三甘醇脱水教学提纲
- 格式:ppt
- 大小:10.06 MB
- 文档页数:27
论文目录一.三甘醇脱水系统设计摘要及绪论----------------------------------------1二.工艺流程特点----------------------------------------------------------------3三.三甘醇吸收脱水的原理流程----------------------------------------------5四.三甘醇脱水的工艺参数选取----------------------------------------------8五.三甘醇脱水装置工艺计算-------------------------------------------------12一.分离器的选择与工艺计算---------------------------------------------12二.吸收塔的工艺计算------------------------------------------------------221.进塔贫甘醇溶液浓度的确定---------------------------------------222.吸收剂贫三甘醇溶液用量的确定---------------------------------233.吸收塔塔板数的确定------------------------------------------------254.甘醇吸收塔的选型和塔径以及各种参数计算------------------30三.换热器的设计------------------------------------------------------------40四.管道的设计---------------------------------------------------------------42五.流量计的设计------------------------------------------------------------44六.参考文献-----------------------------------------------------------------------45三甘醇脱水系统设计一.摘要及绪论1.摘要:天然气在离开油藏时或自地下储集层中采出的的天然气及脱硫后的天然气通常含有水蒸气,有些气还含有H2S和CO2,酸性气体会便管线和设备腐蚀,水蒸气在天然气的压力和温度改变时容易形成水化物,不符合天然气集输和深加工的要求,因此必须脱除天然气中的水蒸气、H2S和CO2。
三甘醇脱水装置技术方案Copyright @2007, DWELL Co. Ltd. All rights reservedFor technical assistance, phone the DWELL Customer Service Department:In CHINA, phone 008610联系咱们:北京迪威尔石油天然气技术开发公司(英文简称DWELL)是依据《中华人民共和国公司法》组建的,集科研、生产、效劳于一体的高新技术企业。
DWELL公司拥有一支高素养的、专业配套齐全的科技开发人材队伍,现有员工120人,其中,高级工程师27人、工程师35人,工程建设项目领导7人。
公司经营范围要紧涉及石油天然气、石油化工及相关行业的机电设备、检测仪器仪表、生产助剂的研发、生产、销售;石油天然气工程技术开发、技术效劳。
公司拥有建设部和国家有关部门颁发的工程设计、工程总承包等诸项甲级资质证书;拥有压力管道、压力容器设计证书;拥有独立的中华人民共和国进出口企业资格证书、机电设备施工资质证书。
公司拥有注脂密封球阀、原油含水分析仪、低油气比原油分离计量等十多项自主专利技术和产品,效劳范围包括国内各大油气田,和苏丹、哈萨克斯坦等国外油气田。
公司技术装备配套齐全,建立了先进的计算机网络系统,拥有国内先进的软、硬件,广泛应用于科研开发和生产服务等领域,实现了管理的现代化;拥有电子实验室、化学实验室、油气流程模拟实验室。
公司总部位于上地信息产业基地中心地带,拥有1500多平方米的研发中心。
在北京延庆建有占地30亩的机电设备生产基地,在河北廊坊正在建设83亩的油田化学药剂生产基地。
DWELL公司本着“诚信、务实、拼搏、创新”的企业精神,以为客户提供“环保、节能、增效”型效劳为立足点,发挥公司人材优势,充分利用新技术、新材料、新工艺,为石油、石油化工行业的可持续进展倾心尽力。
公司坚持科技创新的战略方针,坚持以人为本的经营理念,本着“诚正精进”的企业精神,发挥公司人材优势,为客户提供优质的效劳和高品质的产品。
重庆科技学院《油气集输工程》课程设计报告学院:_石油与天然气工程学院专业班级:学生姓名:学号:设计地点:(单位):设计题目:某三甘醇天然气脱水工艺设计--------再生塔设计完成日期: 2012年6月20日指导教师评语:成绩(五级记分制):指导教师(签字):天然气中的水对于天然气的输送和使用都是有害的,因此,在经济条件允许的情况下,尽可能的脱去天然气中的水,不论对于天然气输送还是使用都非常的有必要。
天然气中的水通常以气态和液态两种形式存在,在少数情况下也会呈固态。
三甘醇在吸收塔中吸收了水分变成富液,不能再继续使用。
因此,再生塔就为富甘醇进行再生,并且打入吸收塔中再次利用。
三甘醇再生塔是安装在重沸器(再沸器)顶部的立式分馏塔。
通过三甘醇脱水工艺流程,TEG吸收塔底部排出的三甘醇富液与TEG再生塔顶部换热后进入TEG闪蒸罐,尽可能闪蒸出其中所溶的烃类,闪蒸后的三甘醇富液经过TEG过滤器除去固体、液体杂质,进入TEG换热罐提高三甘醇进TEG再生塔的温度,从再生塔中部进料,经TEG重沸器加热再生,再生后的三甘醇贫液经TEG换热罐和TEG后冷器冷却,冷却后的三甘醇贫液由TEG 循环泵输送到干气/贫甘醇换热器与吸收塔顶部出来的天然气换热后进入吸收塔,实现三甘醇贫液的循环利用。
由此可见三甘醇再生塔在三甘醇脱水工艺流程中显得尤为重要。
本篇就重点介绍三甘醇再生塔在脱水工艺流程中的设计和注意事项。
关键词:三甘醇再生塔精馏柱填料塔冷却盘管三甘醇贫液的循环利用1.设计参数 (3)2.遵循的规范、标准 (4)3.再生塔设计 (5)3.1再生塔工作原理 (5)3.2再生塔塔设备的选型 (5)3.3三甘醇再生方法选择 (6)3.4参数对比及方案优选 (7)4.三甘醇再生塔的计算 (9)4.1富液精馏柱计算 (10)4.2贫液精馏柱工艺计算 (11)4.3富液精馏柱顶部冷却盘管工艺计算 (11)4.4三甘醇再生塔主要设备选型计算结果 (12)5.结论 (13)6.参考文献 (14)1.设计参数基础资料:天然气组成如下表:原料气处理量 40×104m3/d原料气露点 30~36 ºC原料气压力 2.05~2.25MPa (g)拟建天然气脱水装置产品气为干净化天然气,该产品气质量符合国家标准《天然气》(GB17820-1999)中二类气的技术指标。
某三甘醇天然气脱水工艺设计——甘醇循环量计算三甘醇天然气脱水工艺设计,甘醇循环量计算:在三甘醇天然气脱水工艺设计中,甘醇循环是实现脱水过程中非常重要的一步。
甘醇循环的目的是通过回流部分甘醇来提高脱水效率,并保持稳定的操作条件。
甘醇循环量的计算是基于工艺设计和经济效益的考虑。
为了实现高效的脱水过程,需要考虑以下几个因素:溶液中甘醇的浓度、天然气进料流量、甘醇溶解气体的量、脱水效率要求等。
首先,我们需要确定甘醇浓度的目标范围。
一般情况下,甘醇浓度的选择范围可以在15%~30%之间。
根据实际情况,可以选择一个合适的甘醇浓度。
接下来,根据天然气进料流量和气体中的甘醇含量来计算甘醇的需求量。
甘醇的溶解能力是有限的,所以需要根据气体中甘醇的含量来计算需要的甘醇量。
一般情况下,需要根据气体中甘醇含量的测试结果来确定甘醇需求量。
然后,我们需要根据脱水效率要求来确定甘醇循环的量。
脱水效率要求是根据甘醇和水的相互作用来确定的。
一般情况下,脱水效率可以通过调节甘醇的浓度和循环量来实现。
如果脱水效率较高,甘醇的循环量可以相对较低。
最后,我们需要计算出合适的甘醇循环量。
根据前面的计算结果,我们可以确定甘醇的需求量和脱水效率要求,进而计算出合适的甘醇循环量。
甘醇循环量的计算不仅需要考虑到工艺要求,还要考虑到经济效益。
甘醇循环量过大,将增加能耗和成本,甘醇循环量过小则可能导致脱水效果不理想。
在具体计算甘醇循环量时,可以参考以下公式:甘醇循环量=甘醇流量×(脱水效率要求/甘醇浓度)其中,甘醇流量可以通过气体进料流量和气体中的甘醇含量来计算。
在三甘醇天然气脱水工艺设计中,甘醇循环量的计算是非常重要的一步。
通过合理计算甘醇循环量,可以达到高效脱水的目标,并保持稳定的操作条件。
同时,根据甘醇循环量的计算结果,还可以评估工艺的经济效益和可行性。
因此,在工艺设计过程中,需要仔细考虑甘醇循环量的计算。
天然气三甘醇脱水装置操作与维护手册天然气三甘醇脱水装置操作及维护手册量的方法。
有些井场,可利用天然气的压能获取低温以达到所要求的水露点及烃露点。
气田集输与净化厂使用的天然气脱水方法主要是三甘醇溶剂吸收法。
这是天然气工业中应用最广泛的脱水方法。
三甘醇的物理性质表1—2CH2oCH2CH2oH分子式CH2oCH2CH2oH相对分子量150.2凝固点℃-7.2沸点(101.3kpa)℃285.5密度(25℃)kg/m3 1119溶解度全溶闪点℃177燃点℃165.6蒸汽压(25℃)pa <1.33粘度(20℃)mpa.5 37.3(60℃)mpa.5 9.6比热容KJ/(kg.k) 2.20理论热分解温度℃206.7三甘醇凝固点低热稳定性好,易于再生,蒸汽压低,携带损失小,吸水性强。
沸点高,常温下基本不挥发,毒性很轻微,使用时不会引起呼吸中毒,与皮肤接触也不会引起伤害。
纯净的三甘醇溶液本身对碳钢基本不腐蚀,发泡和乳化倾向相对较小。
三甘醇脱水是一个物理过程,利用三甘醇的亲水性,在吸收塔中天然气与三甘醇充分接触,天然气中水份被三甘醇吸收,降低了天然气中含水量。
吸收了水份的三甘醇(富甘醇)进入再生系统加热再生除去吸收的水份成为贫甘醇而循环使用。
二、装置工艺技术及参数(单套)2.1、装置天然气最大处理量150×104m3/d;2.2、装置最小处理量50×104m3/d;2.3、吸收塔天然气入口压力6.3Mpa~8.8Mpa2.4、吸收塔天然气入口温度16℃∽48℃2.5、天然气组份(mol%)组份mol % 组份mol %C1 96.1 jC50.03C2 1.74 jC5C3 0.58 C60.09OC20.62 jC40.28nC4 N20.56注:天然气中含饱满和水和甲醇(操作条件下)2.6、脱水装置满足的工况点:工况处理量×104m3/d装置操作压力Mpa(G)进装置温度℃外输气水露点℃干气出装置温度℃1 50 8.7 35 -5≤452 150 7 35 -53 150 8.7 43 134 150 6.3 16 -52.7、高压天然气处理设备的设计压力为10Mpa三、工艺流程从气井采出的天然气经过滤分离器分离掉其中微米级,亚微米级的液滴后,以小于10Mpa的压力进入脱水装置三甘醇吸收塔。
三甘醇脱水计算1、设计基础资料及数据进站压力:7.0 MPa.g进站温度:40 ℃处理规模:400×104 m3/d干气外输压力:大于6.0 MPa.g原料气组成见表1。
表1 原料气组成(干基)2、设备选型及工艺计算脱水单元中,主要的设备有原料气进料分离器、吸收塔、三级过滤器、贫富液换热器、再生塔、甘醇循环泵。
(1)分离器1)进料分离器进料分离器从天然气中脱除游离态液体的分离器。
因来气中含水很少,采用过滤式分离器,过滤式分离器分成两部分,上游部分装设过滤管,下游装捕雾器。
含微量和固体杂质的气体由外向内通过过滤管时,分出杂质并使雾状油滴聚结成较大油滴,和入口分离室的液体汇合流入集液罐内,气体则通过捕雾器后流出分离器。
这种分离器能脱除100%粒径大于2μm的油滴和99%粒径大于0.5μm的油滴。
其具体选型应咨询厂家。
2)甘醇闪蒸分离器由规范知,甘醇闪蒸分离器的作用是脱除富甘醇富液中夹带的天然气及凝液,以减少结焦和气泡。
分离器还可捕集甘醇中闪蒸出的天然气和甘醇-天然气驱动泵排放的废气。
当处理的气体量相比液体量很少时,应按液体的停留时间来确定甘醇闪蒸分离器的尺寸;当气体量很大时,可以按气液分离器来计算甘醇闪蒸分离器的尺寸。
表2 甘醇闪蒸分离器基础数据由表2可以看出,气体处理量相比液体处理量来说很小,所以在计算甘醇闪蒸分离器时应按液体的停留时间来确定。
三甘醇闪蒸分离器优先选用卧式两相分离器。
甘醇闪蒸分离器根据液体停留时间确定尺寸大小,公式如下:r 02e 4t Q mL D =π式中 D —闪蒸分离直径,m 。
t r —停留时间,min ,此处取10 min 。
m —液体流通面积与分离器横截面积之比,无因次。
此处取m=0.5,即液位控制在0.5D 处。
L e —重力沉降区的有效长度,一般取分离器圆筒部分的0.75倍。
Q 0—液体处理量,m 3/h 。
由HYSYS 模拟得基础数据(表2)得:m 0.795603.143104.468838Q 33r 0=⨯⨯⨯⨯==πt D因闪蒸罐压力为0.55MPa ,为低压,所以此处选长径比为3。
天然气脱水一、天然气脱水的必要性:水的析出将降低输气量,增加动力消耗;水的存在将加速H2S或CO2对管线和设备的腐蚀;导致生成水合物,使管线和设备堵塞。
天然气脱水深度1.满足用户的要求;2.管输天然气水露点在起点输送压力下,宜比管外环境最低温度低5~7℃;3.对天然气凝液回收装置,水露点应低于最低制冷温度5~7℃。
二、天然气脱水方法1.低温法脱水;2.溶剂吸收法脱水;3.固体吸附法脱水;4.应用膜分离技术脱水。
三、溶剂吸收法脱水——甘醇脱水1、甘醇脱水的基本原理甘醇是直链的二元醇,二甘醇(DEG)和三甘醇(TEG)的分子结构如下:从分子结构看,每个甘醇分子中都有两个羟基(OH)。
羟基在结构上与水相似,可以形成氢键,氢键的特点是能和电负性较大的原子相连,包括同一分子或另一分子中电负性较大的原子,所以甘醇与水能够完全互溶,并表现出很强的吸水性。
甘醇能将天然气中的水蒸气萃取出来形成甘醇稀溶液,使天然气中水汽量大幅度下降。
2、甘醇的物理性质常用甘醇脱水剂的物理性质如表2-1所示。
在天然气开发初期,脱水采用二甘醇,由于其再生温度的限制,其贫液浓度一般为95%左右,露点降仅约25~30℃。
50年代以后,由于三甘醇的贫液浓浓度可达98~99%,露点降大,逐渐用三甘醇(TEG)代替二甘醇作为吸收剂。
表2-1 常用甘醇的物理性质三甘醇吸收剂的特点1.沸点较高(287.4℃),贫液浓度可达98~99%以上,露点降为33~47℃。
2.蒸气压较低。
27℃时,仅为二甘醇的20%,携带损失小。
3.热力学性质稳定。
理论热分解温度(206.7℃)约比二甘醇高40℃。
4.脱水操作费用比二甘醇法低。
3、三甘醇脱水流程和设备三甘醇脱水工艺流程如图2-1所示。
脱水装置主要包括两大部分:⏹天然气在吸收塔的脱水系统;⏹富TEG溶液的再生系统(提浓)。
4、主要设备如图2-1所示,三甘醇脱水工艺中主要设备有原料气分离器、吸收塔、闪蒸罐、过滤器、贫/富液换热器、再生塔和重沸器等。
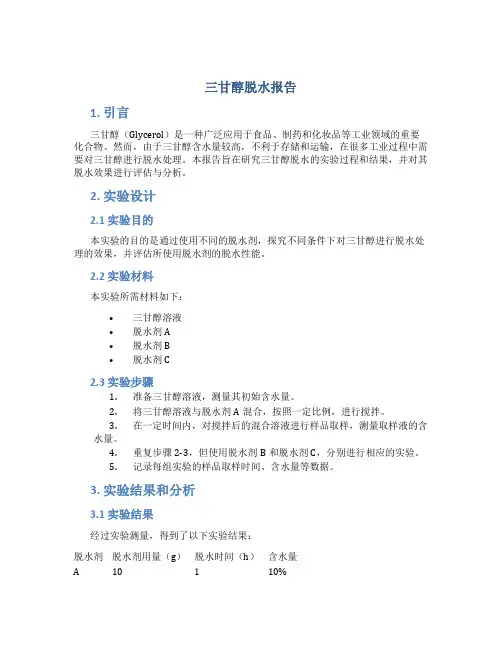
三甘醇脱水报告1. 引言三甘醇(Glycerol)是一种广泛应用于食品、制药和化妆品等工业领域的重要化合物。
然而,由于三甘醇含水量较高,不利于存储和运输,在很多工业过程中需要对三甘醇进行脱水处理。
本报告旨在研究三甘醇脱水的实验过程和结果,并对其脱水效果进行评估与分析。
2. 实验设计2.1 实验目的本实验的目的是通过使用不同的脱水剂,探究不同条件下对三甘醇进行脱水处理的效果,并评估所使用脱水剂的脱水性能。
2.2 实验材料本实验所需材料如下:•三甘醇溶液•脱水剂A•脱水剂B•脱水剂C2.3 实验步骤1.准备三甘醇溶液,测量其初始含水量。
2.将三甘醇溶液与脱水剂A混合,按照一定比例,进行搅拌。
3.在一定时间内,对搅拌后的混合溶液进行样品取样,测量取样液的含水量。
4.重复步骤2-3,但使用脱水剂B和脱水剂C,分别进行相应的实验。
5.记录每组实验的样品取样时间、含水量等数据。
3. 实验结果和分析3.1 实验结果经过实验测量,得到了以下实验结果:脱水剂脱水剂用量(g)脱水时间(h)含水量A 10 1 10%A 10 2 8%A 10 3 5%B 10 1 12%B 10 2 9%B 10 3 6%C 10 1 11%C 10 2 7%C 10 3 4%3.2 分析与讨论根据实验结果,可以看出不同脱水剂在不同时间段内对三甘醇的脱水效果有所差异。
在同样的脱水时间下,脱水剂C的脱水效果较好,其含水量明显低于脱水剂A和脱水剂B。
而脱水剂A和脱水剂B的脱水效果相对较为接近。
4. 结论根据实验结果,可以得出以下结论:1.三甘醇的脱水过程可通过使用不同的脱水剂来实现。
2.在相同条件下,脱水剂C的脱水效果最佳,含水量明显低于脱水剂A和脱水剂B。
3.脱水剂A和脱水剂B的脱水效果相对较为接近,但均优于未经脱水处理的三甘醇溶液。
5. 参考文献暂无。
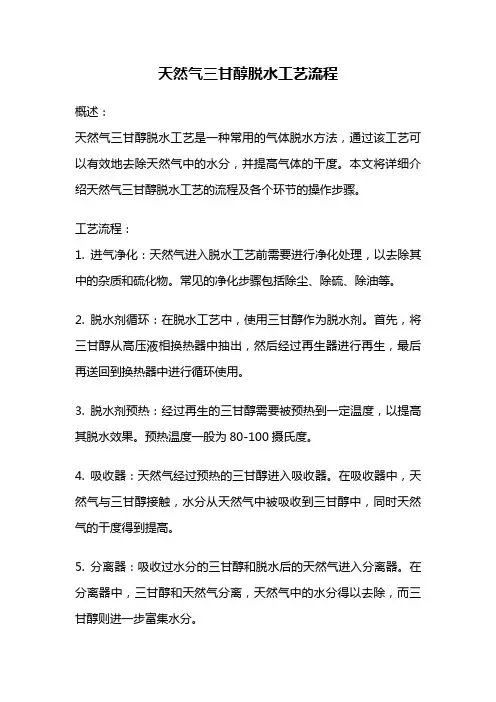
天然气三甘醇脱水工艺流程概述:天然气三甘醇脱水工艺是一种常用的气体脱水方法,通过该工艺可以有效地去除天然气中的水分,并提高气体的干度。
本文将详细介绍天然气三甘醇脱水工艺的流程及各个环节的操作步骤。
工艺流程:1. 进气净化:天然气进入脱水工艺前需要进行净化处理,以去除其中的杂质和硫化物。
常见的净化步骤包括除尘、除硫、除油等。
2. 脱水剂循环:在脱水工艺中,使用三甘醇作为脱水剂。
首先,将三甘醇从高压液相换热器中抽出,然后经过再生器进行再生,最后再送回到换热器中进行循环使用。
3. 脱水剂预热:经过再生的三甘醇需要被预热到一定温度,以提高其脱水效果。
预热温度一般为80-100摄氏度。
4. 吸收器:天然气经过预热的三甘醇进入吸收器。
在吸收器中,天然气与三甘醇接触,水分从天然气中被吸收到三甘醇中,同时天然气的干度得到提高。
5. 分离器:吸收过水分的三甘醇和脱水后的天然气进入分离器。
在分离器中,三甘醇和天然气分离,天然气中的水分得以去除,而三甘醇则进一步富集水分。
6. 冷凝器:分离后的天然气进入冷凝器,通过降低温度使其中的水分凝结成水滴,然后被排出系统。
7. 再生器:分离后的富含水分的三甘醇进入再生器,通过加热将其中的水分蒸发出来,再生为脱水剂后送回到换热器进行循环使用。
8. 排水处理:脱水后的水滴通过排水系统进行处理,以确保系统的正常运行。
总结:天然气三甘醇脱水工艺流程包括进气净化、脱水剂循环、脱水剂预热、吸收器、分离器、冷凝器、再生器和排水处理等环节。
通过这个工艺流程,可以高效地去除天然气中的水分,提高气体的干度,从而满足不同工业领域对干燥天然气的需求。
该工艺流程在天然气脱水领域具有广泛的应用前景。
重庆科技学院课程设计报告学院:石油与天然气工程学院专业班级:油气储运10-3 学生姓名:汪万茹学号: 2010440140设计地点(单位)____ k715 _____ __设计题目:___ 某三甘醇天然气脱水站的工艺设计______ 完成日期: 2013 年 6 月 28 日指导教师评语:______________________ ______________________________________________________________________________________________________________________________________________成绩(五级记分制):______ __________指导教师(签字):________摘要天然气还含有气态的水,仅用分离器不能将其分离出来,这些气态水又会在天然气管道输送过程中随着压力和温度的改变而重新凝结为液态水,堵塞、腐蚀管道。
根据实际情况我们选用了三甘醇脱水方法来脱除这部分气态水。
三甘醇脱水工艺包括甘醇吸收和再生两部分。
含水天然气经过三相分离器脱除液态水,然后进入吸收塔与贫甘醇逆流接触后从塔顶流出。
然后富甘醇依次经过再生塔、三甘醇闪蒸罐、过滤器等再生为贫甘醇循环使用。
根据实际情况和石油行业相关的规范和相关的书籍设计出了合理的三甘醇脱水的工艺流程,并用AutoCAD软件绘制了工艺流程图。
关键词:三甘醇;吸收;再生;流程图目录第一章前言 (1)第二章三甘醇脱水工艺设计说明2.1设计概述 (2)2.1.1 三甘醇脱水工艺的主要工作任务 (2)2.2天然气基础资料 (5)2.3设计规范 (6)2.4遵循的规范、标准 (7)第三章工艺流程设计3.1 设计要求 (5)3.2 工艺方法的选择 (5)3.3 所设计工艺流程的特点 (6)3.4 所设计工艺流程简述 (7)3.5 工艺流程中设备参数 (8)第四章总结 (9)1 前言从地层中开采出来的天然气含有游离水和气态水,对于游离水,由于它是以液态水方式存在的,天然气集输过程中,通过分离器就可以将其分离;但是对于气态水,由于其在天然气中是以气态的方式存在,运用分离器不能完成分离。
三甘醇脱水撬操作规程(1#)一、运行前的准备工作1.1检查甘醇收集罐和重沸器的液位,收集罐液位应保持在2/3以上,重沸器必须保持满液位。
1.2检查甘醇系统各连接部件、法兰、活动接头有无渗漏。
1.3检查工艺流程是否导通。
二、脱水撬运行2.1按照《柱塞泵操作规程》启动甘醇泵,使系统投入小循环系统。
2.2打开阀门燃料进气阀,按照《三甘醇加热炉操作规程》点炉,给甘醇加热升温到160度,打开进吸收塔干醇阀门,关闭小循环阀门,投入大循环系统。
2.3等系统运行稳定后,缓慢打开脱水橇的天然气出口阀门,进口阀门,缓慢关闭进出口旁通。
2.4调节闪蒸罐压力为0.3-0.4Mpa,液位控制在150—225mm 之间。
三、脱水撬停运3.1打开脱水撬天然气旁通阀,关闭脱水撬进出口阀门。
3.2按照《三甘醇加热炉操作规程》停炉:关闭主、副火嘴燃气阀。
3.3待三甘醇温度降到80度以下时再停运甘醇泵,关闭吸收塔富醇出口阀门。
四、三甘醇加热炉操作规程4.1点炉前的准备工作4.1.1检查甘醇收集罐和重沸器的液位,如果收集罐液位低于1/2,相应补充甘醇,重沸器液位必须满。
4.1.2导通三甘醇系统的小循环流程,按照《柱塞泵操作规程》启动三甘醇泵,使三甘醇系统稳定循环。
4.1.3确保燃气供气阀关闭,加热炉主、副火嘴燃气调节阀已关闭,副火嘴供气阀已关闭。
4.2点炉4.2.1缓慢打开燃料气供气阀门。
4.2.2打开仪表风手动供气阀,检查仪表风供气压力0.1-0.15兆帕。
4.2.3复位重沸器温度开关(向上)。
4.2.4断开火焰探测器的控制(将开关手柄拉直)。
4.2.5按点火器,微开副火嘴燃气调节阀门,点燃副火嘴。
4.2.6调整副火嘴燃气调节阀门,使火焰不要太大,稳定燃烧。
4.2.7缓慢打开主火嘴燃气调节阀门,调节主火嘴火苗稳定。
4.2.8将供气压力调至0.05-0.06兆帕。
4.2.9设定重沸器温度开关高限为190℃4.2.10观察重沸器温度的上升,保证重沸器温度上升20℃/h。
关于天然气三甘醇脱水系统工艺技术要点的探讨摘要:天然气作为一种清洁、高效的能源资源,其开采和处理过程中需要去除水分,以确保其质量和可用性。
天然气三甘醇脱水系统是一种常用的脱水工艺,本文将探讨该系统的关键技术要点,以帮助提高天然气脱水效率和工艺稳定性。
关键词:三甘醇;脱水塔设计;安全和环保前言:天然气作为一种重要的能源资源,在其生产和运输过程中通常伴随着天然气中的水分含量。
天然气三甘醇脱水工艺是一项关键的天然气处理技术高水分含量的天然气会对管道输送和储存产生不利影响,因此需要进行脱水处理。
三甘醇脱选择适当的三甘水工艺是一种广泛应用的方法,通过三甘醇溶液与天然气接触,可以有效地去除其中的水分。
本文将探讨天然气三甘醇脱水工艺的关键技术要点,包括三甘醇的原理、温度和压力控制、脱水塔设计和环保考虑。
1、三甘醇脱水的基本原理三甘醇脱水的基本原理是利用三甘醇的吸水性。
三甘醇是一种高效的脱水剂,能够有效从天然气中脱除水分。
以下是三甘醇脱水的具体步骤:脱水后的天然气从吸收塔的顶部出来,经贫液干气换热器换热调压后出装置。
三甘醇则从吸收塔底部出来,进调压设备调压以后进入三甘醇贫富液换热器中换热,经过换热后进入三甘醇再生塔。
在再生系统中,三甘醇被提浓,再生后的三甘醇贫液经三甘醇贫富液换热降温进入循环泵中调压。
由于在吸收过程中消耗了部分三甘醇,需要对三甘醇进行补给。
调压后的三甘醇进入干气贫液换热器重新进入脱水吸收塔的顶部,完成三甘醇的吸收、再生和循环的过程。
在这个过程中,三甘醇再生塔顶排出的气体主要是水蒸气和少量烃类气体。
2、温度和压力控制脱水过程中,温度和压力的控制对系统性能至关重要。
恶劣的操作条件可能导致结晶、凝胶和脱水效率下降。
因此,需要对系统进行精确的温度和压力控制,以维持最佳操作条件。
适当的温度和压力可以改善吸收速率和吸收容量,从而提高脱水效率。
1.脱水效率:温度和压力直接影响水分的相对饱和度,即水蒸气的部分压力。
目录第一篇设计说明书 ..................................................................................................................... - 1 -1概述 (1)1.1任务要求 ............................................................................................................................... - 1 -1.2设计原则 ............................................................................................................................... - 1 -1.3遵循的规范、标准................................................................................................................ - 1 -1.4设计内容 ............................................................................................................................... - 2 -1.5主要技术经济指标................................................................................................................ - 2 -1.5.1 天然气气质资料 ............................................................................................................................ - 2 -1.5.2 外输天然气.................................................................................................................................... - 3 -2工艺流程(TEG) (5)2.1 工艺方案 .............................................................................................................................. - 5 -2.1.1工艺方法选择................................................................................................................................. - 5 -2.1.2参数对比研究及方案优选 ............................................................................................................. - 6 -2.2工艺流程 ............................................................................................................................... - 9 -2.2.1工艺流程选择总则 ......................................................................................................................... - 9 -2.2.2工艺流程选择................................................................................................................................. - 9 -2.2.3三甘醇脱水工艺流程简述 ............................................................................................................. - 9 -2.3三甘醇脱水主体装置能耗.................................................................................................. - 10 -2.3.1三甘醇脱水主要能耗指标 ........................................................................................................... - 10 -2.3.2节能............................................................................................................................................... - 10 -2.4三甘醇脱水工艺流程图...................................................................................................... - 11 -三甘醇脱水工艺流程图见附图。