镁合金表面喷丸处理
- 格式:pdf
- 大小:741.55 KB
- 文档页数:6
一、喷丸喷丸使用高压风机或压缩空气作动力,将~2.5mm直径的弹丸喷射出去,冲击金属表面。
广泛应用于金属表面的消光、去氧化皮;提高零件机械强度、抗疲劳性、耐磨性和耐腐蚀性;消除铸、锻、焊件的残余应力等。
1、表面清理功能用喷丸进行表面处理,打击力大,清理效果明显,动力消耗大。
一般喷丸用来消除厚度不小于2~6mm的或不要求保持准确尺寸及轮廓的中型、大型金属制品以及铸、锻件上的氧化皮、铁锈、型砂及旧漆膜,是表面涂(镀)覆前段一种清理方法。
原理:当钢丸打击到工件表面(无论是喷丸或抛丸)使金属基材发生变形,由于Fe3O4和Fe2O3没有塑性,破碎后剥离,而油膜与基材一同变形,所以对有油污的工件,喷丸无法彻底清除油污。
2、喷丸强化功能原理:当钢丸撞击金属零件表面上,宛如一个微型棒锤敲打表面,捶出小压痕或凹陷。
为了形成凹陷,金属表层必定会产生拉伸。
表层下,压缩的晶粒试图将表面恢复到原来形状,从而产生一个高度压缩力作用下的半球。
无数凹陷重叠形成均匀的残余应力层。
最终,零件在压应力层保护下,极大程度地改善了抗疲劳强度。
如:将高速弹丸喷射到弹簧表面,使弹簧表层发生塑性变形,形成一定而形成一定厚度的强化层,强化层内形成较高的残余应力,由于弹簧表面压应力的存在,当弹簧承受载荷时可以抵消一部分抗应力,从而提高弹簧的疲劳强度。
喷丸强化分为一般喷丸和应力喷丸。
一般处理时,钢板在自由状态下,用高速钢丸打击钢板的表面,使其表面产生预压应力,以减少工作中钢板表面的拉应力。
应力喷丸是将钢板在一定的作用力下预先弯曲,然后进行喷丸处理。
3、喷丸使用的丸的种类:铸钢丸、铸铁丸、玻璃丸铸钢丸,硬度一般为40~50HRC,加工硬金属时,可把硬度提高到57~62HRC。
铸钢丸的韧性较好,使用广泛,其使用寿命为铸铁丸的几倍。
喷丸粒度一般在~1.2mm为宜,喷丸强度要求越高,粒度相对加大。
4、表面清洁质量⑴、Sa1—手工刷除清理级(或清扫级)Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑和残留油漆等污物;处理后表面上出现大量分别均匀的金属斑点。
镁合金表面处理方法的优化和改进镁合金是一种具有轻质、高强度、高比刚度和较高的热导率等优点的金属材料。
它广泛应用于航空、汽车、电子、医疗和军工等领域。
然而,镁合金在实际应用中,由于其表面容易氧化、腐蚀和磨损等问题,其应用范围受到一定的限制。
因此,为了提高镁合金的表面性能,人们研究并发展了各种表面处理方法。
本文将对镁合金表面处理方法的优化和改进进行探讨。
一、化学处理方法化学处理是目前使用最广泛的一种表面处理方法。
其中,单位面积处理成本低、处理厚度易控制、成型成本低、处理速度快等特点使其在实际生产中得到广泛应用。
1.1 酸蚀处理酸蚀处理是指将镁合金表面暴露在稀酸性溶液中,以形成一层具有一定厚度、均匀、致密并表面平整的氧化膜。
氧化膜的厚度和性质取决于酸性溶液的成分、浸泡时间和处理温度等因素。
酸蚀处理可以提高镁合金表面的耐腐蚀性和耐磨性,并可以提高其表面美观度。
然而,酸蚀处理也存在一些缺点。
首先,如果酸性溶液中的浓度、处理温度、时间等因素不恰当,会导致镁合金表面粗糙、不规则、氧化膜薄和不致密等缺陷。
其次,氧化膜虽然可以保护镁合金表面免于腐蚀和磨损,但其本身也具有一定的脆性,易于剥离和破裂。
为了克服这些缺点,人们进行了一系列的研究。
例如,可以通过改变酸性溶液的成分、添加复合添加剂、控制温度等因素来改善氧化膜的性质。
此外,还可以将酸蚀处理与其他表面处理方法结合起来使用,以提高表面成品质量。
1.2 电解沉积处理电解沉积处理是利用电化学原理,在特定条件下,将金属离子沉积在镁合金表面上的一种表面处理方法。
该方法可以形成高质量的金属涂层,具有厚度均匀、致密、耐腐蚀和较高的硬度等优点。
电解沉积处理可以用于制备镀铬、镀镍、镀锌、镀铜等多种涂层。
尽管电解沉积处理具有许多优点,但其存在一些缺点。
首先,处理过程的费用较高,因为需要使用大量的电能和金属离子等。
其次,在实际生产中,如果沉积条件不当,容易造成涂层的不均匀、太薄或太厚等缺陷。
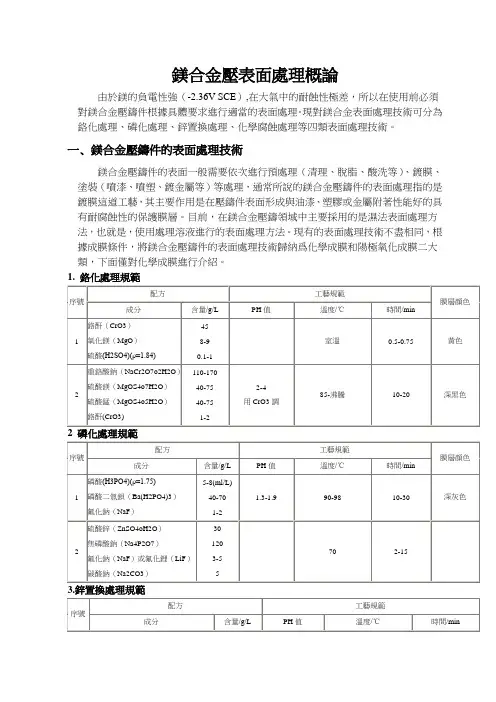
鎂合金壓表面處理概論由於鎂的負電性強(-2.36V SCE),在大氣中的耐蝕性極差,所以在使用前必須對鎂合金壓鑄件根據具體要求進行適當的表面處理。
現對鎂合金表面處理技術可分為鉻化處理、磷化處理、鋅置換處理、化學腐蝕處理等四類表面處理技術。
一﹑鎂合金壓鑄件的表面處理技術鎂合金壓鑄件的表面一般需要依次進行預處理(清理、脫脂、酸洗等)、鍍膜、塗裝(噴漆、噴塑、鍍金屬等)等處理,通常所說的鎂合金壓鑄件的表面處理指的是鍍膜這道工藝,其主要作用是在壓鑄件表面形成與油漆、塑膠或金屬附著性能好的具有耐腐蝕性的保護膜層。
目前,在鎂合金壓鑄領域中主要採用的是濕法表面處理方法,也就是,使用處理溶液進行的表面處理方法。
現有的表面處理技術不盡相同,根據成膜條件,將鎂合金壓鑄件的表面處理技術歸納爲化學成膜和陽極氧化成膜二大類,下面僅對化學成膜進行介紹。
1. 鉻化處理規範3.鋅置換處理規範化學成膜技術主要是指鎂合金壓鑄件通過在化學溶液中進行一定時間的接觸、利用工件與化學處理液之間的化學反應在工件表面形成保護膜層的一類表面處理技術。
主要包括鉻化、磷化、鋅置換和化學腐蝕等處理技術。
1)鉻化處理鉻化處理就是工作在以鉻酸或重鉻酸鹽等爲主體的處理溶液中進行浸漬,使表面産生氧化鎂、氧化鉻或鉻酸鹽保護膜層的表面處理技術。
典型的處理規範如表1所示。
通常含鉻離子處理液的成膜性較好,對工件的表面質量要求不高,對厚、薄工件均適用。
鉻化處理膜層均勻,厚度通常爲0.5-3μm,可使工件的耐腐蝕性可以提高數十倍。
鎂合金的鉻化處理研究開展得較多,較爲成熟,但由於鉻離子對人體和環境的副作用較大,所以其應用已在逐漸減少。
2)磷化處理磷化處理就是工件在以磷酸或磷酸鹽爲主體的溶液中進行浸漬或採用噴槍進行噴淋,使表面産生完整的磷酸鹽保護膜層的表面處理技術。
典型的處理規範如表2所示。
磷化處理液的成膜性不如鉻化處理液的好,對工件的表面質量要求較高,通常不太適合於表面質量差的薄壁壓鑄件(壁厚小於2mm)的表面處理。
镁合金表面处理工艺镁合金是一种重要的结构材料,具有低密度、高比强度和优良的机械性能等特点。
然而,由于镁合金的活泼性和化学反应活性较强,其表面易受到氧化、腐蚀和磨损的影响,从而限制了其应用广度和可靠性。
为了改善镁合金的表面性能,提高其抗腐蚀性、耐磨性和附着力等指标,需进行表面处理工艺。
镁合金表面处理工艺主要包括化学处理、电化学处理和涂层处理三大类。
下面将详细介绍这些处理工艺及其应用。
1.化学处理:化学处理是通过将镁合金浸入一定的处理液中,利用化学反应改变其表面化学成分和结构来提高其性能。
常用的化学处理工艺有酸洗、酸洗除氧化膜、碱洗和氟改性等。
(1)酸洗:酸洗是将镁合金浸入一定酸性溶液中,通过溶解表面氧化层和杂质来清洗表面。
常用的酸洗溶液有硫酸、盐酸和硝酸等。
(2)酸洗除氧化膜:酸洗除氧化膜是在酸洗的基础上,加入具有还原性能的添加剂,如硫酸亚铁(FeSO4)来清除氧化膜。
这种方法能有效去除氧化膜,提高镁合金的表面光洁度和亲润性。
(3)碱洗:碱洗是将镁合金浸入一定碱性溶液中,通过化学反应去除表面的油污和杂质。
常用的碱洗溶液有氢氧化钠溶液和碳酸氢钠溶液等。
碱洗后的镁合金表面光洁度较高,具有较好的耐腐蚀性。
(4)氟改性:氟改性是利用氟化物处理剂在一定条件下反应,使其与镁合金表面发生氟化反应,形成一层氟化物覆盖层。
这种覆盖层具有很好的抗腐蚀性和减摩性能,能有效改善镁合金的抗氧化性和耐蚀性。
2.电化学处理:电化学处理是利用电化学装置和电解液进行处理,通过电解和电化学反应改变镁合金的表面状态。
常用的电化学处理工艺有阳极氧化、阳极电泳和阳极电刷等。
(1)阳极氧化:阳极氧化是一种将镁合金作为阳极,在电解液中施加一定电压进行氧化反应,生成氧化膜的工艺。
阳极氧化可提高镁合金的硬度、耐磨性和耐蚀性,同时还可用于染色和封孔处理,改善镁合金的装饰性。
(2)阳极电泳:阳极电泳是将镁合金作为阳极,通过电泳涂覆一层具有保护性的有机膜或无机膜。
抛丸机清理镁合金The Standardization Office was revised on the afternoon of December 13, 2020抛丸机清理镁合金镁合金的清理过程会产生镁粉尘.,而镁粉尘一定的浓度,温度下,或遇电火花,静电等情况下极易发生燃烧或爆炸是一种非常危险又必须实施的加工工艺.因此抛丸清理过程的防爆处理至关重要.a) 产生爆炸或燃烧的几个条件1) 存在易燃易爆粉尘: 如镁粉镁粉煤粉面粉碳粉可燃气体等2) 易燃易爆粉尘的浓度3) 设备内部温度4) 电火花,静电,冲击火花b) 防范措施1) 有良好的除尘抛丸室内始终保持负压2) 避免冲击火花选用合适弹丸:玻璃微珠镁合金丸等室内护板:加厚聚氨酯防护板挂具:不锈钢圆棒料焊接3)泄爆设备主室重力式泄爆阀门,泄爆方向朝向无操作人员方位除尘器泄爆膜,除尘管道泄爆门采用防爆除尘器湿法可燃易爆粉尘除尘器干式可燃易爆粉尘防爆除尘器c)、粉尘爆炸的特点粉尘爆炸就是悬浮物于空气中的粉尘颗粒与空气中的氧气充分接触,在特定条件下瞬时完成的氧化反应,反应中放出大量热量,进而产生高温、高压的现象。
任何粉尘爆炸都必须具备这样三个条件:点火源;可燃细粉尘;粉尘悬浮于空气中且达到爆炸浓度极限范围。
(1)粉尘爆炸要比可燃物质及可燃气体复杂一般地,可燃粉尘悬浮于空气中形成在爆炸浓度范围内的粉尘云,在点火源作用下,与点火源接触的部分粉尘首先被点燃并形成一个小火球。
在这个小火球燃烧放出的热量作用下,使得周围临近粉尘被加热、温度升高、着火燃烧现象产生,这样火球就将迅速扩大而形成粉尘爆炸。
粉尘爆炸的难易程度和剧烈程度与粉尘的物理、化学性质以及周围空气条件密切相关。
一般地,燃烧热越大、颗粒越细,活性越高的粉尘,发生爆炸的危险性越大;轻的悬浮物可燃物质的爆炸危险性较大;空气中氧气含量高时,粉尘易被燃点,爆炸也较为剧烈。
由于水分具有抑制爆炸的作用,所以粉尘和气体越干燥,则发生爆炸的危险性越大。