螺钉。
3规范内容:
3.1测试工量具及:游标卡尺,
3.2缺陷分类及定义:
A类:单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定。
B类:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定。
C类:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定。
3.3判定依据:抽样检验依样品为标准。
3.4检验项目、标准、缺陷分类一览表。
4参照文件:
《来料检验控制程序》
《电子产品(包括元器件)外观检查和尺寸检验规范》
5相关记录与表格
《来料检验报告》
《品质异常联络单》。
1 / 1
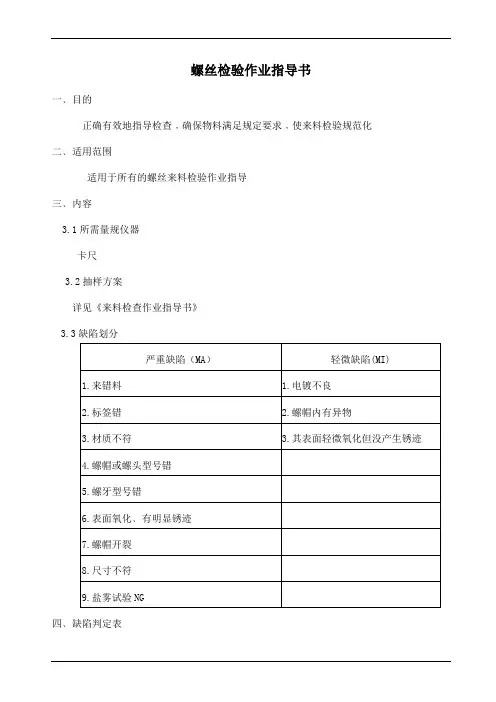
螺丝检验标准
一﹑目的与范围:
确保来料在入库前均能正确检验,适用于公司所有螺丝检验。
二﹑相关文件:
《IQC作业指导规范》﹑《常用螺丝参数及测试标准》。
三.职责:
1.品管部主管: 负责制订与优化本标准;
2.IQC:负责按照本规范执行来料检验及质量控制工作
四﹑作业步骤:
1.核对送货单与实物,需一致。
2.按GB2828-2003正常检验一次抽样方案II(CR 0 MA 1.0 MI 4.0)进行抽样。
按常用螺丝参数及测试标准检验数值。
五﹑标准:
1.规格尺寸a.头形(头厚,头宽)须符合标准要求
2.公称直径,公称长度需符合标准要求,参照标准。
3.牙距,牙规格,牙数需符合标准要求。
4.外观:a.包装统一,表面颜色统一,大小均匀,无破损,堵头,锈蚀等脏污缺陷。
b.镀层应均匀,不发黑,无氧化现象。
按采购要求。
1 / 1。
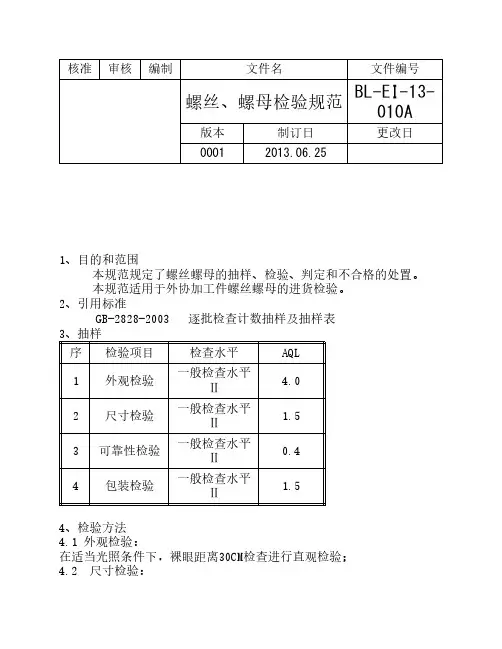
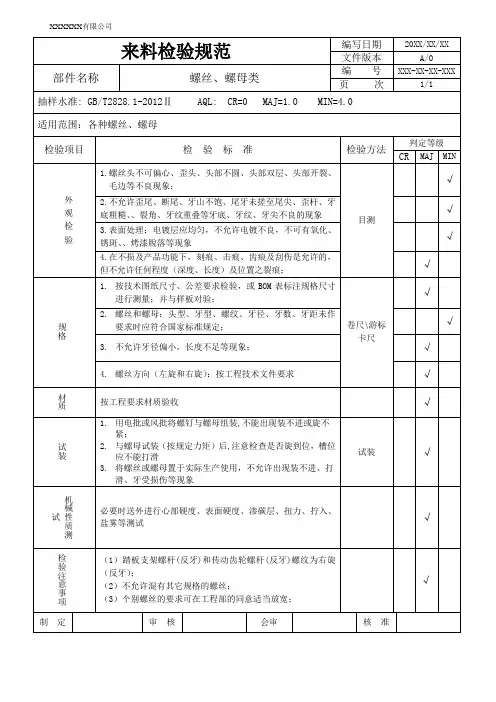
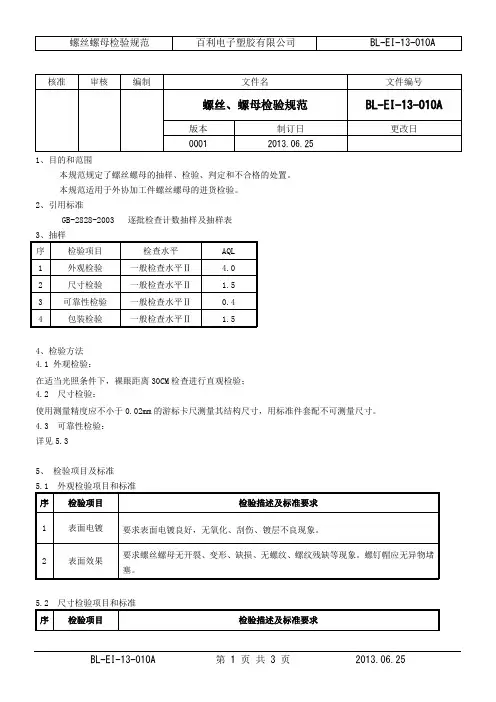
核准审核编制文件名文件编号螺丝、螺母检验规范BL-EI-13-010A版本制订日更改日00012013.06.251、目的和范围本规范规定了螺丝螺母的抽样、检验、判定和不合格的处置。
本规范适用于外协加工件螺丝螺母的进货检验。
2、引用标准GB-2828-2003 逐批检查计数抽样及抽样表3、抽样序检验项目检查水平AQL1外观检验一般检查水平Ⅱ4.02尺寸检验一般检查水平Ⅱ1.53可靠性检验一般检查水平Ⅱ0.44包装检验一般检查水平Ⅱ1.54、检验方法4.1 外观检验:在适当光照条件下,裸眼距离30CM检查进行直观检验;4.2 尺寸检验:使用测量精度应不小于0.02mm的游标卡尺测量其结构尺寸,用标准件套配不可测量尺寸。
4.3 可靠性检验:详见5.35、 检验项目及标准5.1 外观检验项目和标准序检验项目检验描述及标准要求1表面电镀要求表面电镀良好,无氧化、刮伤、镀层不良现象。
2表面效果要求螺丝螺母无开裂、变形、缺损、无螺纹、螺纹残缺等现象。
螺钉帽应无异物堵塞。
5.2 尺寸检验项目和标准序检验项目检验描述及标准要求1结构尺寸要求测量的尺寸在规格书允许的范围内或螺丝确认样品的尺寸一致。
5.3 可靠性检验项目和标准序检验项目检验描述及标准要求1装配效果螺丝:选用标准的螺丝头,使用电、风批在塑胶件螺钉孔或标准配套螺母上连续打5次,要求螺丝槽不打死,螺丝不断裂、滑丝螺母:与标准螺丝套配,不滑丝或旋入困难。
2抗氧化性能放入盐水中浸泡2小时后捞起晾干24小时后看螺丝表面是否会出现氧化、生锈等现象5.4 包装检验项目与标准5.4.1 产品内包装要求产品堆放规整,并有防潮保护。
产品外包装采用纸箱包装,应牢固,不破损,包装箱上应付有产品名称,数量,生日期等标志。
5.4.3 产品在运输中一定要避免冲击、挤压、雨淋、受潮以及化学的腐蚀。
5.4.4 每批次货要求附有送货单、出厂检验报告。
6、检验、判定6.1 从批产品中随机抽取相应的样本进行检验;6.2 抽样检验中发现的不合格品数小于或等于相应的接收数Ac,则该批产品判为合格;6.3 若抽样检验中发现的不合格数等于或大于相应的拒收数Re,则该批产品判定为不合格;7、不合格的处置7.1 通常情况下,不合格的批产品不得发放生产。
1、目的和范围
本规范规定了螺丝螺母的抽样、检验、判定和不合格的处置。
本规范适用于外协加工件螺丝螺母的进货检验。
2、引用标准
GB-2828-2003 逐批检查计数抽样及抽样表
4、检验方法 4.1 外观检验:
在适当光照条件下,裸眼距离30CM 检查进行直观检验; 4.2 尺寸检验:
使用测量精度应不小于0.02mm
的游标卡尺测量其结构尺寸,用标准件套配不可测量尺寸。
4.3 可靠性检验: 详见5.3
5、 检验项目及标准
5.4 包装检验项目与标准
5.4.1 产品内包装要求产品堆放规整,并有防潮保护。
5.4.2 产品外包装采用纸箱包装,应牢固,不破损,包装箱上应付有产品名称,数量,生日期等标志。
5.4.3 产品在运输中一定要避免冲击、挤压、雨淋、受潮以及化学的腐蚀。
5.4.4 每批次货要求附有送货单、出厂检验报告。
6、检验、判定
6.1 从批产品中随机抽取相应的样本进行检验;
6.2 抽样检验中发现的不合格品数小于或等于相应的接收数Ac,则该批产品判为合格;
6.3 若抽样检验中发现的不合格数等于或大于相应的拒收数Re,则该批产品判定为不合格;
7、不合格的处置
7.1 通常情况下,不合格的批产品不得发放生产。
仓库应及时反馈采购部门,并在规定的
时间内向供应商退换;
7.2 让步接收应经不合格品审理,必要时应征得客户同意。
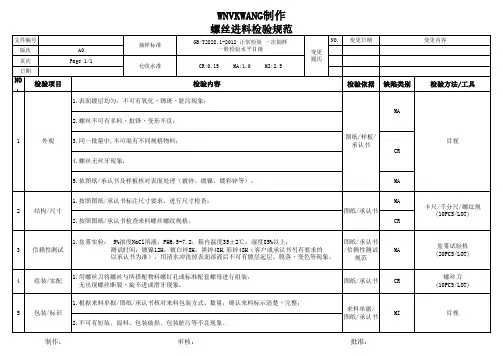
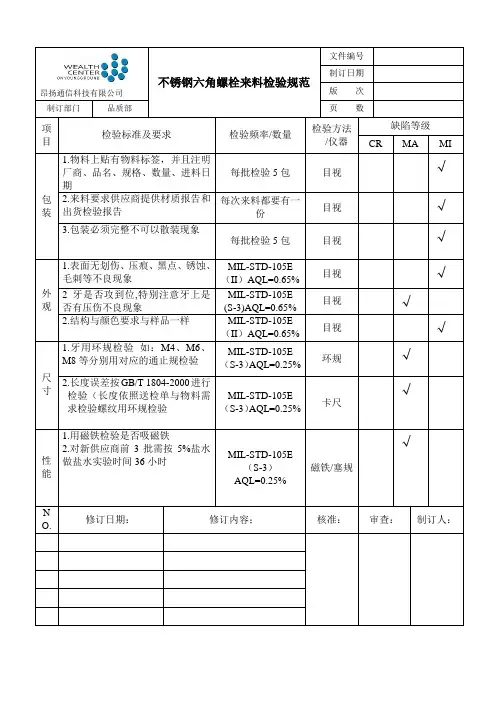
昂扬通信科技有限公司不锈钢六角螺栓来料检验规范
文件编号
制订日期
版次
制订部门品质部页数
项目检验标准及要求检验频率/数量
检验方法
/仪器
缺陷等级
CR MA MI
包装1.物料上贴有物料标签,并且注明
厂商、品名、规格、数量、进料日
期
每批检验5包目视
√
2.来料要求供应商提供材质报告和
出货检验报告
每次来料都要有一
份
目视√3.包装必须完整不可以散装现象
每批检验5包目视
√
外观1.表面无划伤、压痕、黑点、锈蚀、
毛刺等不良现象
MIL-STD-105E
(II)AQL=0.65%
目视√2牙是否攻到位,特别注意牙上是
否有压伤不良现象
MIL-STD-105E
(S-3)AQL=0.65%
目视√
2.结构与颜色要求与样品一样MIL-STD-105E
(II)AQL=0.65%
目视√
尺寸1.牙用环规检验如:M4、M6、
M8等分别用对应的通止规检验
MIL-STD-105E
(S-3)AQL=0.25%
环规
√
2.长度误差按GB/T 1804-2000进行
检验(长度依照送检单与物料需
求检验螺纹用环规检验
MIL-STD-105E
(S-3)AQL=0.25%
卡尺
√
性能1.用磁铁检验是否吸磁铁
2.对新供应商前3批需按5%盐水
做盐水实验时间36小时
MIL-STD-105E
(S-3)
AQL=0.25%
磁铁/塞规
√
N
O.
修订日期:修订内容;核准:审查:制订人:。
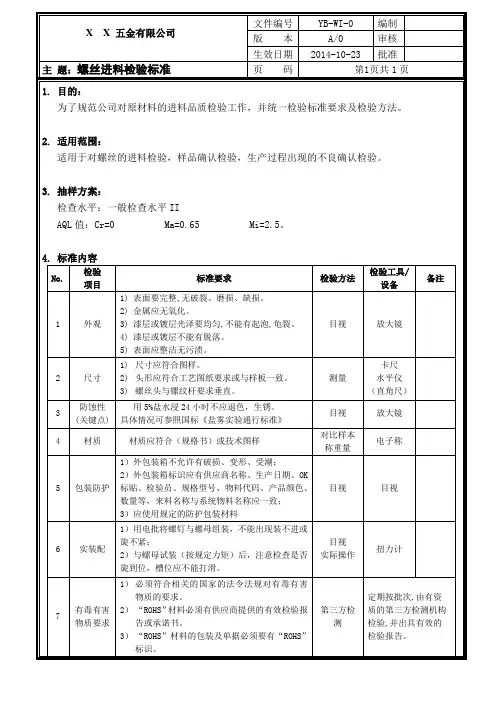
螺丝检验标准1. 目的:为了规范公司对原材料的进料品质检验工作,并统一检验标准要求及检验方法。
2. 适用范围:适用于对螺丝的进料检验,样品确认检验,生产过程出现的不良确认检验。
3. 抽样方案:检查水平:一般检查水平IIAQL值:Cr=0 Ma=0.65 Mi=2.5。
4. 标准内容No . 检验项目标准要求检验方法检验工具/设备备注1 外观1) 表面要完整,无破裂、磨损、缺损。
2) 金属应无氧化。
3) 漆层或镀层光泽要均匀,不能有起泡,龟裂。
4) 漆层或镀层不能有脱落。
5) 表面应整洁无污渍。
目视放大镜2 尺寸1)尺寸应符合图样。
2)头形应符合工艺图纸要求或与样板一致。
3)螺丝头与镙纹杆要求垂直。
测量卡尺水平仪(直角尺)3 防蚀性(关键点)用5%盐水浸24小时不应退色,生锈。
具体情况可参照国标《盐雾实验通行标准》目视放大镜4 材质材质应符合(规格书)或技术图样对比样本称重量电子称5包装防护1)外包装箱不允许有破损、变形、受潮;2)外包装箱标识应有供应商名称、生产日期、OK标贴、检验员、规格型号、物料代码、产品颜色、数量等,来料名称与系统物料名称应一致;3)应使用规定的防护包装材料目视目视6 实装配1)用电批将螺钉与螺母组装,不能出现装不进或旋不紧;2)与螺母试装(按规定力矩)后,注意检查是否旋到位,槽位应不能打滑。
目视实际操作扭力计。
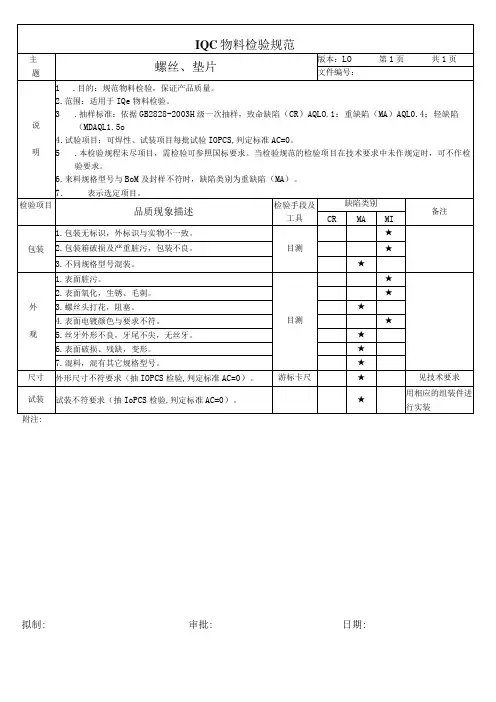
五金件镙丝来料检验标准1.目的:规定本公司关于五金件、镙丝的检验方法、检验项目、检验标准、检验仪器与允许偏差范围(或缺陷描述)、AQL控制水平和相关事宜。
2.适用范围:适用于本公司所有生产用外购品、外协供应商生产品和客户提供用于客户所需五金件、镙丝材料来料检验。
3. 定义:3.1目测:矫正视力不低于1.2且无色盲和色弱眼科疾病者,在自然光或40W白炽灯光或标准光源下,距观察物30cm处平视2秒的检测方法。
3.2 尺寸:外形尺寸不得超出结构图形规定的公差范围3.3 色差:在同一环境,同一批产品,与提供的样品有明显颜色偏差的,不可接受4.职责权限:4.1 品质部:负责对本标准的执行有效性进行监督和管控;4.2研发中心:负责对标准的制定提供技术支持;5. 内容5.1批样本抽取方法具体批样本抽取方法见公司的《进料抽样管理规范》。
5.2 五金件检验项目、检验标准5.2.1根据GB/T2828.1-2003,一般检验水平Ⅱ、正常检验一次抽样方案、AQL:A类缺陷为0,B类缺陷为0.4,C 类缺陷为1.0。
5.2.2检验项目、检验标准、缺陷描述及分类一览表5.3 镙丝检验项目、检验标准5.3.1根据GB/T2828.1-2003,一般检验水平Ⅱ、正常检验一次抽样方案、AQL:A类缺陷为0,B类缺陷为0.4,C 类缺陷为1.0。
5.3.2检验项目、检验标准、缺陷描述及分类一览表5.4特殊注明事项5.4.1供方应积极向我司采购、品质部索要相关质检标准。
对于未经我司品质部送样验证和未得到我司确认质检标准而开始正式生产造成的一切损失,供方负完全责任。
5.4.2本标准属于通用标准类,其具体条款、具体数值为一般情况适用,针对特殊产品,由品质部在产品质检标准中明确。
5.4.3对于来货时材质与我方确认签样不符而造成的一切损失,供方负完全责任。
5.4.4对于来货中出现错印、混装或与签样版面不符的情况,均完全退货。
5.4.5对于标准中出现的“φ”字母,在本标准中指点或面之直径;单位面积为背面说明文字最小汉字面积,亦称之为标准单位面积。
螺丝材料测试要求1. 测试目的本文档旨在确定螺丝材料的性能和质量,并为螺丝生产过程提供参考和指导。
2. 测试方法和步骤2.1 选取测试样本:从每批螺丝产品中,随机选取代表性样本进行测试。
2.2 材料成分测试:对螺丝材料进行成分分析,包括金属元素含量和非金属杂质检测。
2.3 强度测试:使用适当的测试设备,测试螺丝材料的抗拉强度、屈服强度和冲击强度。
2.4 硬度测试:使用硬度测试仪,对螺丝材料进行硬度测试,包括洛氏硬度和布氏硬度。
2.5 耐腐蚀性测试:将螺丝材料暴露在不同的腐蚀介质(如盐水、酸液等)中,观察其抗腐蚀性能。
3. 测试结果评估根据测试结果,对螺丝材料的性能进行评估,包括但不限于以下指标:- 成分符合标准要求- 强度达到或超过指定数值- 硬度符合标准范围- 具备一定的耐腐蚀性4. 测试记录和报告对每次测试进行详细记录,包括样本来源、测试条件、测试结果等信息。
同时,生成测试报告,清晰地呈现测试结果和评估结论。
5. 测试设备和标准测试设备应符合相关的标准和检测要求,并经过定期校准和维护。
6. 重要注意事项6.1 测试过程中,应严格遵守安全操作规范,确保测试人员的人身安全。
6.2 测试前,需充分了解螺丝材料的类型和规格要求,以确保选择合适的测试方法。
6.3 测试结果的准确性和可靠性,取决于操作者的专业能力和测试设备的精度。
7. 附录附录内容包括:- 材料成分分析方法和标准- 强度测试方法和标准- 硬度测试方法和标准- 耐腐蚀性测试方法和标准- 测试设备的规格和相关证书以上是螺丝材料测试要求文档的基本内容。
如有任何疑问或需要进一步的信息,请及时与我们联系。
螺钉进货检验制度螺钉进货检验制度一、目的为严格控制螺钉进货质量,减少不良品发生率,制定一套螺钉进货检验制度。
二、适用范围本检验制度适用于公司螺钉进货及质量检验。
三、检验方式1. 外观检验检验螺钉表面有无明显划伤、凹陷、氧化、锈蚀等外观缺陷。
螺钉表面无毛刺、裂痕、掉颗粒等瑕疵,螺纹无缺陷、无偏斜。
2. 尺寸检验检验螺钉长度、螺纹完整性和几何尺寸是否符合国家标准和技术要求。
3. 材质检验检测螺钉所用材料是否符合国家标准和技术要求,通过组织结构、化学成分等检测手段进行材质检验。
4. 力学性能检验对螺钉的拉伸性能、弯曲性能、扭矩性能等进行检验,确保螺钉的力学性能稳定可靠。
5. 包装检验检查螺钉包装是否完整,是否标注有生产厂家、规格型号、材质等必要信息。
四、检验频率1. 对新供应商的螺钉原材料,全检验。
2. 对螺钉进货时的批次,随机检验几件,检验数量可根据供应商的资质和质量信誉来决定。
3. 对进货时检验合格的螺钉产品,按照一定比例进行抽检。
五、检验标准螺钉外观应清晰、光滑,无瑕疵、毛刺、掉颗粒,螺纹完整、无缺陷,尺寸、材料、力学性能符合国家标准和技术要求。
六、检验记录1. 进货检验需要由检验员进行检验,并填写相关检验记录表。
2. 检验不合格商品要及时通知供应商,并确认退货要求、标准。
3. 检验合格商品要进行分类,记录并确认贮存方式和条件。
七、监督与反馈1. 定期对供应商的生产工艺和质量管理进行监督和检查。
2. 对于发生质量问题和不良品率较高的供应商,应采取相应的惩罚措施或中止供应合作。
3. 对于发现的质量问题及时反馈厂家,并追查到根源,提出相应的改进措施。
八、责任制1. 采购部门负责审核批准供应商名单。
2. 质检部门负责进口螺钉检验。
3. 供应商负责保证产品符合国家标准和技术要求。
4. 其他相关部门要协助执行本制度。
九、风险控制1. 对进货供应商进行资信评估,引进优质供应商。
2. 坚持完整的检验程序,确保螺钉的质量。
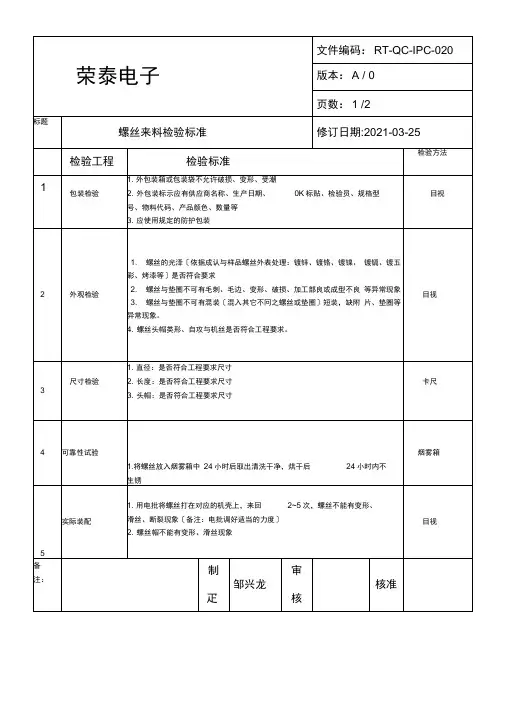
荣泰电子有限公司文件编码: RT-QC-IPC-020 版本: A / 0
页数: 1 / 2
标题
螺丝来料检验标准修订日期: 2014-03-25 检验项目检验标准检验方法
1
包装检验1.外包装箱或包装袋不允许破损、变形、受潮
2.外包装标示应有供应商名称、生产日期、OK标贴、检验员、规格型
号、物料代码、产品颜色、数量等
3.应使用规定的防护包装
目视
2 外观检验
1.螺丝的光泽(依据承认与样品螺丝表面处理:镀锌、鍍鉻、镀镍、
鍍鎘、镀五彩、烤漆等)是否符合要求
2.螺丝与垫圈不可有毛刺、毛边、变形、破损、加工部良或成型不良
等异常现象
3.螺丝与垫圈不可有混装(混入其它不同之螺丝或垫圈)短装,缺附
片、垫圈等异常现象。
4.螺丝头帽类形、自攻与机丝是否符合项目要求。
目视
3 尺寸检验
1.直径:是否符合项目要求尺寸
2.长度:是否符合项目要求尺寸
3.头帽:是否符合项目要求尺寸
卡尺
4 可靠性试验 1.将螺丝放入烟雾箱中24小时后取出清洗干净,烘干后24小时内不
生锈
烟雾箱
5 实际装配
1.用电批将螺丝打在对应的机壳上,来回2~5次,螺丝不能有变形、
滑丝、断裂现象(备注:电批调好适当的力度)
2.螺丝帽不能有变形、滑丝现象目视
备
注:
制
定邹兴龙
审
核
核准。