FPC常见毛边不良
- 格式:ppt
- 大小:10.86 MB
- 文档页数:39
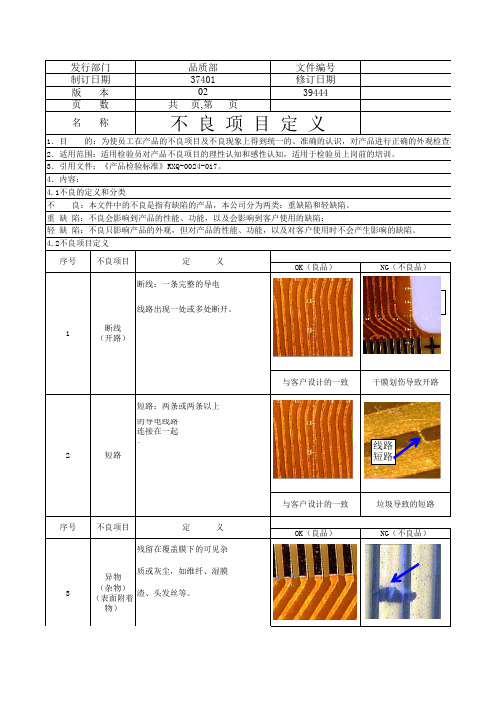
的导电线路连接在一起。
3异物(杂物)(表面附着物)残留在覆盖膜下的可见杂质或灰尘,如维纤、湿膜渣、头发丝等。
序号不良项目定 义图OK(良品)NG(不良品)垃圾导致的短路2短路短路:两条或两条以上与客户设计的一致干膜划伤导致开路1断线(开路)断线:一条完整的导电线路出现一处或多处断开。
与客户设计的一致序号不良项目定 义图OK(良品)NG(不良品)4.内容:4.1不良的定义和分类不 良:本文件中的不良是指有缺陷的产品,本公司分为两类:重缺陷和轻缺陷。
重 缺 陷:不良会影响到产品的性能、功能,以及会影响到客户使用的缺陷;轻 缺 陷:不良只影响产品的外观,但对产品的性能、功能,以及对客户使用时不会产生影响的缺陷。
4.2不良项目定义名 称不 良 项 目 定 义:1.目 的:为使员工在产品的不良项目及不良现象上得到统一的、准确的认识,对产品进行正确的外观检查和2.适用范围:适用检验员对产品不良项目的理性认知和感性认知,适用于检验员上岗前的培训。
3.引用文件:《产品检验标准》RXQ-0024-017。
版 本0239444页 数共 页,第 页发行部门品质部文件编号制订日期37401修订日期线路线路8折/压痕(打痕\压坑)① 折痕:板面不平滑,有折皱状的痕迹。
② 压痕:硬性杂物在板面上受力后留下的凹痕。
镀层有点状灰色7电镀不良(镀层外观)镀层某部位没有镀上金或锡的镀层缺陷;或镀层表面色泽不一致,有发红、发白、发黄、发黑、等。
根据镀层不同分开称为镀金不良和镀锡不良。
镀层色泽一致序号不良项目定 义图OK(良品)NG(不良品)油污导致的氧化6线路氧化(线路变色)覆盖膜下的线路铜箔成黑色或灰褐色的现象,有的为点状,有的为一大片。
线路表面要求无氧化金手指表面气泡5金/锡面不平指在镀有金、锡的插头部位有凹点、凸点、折皱、气泡等不平现象统称金/锡面不平。
表面要求平整表面附有白油4板面脏(板面污染)指板面上脏有胶迹、手指印、油污或类似灰尘的表面附着物等。

FPC模具使用常见问题与解决方法时间:2010-09-22 20:29来源:原创作者:you 点击:223次1. 加工软板,比较容易产生的不良为毛边,造成外形不良,容易在使用过程中引起短路。
由于凹、凸模间隙过小,造成在凸模和凹模两侧产生裂纹而不重合,断面两端发生两次挤压剪切;或者凹、凸模间隙过大,当凸模下降1.加工软板,比较容易产生的不良为毛边,造成外形不良,容易在使用过程中引起短路。
∙由于凹、凸模间隙过小,造成在凸模和凹模两侧产生裂纹而不重合,断面两端发生两次挤压剪切;或者凹、凸模间隙过大,当凸模下降时,裂纹发生晚,像撕裂那样完成剪切,造成裂纹不重合。
解决这两类问题的方法为合理选择凹、凸模的冲裁间隙。
这样的冲裁剪切介于挤压和拉伸之间,当凸模切入材料时,刃口部形成楔子,使板材产生近于直线形的重合裂纹。
并且确保凹、凸模的垂直同心度,使配合间隙均匀。
确保模具安装垂直平稳。
∙刃口磨损或出现圆角与倒角,刃口未起到楔子的分割作用,整个断面产生不规则的撕裂。
及时对凹、凸模刃口所产生的圆角或倒角进行整修,就能避免这类问题的产生。
2.补强板外形及内孔周围分层泛白,有白化现象。
∙凹、凸模冲裁间隙不适当或凹模刃口变钝。
冲孔时,被冲板材难以在凹模刃口处形成剪切裂口。
因此合理扩大凹、凸模冲裁间隙并且及时修复变钝的凹模刃口都是有效的改善方法。
∙如果补强板的材料为玻璃布基材环氧树脂板或纸基材酚醛树脂板时,由于厚度的关系及材料的因素,补强板冲裁性能差。
如果在冲裁前没有进行预热处理会造成白化现象。
因此设置一个合理的预热温度,将补强板预热之后进行冲压是必要的。
∙压料力小也会造成白化,因此装配时调整适当的压料力也很重要。
∙ 3.补强板孔与孔之间裂纹∙由于孔壁太薄,冲孔时的径向挤压力超过补强板的孔壁强度,因此造成裂纹。
产品上的孔距设计要合理,孔壁不应小于补强板厚度。
∙相邻很近的两孔不是同时冲出,后冲的孔当凸模进入板材时,由于孔壁太薄而被挤裂。
开料:裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要,且要求裁剪设备精度基本可以达到所裁剪的精度,所以在对操作员操作技术熟练程度及责任心特别要求。
1、开料前要注意检查:1>、取出来的材料型号是否与MI是否一致2>、确保材料在生产日期之内3>、检查材料对否因为存储环境导致变质2、产品常见不良及预防:未数不足、压痕、折痕、板翘、氧化、幅宽。
1>、未数不足:裁切公差引起,手工操作引起。
2>、压痕:材料本身,操作引起(裁切机转动引起)。
3>、折痕:卷曲包装材料与管轴连接处,材料的接点,操作引起(裁切机转动引起)。
4>、板翘:卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)。
冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板。
5>、氧化:材料的氧化主要与保存环境的湿度和保存时间有关。
6>、幅宽:产生材料的幅宽误差是与材料的分切设备有关。
3、控制不良方法:上述大部分不良都与员工操作有关,即认为因素。
针对此,采取以下解决方法。
1>、操作者应带手套和指套,防止铜箔表面因接触手上的汗渍等氧化。
2>、正确的架料方式,防止邹折。
3>、不可裁偏,手对裁时不可破坏冲制定位孔和测试孔。
如无特殊说明时裁剪公差为单面板为±1mm ,双面板为±0.3mm。
4>、裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)。
5>、材料品质,材料表面不可有皱折、污点、重氧化现象,所裁切材料不可有毛边、溢胶等。
6>、机械保养:严格按照<自动裁剪机保养检查纪录表>之执行。
钻孔:有时为了让一般的线路板符合客户的要求,常常要钻出不同用途的孔,例如,测试孔、定位孔、导通孔(双面板、多面板)、零件孔、识别孔等。

FPC制程中常见不良因素在FPC(柔性印刷电路)制程中,常见的不良因素包括以下几个方面:1. 材料问题:材料是FPC制程的基础,而使用劣质或不合格的材料会直接影响到产品质量。
例如,基材的厚度不均匀、柔韧度不够或表面有缺陷等都会导致制程中的不良。
2. 印刷问题:印刷是FPC制程中的一个重要步骤,而不良的印刷会直接影响到导线的连接和绝缘层的性能。
常见的印刷问题包括图形失真、线宽不一致、线间距不符合要求等。
3. 焊接问题:焊接是FPC制程中连接电子元件的关键步骤,而不良的焊接会导致电子元件与FPC之间的连接不牢固,甚至出现接触不良或短路等问题。
常见的焊接问题有焊点不完整、焊接温度不稳定或焊盘设计不良等。
4. 切割问题:在FPC制程中,切割是将制成好的FPC板切割成需要的尺寸的步骤。
然而,不良的切割会导致切割边缘不平整、切割过深或切割过浅等问题,影响到产品的外观和实用性。
5. 测试问题:最后一个环节是对FPC产品进行测试,以确保其质量符合要求。
不良的测试会导致缺陷产品进入市场,给消费者带来损失。
常见的测试问题包括测试设备故障、测试程序不完善或测试指标不准确等。
综上所述,FPC制程中的不良因素主要包括材料问题、印刷问题、焊接问题、切割问题和测试问题。
在FPC制程中,为了确保产品质量和性能,必须对这些不良因素进行有效的预防和控制。
延续上述所说的FPC制程中常见不良因素,以下是关于每个因素的详细解释和有效控制措施:1. 材料问题:在FPC制程中,选择高质量的基材和覆盖层材料至关重要。
首先,基材的厚度应均匀,以确保整个FPC板的弯曲性和柔韧性一致。
其次,基材表面应无异物、凹凸或损伤,以防止材料在制程中的破裂或损坏。
另外,覆盖层材料的粘附性和耐磨性也必须符合要求,以确保FPC板的绝缘和保护功能。
要解决材料问题,厂商应严格选择和采购合格的材料,并确保供应商提供的材料符合相关标准和要求。
2. 印刷问题:在FPC制程中,印刷是将导线层印在基材表面的关键步骤。
各制程的制作要点自动裁剪裁剪是整个FPQM材料制作的首站,其质量问题对后其影响较大,而且是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养大为重要.而且裁剪机设备精度基本可以达到所裁剪物的精度要求,所以在对操作员操作技术及熟练程度和责任心提高为重点^1.原材料编码的认识如;B08NN00R1B250B铜箔类08:厂商代码1N层别,N,铜片S,单面板D,双面板2N绝缘层类别N.无绝缘层类别K.kapthonP.polyster10绝缘层厚度0,无1:1mil2:2mil20绝缘层与铜片间有无粘着剂0;无1;有R,铜皮类别A:铝箔H:高延展性电解铜R:压延铜E:电解铜1,铜皮厚度B,铜皮处理R:棕化G:normal250,宽度码Coverlay编码原则2.制程质量控制根据首件A.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化.B.正确的架料方式,防止邹折.C.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明裁剪公差为张裁时在土1mm条D.裁时在0.3mm^E.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)G.材料质量,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.3.机械保养严格按照〈自动裁剪机保养检查纪录表>之执行.CNCCNO整个FPC^程的第一站,其质量对后续程序有很大影响.CNC®本流程:组板-打PIN-钻孔-退PIN.1.组板选择盖板-组板-胶带粘合-打箭头(记号)基本组板要求:单面板15张单一铜10张或15张双面板10张单一铜10张或15张黄色Coverlay10张或15张白色Coverlay25张辅强板根据,ff况3-6张盖板主要作用:A:减少进孔性毛头B:防止钻机和压力脚在材料面上造成的压伤.C:使钻尖中心容易定位避免钻孔位置的偏斜D:带走钻头与孔壁摩擦产生的热量.减少钻头的扭断.2.钻针管制办法a.使用次数管制b.新钻头之辨识方法c.新钻头之检验方法3.品质管控点a.正确性;依据对b.钻片及钻孔数据确认产品孔位与c.孔数的正确性,并check断针监视孔是否完全导通.d.外观质量;不e.可有翘铜,毛边之不f.良现象.4.制程管控a.产品确认b.流程确认c.组合确认d.尺寸确认e.位置确认f.程序确认g.刀具确认h.坐标确认i.方向确认.5.常见不良表现即原因断针a.钻机操作不当b.钻头存有问题c.进刀太快等毛边a.盖板,垫板不正确b.钻孔条件不对c.静电吸附等等7.良好的钻孔质量a.操作人员;技术能力,责任心,熟练程度b.钻针;材质,形状,钻数,钻尖c.压板;垫板;材质,厚度,导热性d.钻孔机;震动,位置精度,夹力,辅助性能e.钻孔参数;分次/单次加工方法,转数,进刀退刀速f.加工环境;外力震h.动,噪音,温度,湿度相关连接;我司28日,机种F5149-001-CO1由于程序的使用误用,造成钻孔‘不良’2700张,虽然两公司都有工作上的疏忽,但对于我司的质量要求,故也要对程序要有个相对完善的管理方案.P.T.H站1.PTH原理及作用PTHIR在不外加电流的情况下,通过镀液的自催化(铝和铜原子作为催化剂)氧化还原反应,使铜离子析镀在经过活化处理的孔壁及铜箔表面上的过程,也称为化学镀铜或自催化镀铜,化学反应方程式:2.PHT流程及各步作用整孔—水洗—微蚀—水洗―酸洗—水洗—水洗—预浸—活化—水洗—速化—水洗—水洗―化学铜—水洗. a.整孔;清洁板面,将孔壁的负电荷极化为政电荷,已利与带负电荷的铝胶体粘附b.微蚀;清洁板面;粗化铜fI表面,以增加镀层的附着性.c.酸洗;清洁板面;除去氧化层,杂质.d.预浸;防止对活化槽的污染.e.活化;使铝胶体附着在孔壁.f.速化;将Pd离子还原成Pd原子,使化学铜能锡镀上去。