DIY的自排线绕线机(德国)
- 格式:doc
- 大小:250.00 KB
- 文档页数:9
全自动绕线机控制系统用户手册版权说明本手册未经本公司书面许可,任何人或组织不得翻印、翻译和抄袭。
本手册中的信息资料仅供参考。
由于改进设计和功能等原因,本公司保留对本资料的最终解释权,内容如有更改,恕不另行通知。
调试设备要注意安全!用户必须在设备中设计有效的安全保护装置,否则所造成的损失,本公司没有义务或责任负责。
目录系统概述 (3)一.欢迎界面 (3)二.主界面 (4)三.手动操作 (8)四.I/O调测 (9)五.参数设置 (10)5.1速度设置 (11)5.2限位设置 (12)5.3零点设置 (13)5.4示教设置 (13)5.5当量设置 (14)5.6密码设置 (15)5.7复位设置 (15)5.8工艺设置 (16)六.档案管理 (18)七.档案编程 (21)7.1移动 (23)7.2绕线 (24)7.3缠脚 (27)7.4等待输入 (29)7.5输出 (29)7.6暂停 (30)7.7延时 (31)7.8主轴定位 (32)7.9循环 (33)7.10条件跳转 (35)7.11同步甩线 (36)7.12输出等待 (36)7.13矩阵 (37)7.14速度设置 (38)7.15轴复位 (39)八.报警 (41)九.调机指引 (44)步骤 (44)系统概述本系统适用于各类四轴全自动绕线机,具备绕线、排线、双平面螺旋缠脚等功能。
成功应用于骨架变压器、各类电感、空心线圈、微电机转子等产品设备上。
一.欢迎界面屏幕保护将自动切换到该界面,可以将公司信息放置于此界面,起到一定的品牌宣传作用,见图1.1。
触摸该界面可以返回到屏幕保护前的界面。
图1.1二.主界面进入到系统主界面,见图2.1。
主界面用于自动加工时的界面显示以及待机模式下档案操作和设备调试。
图2.11,格式为:当前档案号/总档案数,当前档案号表示正在执行的档案,总档案数表示系统中存在的总档案个数。
当前档案号可以直接输入选择档案。
2,档案名称对应当前档案号,选择当前档案号后,档案名称将自动更新显示。
自动绕线机原理
自动绕线机是一种用于加工电子产品、电器设备等的自动化设备。
它的工作原理是基于程序控制和机械运动来实现绕线的功能。
首先,用户需要设置机器的参数,例如绕线长度、绕线速度等。
然后,将电线固定在绕线机的夹持装置上,并将电线引入绕线机的传动系统中。
接下来,用户需要编写一个绕线程序,根据具体的绕线要求。
该程序可以在计算机或者控制面板上输入。
绕线程序定义了绕线的路径、角度变化以及速度变化等信息。
一旦启动绕线机,程序会将这些信息传输给控制器。
控制器根据实际情况,调整电机的转速、角度和方向等参数,确保电线按照设定的路径进行绕线。
绕线机的传动系统一般由电机、减速器、传动带等组成。
电机提供驱动力,减速器将电机的高速旋转转换为较低的功率输出,传动带将功率传递给夹持装置,使其能够固定电线。
在绕线过程中,绕线机会根据预设的参数自动调整夹持装置的位置,以确保电线能够保持一定的张力,并且按照指定的路径和方式进行绕线。
一旦绕线完成,绕线机会自动停止,并将完成的产品从夹持装置上取下。
总的来说,自动绕线机通过程序控制和机械运动,实现对电线
按照预设绕线路径进行自动化加工,提高了生产效率和产品质量。
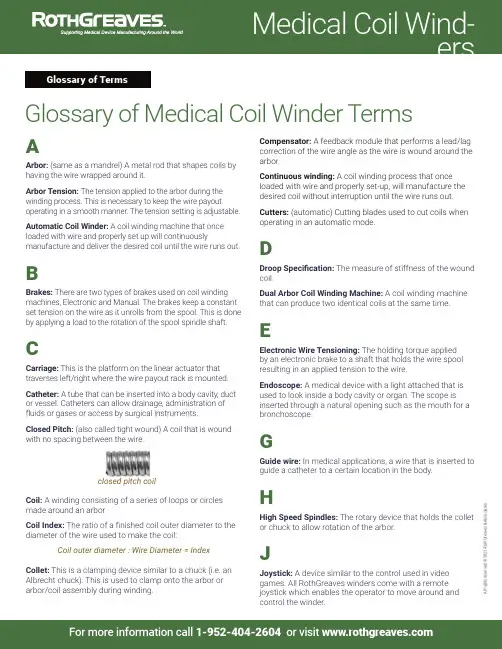
AArbor: (same as a mandrel) A metal rod that shapes coils by having the wire wrapped around it.Arbor Tension:The tension applied to the arbor during the winding process. This is necessary to keep the wire payout operating in a smooth manner. The tension setting is adjustable. Automatic Coil Winder:A coil winding machine that once loaded with wire and properly set up will continuously manufacture and deliver the desired coil until the wire runs out. BBrakes:There are two types of brakes used on coil winding machines, Electronic and Manual. The brakes keep a constant set tension on the wire as it unrolls from the spool. This is done by applying a load to the rotation of the spool spindle shaft. CCarriage: This is the platform on the linear actuator that traverses left/right where the wire payout rack is mounted. Catheter: A tube that can be inserted into a body cavity, duct or vessel. Catheters can allow drainage, administration of fluids or gases or access by surgical instruments.Closed Pitch: (also called tight wound) A coil that is wound with no spacing between the wire.Coil: A winding consisting of a series of loops or circles made around an arborCoil Index: The ratio of a finished coil outer diameter to the diameter of the wire used to make the coil:Coil outer diameter : Wire Diameter = IndexCollet: This is a clamping device similar to a chuck (i.e. an Albrecht chuck). This is used to clamp onto the arbor or arbor/coil assembly during pensator: A feedback module that performs a lead/lag correction of the wire angle as the wire is wound around the arbor.Continuous winding: A coil winding process that once loaded with wire and properly set-up, will manufacture the desired coil without interruption until the wire runs out. Cutters: (automatic) Cutting blades used to cut coils when operating in an automatic mode.DDroop Specification: The measure of stiffness of the wound coil.Dual Arbor Coil Winding Machine: A coil winding machine that can produce two identical coils at the same time.EElectronic Wire Tensioning: The holding torque appliedby an electronic brake to a shaft that holds the wire spool resulting in an applied tension to the wire.Endoscope: A medical device with a light attached that is used to look inside a body cavity or organ. The scope is inserted through a natural opening such as the mouth for a bronchoscope.GGuide wire: In medical applications, a wire that is inserted to guide a catheter to a certain location in the body.HHigh Speed Spindles: The rotary device that holds the collet or chuck to allow rotation of the arbor.JJoystick: A device similar to the control used in video games. All RothGreaves winders come with a remote joystick which enables the operator to move around and control the winder.Allrightsreserved©221RothGreaves&Associates.Glossary of Medical Coil Winder Terms closed pitch coilor visitLLinear Actuator: The translational device used to position the carriage and to move it during coil winding.Linear Encoder: A feedback device that has a read head paired with a scale that encodes position. This allows for exact position location of the carriage.MMandrel: Another name for an arbor.Manual Wire Tensioning: The holding torque applied to the payout spool via a manually adjusted friction brake resulting in tension on the wire payout.Medical Coil: A coil that is used in a medical device Medical Coil Winder: A coil winder that can produce a medical coil. Example; RothGreaves & Associates, Inc. coil winder.Micro-Coil: A small diameter coil wound on small diameter arbor with small diameter wire. An example of a microcoil would be a 0.007” diameter coil using 0.001” wire. All RothGreaves coil winders can make Micro-Coils.Multi Filar: A coil with more then one wire used to form the coil. NNitinol: A metal alloy consisting of Nickel and Titanium which has two unique properties: shape memory and su-per-elasticity.OOpen Pitch: Also called space wound and open wound. This is a coil that is wound with a gap between each wire wrap.Over Winding: The winding of a second coil on top of anoth-er coil.PPayout Angle: This is the angle of the wire to the arbor asthe coil is being wound.Payout Spindle: The spindle shaft on the payout rack that holds the wire spool.Pitch: This is the distance between each wire wrap mea-sured in inches/revolution or mm/revolution.Pre-Tensioned Coil: A coil wound with some amount ofback angle to produce a stiffer coil.SSingle Filar: A coil with one wire used to form the coil. Stent: A medical device inserted into a natural passage / conduit in the body to prevent or counteract a disease-in-duced, localized flow constriction.Stress Relieving: The removal of minor stress in the wire using heat such as delivered from a hot air torch.TTailstock: The movable motor/chuck assembly that clamps onto the right end of the arbor as found on RothGreaves winding machines.Torch: This is similar to a hot air gun. The torch directs heat-ed air at the wire being wound. Certain manufacturing pro-cesses require the wire to be heated prior to being wound. Torque Coil: A coil or coil assembly that can transmit torque. Transition: The area where a coil undergoes a change in pitch.WWire Profiles: The cross sectional shape of a wire used to make a coil. There are three basic types; 1) Round 2) Rectan-gular and 3) Square.A l l r i g htsreserved©221RothGreaves&Associates.Glossary of Medical Coil Winder Terms (cont.)open pitch coilClosed pitch Transition Open pitch1-952-404-2604 or visit。
全⾃动绕线机的组成部件构成⼀台全⾃动绕线机通常有如下部件组成: 1、设备机⾝ 2、电⽓控制系统 3、驱动装置 4、功能性附件 ⼀、设备机⾝这是全⾃动绕线机的主体,主要指的是机架、客体、主轴和其他主要的机械部件。
根据全⾃动绕线机加⼯要求的不同,可以分为各种不同的绕线机,如⽴式、卧式、台式、全⾃动绕线机等等。
全⾃动绕线机因为数控系统是⾼度全⾃动化的设备,它的结构必须满⾜全⾃动化⽣产的要求,所以全⾃动绕线机的机⾝结构在很⼤程度上是经过专门设计⽽得到。
⼆、电⽓控制系统这是全⾃动绕线机的核⼼,包括显⽰界⾯、操作界⾯、运算部件和存储功能部件这⼏部分。
现代全⾃动绕线机的数控系统⼤多是采⽤计算机控制的,数控系统具有下列⼀些主要的功能:联动控制(多轴联动);多种函数的插补;各种编程代码的转化;各种形式的数据输⼊;各种绕线⽅式的选择;故障的⾃诊断等等。
因此我们把数控系统称为CNC系统。
由于CNC系统是绕线机的核⼼,因此全⾃动绕线机的技术⽔平在很⼤程度上依赖于数控系统的技术⽔平。
⽽控制软件则是这个核⼼的关键所在。
现在国内已有很多绕线机⼚家⾃⾏开发研制出⾼⽔平的控制软件。
三、驱动装置这是绕线机执⾏机构的驱动部件。
主要包括主轴驱动单元、排线轴的驱动单元、主轴电机等驱动电机。
普通绕线机的主轴系统是由电机驱动来实现传动和变速。
⽽全⾃动绕线机的主轴和排线运动则是由数控系统发出指令,通过控制器和步进系统的动作来实现。
这样就对全⾃动绕线机的驱动装置有了⼀些特殊的要求。
⽐如全⾃动绕线机的伺服驱动要有良好的快速响应能⼒,能够准确⽽灵敏地跟踪数控系统发出的指令,实现快速启动、变速、停车。
四、辅助装置指的是全⾃动绕线机的⼀些必需的配套部件。
辅助装置包含的⾯很⼴,⼏乎包括了绕线机上的电⽓、⽓动等—系列设备。
由于辅助装置对全⾃动绕线机的功能的实现具有很⼤的影响,现在我国在这些辅助装置配套和发展上也取得了很⼤进步,国产化率已经很⾼了。
德国电工完美布线图德国工程师完美的布线图,完美的布线让咱们都汗颜了,感触随意裁出一块来都能当作做法艺术了,一同来赏识一下德国人的就事特性吧。
1、Schaumal.Dasberuhigtunglaublich.看吧,这真是难以置信。
2、Esistsosch?n.它是如此的漂亮。
3、AlldieKabel.Undsoperfektangeordnet.悉数的电线,被如此完美的绑在一同。
该密的本地密,接口修理的本地很宽松。
4、Beeindruckend.DasisteinundderselbeOrt.相同的本地,摆布两种情况。
不比照没本相。
5、DieganzeOrdnungisteinfachsosinnvoll.全体有序是很有含义的。
这条橙色避免了多少人因啊。
6、WennDeineKabelsogutaussehen,solltestDusiezurSchaustellen.假如你的电线看起来那么棒,那有必要展现给客人。
.这种逼格,只需工业人才懂。
7、UndwelcherheldenhafteMenschauchimmerdasaufsichgenommenhatund esgeschaffthat.DiePersonverdienteineMedaille.哪个勇敢的人着手干这件事而且完结了的,该给他颁个奖章。
8、UnddieserMenschsollteaucheinebekommen.这自个也该拿一个(奖章)。
(摆布比照)9、Makellos.完美!完美!完美!电缆成为豆腐块,白璧无瑕!10、Einfachtraumhaftsch?n.如梦境般夸姣。
.黄色表明丈量电缆,规规矩矩。
11、EsgibtnichtsSch?neresanzusehen.没有比这看起来更美的了。
没见过如此计划。
12、Esisteinfachallessoordentlich.这悉数都是那么规整。
任何仪控工程师翻开柜门:惊呼靠谱!13、Dasmuuml;ssenallesehen.悉数人都得看一看。
绕线机绕线不平整竟然是这些原因
1.物料
不同的线材,比如漆包铜、漆包铝等,外径存在一些差异,有圆形、方形。
还有不同的漆包线厂家,标准也不一样,生产的质量、外径等都存在一些差异。
也有的和平时的参数设置有些区别,如果设置不恰当,就会造成全自动绕线机绕排线不整齐。
2.张力器调整错误
如果张力太小的话,就会导致全自动绕线机绕线不紧凑,松垮,绕线就会出现不整齐现象;张力太大,则容易造成断线、伤线,所以合理的张力控制很重要。
还有张力器的质量也很关键,尽量选用品牌厂家的产品。
3.伺服驱动控制器
控制器好比人的大脑,数据及参数都是由它来控制的,很多控制器精密度不够,导致出现一些偏差没法调整,这也容易造成全自动绕线机绕排线不整齐状况。
4.排线及模具装置
排线装置的精密度影响排线的整齐,这是直接影响排线不整齐的关键,排线及模具的定位及安装一定要符合精度要求,不合适就需要微调修改,直到绕出的线标准整齐,无偏差为止。
以上便是全自动绕线机绕线不平整的主要原因,其实这个是多方面因素影响的,既有硬件因素,也有软件因素,只有两者相互配合,通过专业的技术人员操作,才能顺利完成这一项工作。
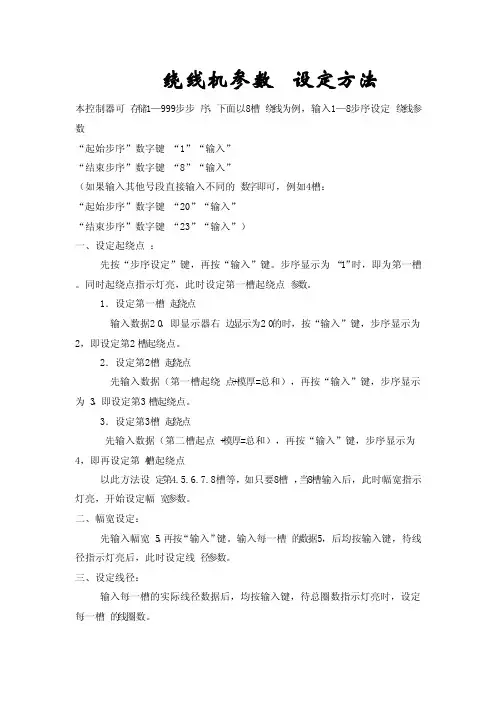
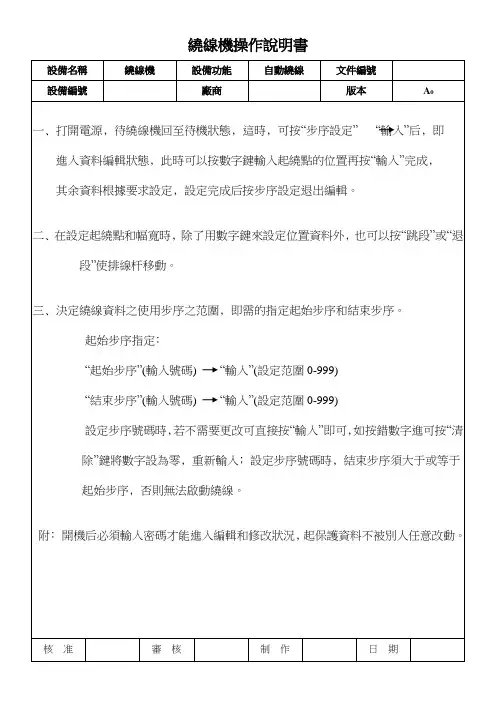
绕线机参数设定方法本控制器可存储1—999步步序,下面以8槽绕线为例,输入1—8步序设定绕线参数“起始步序”数字键“1”“输入”“结束步序”数字键“8”“输入”(如果输入其他号段直接输入不同的数字即可,例如4槽:“起始步序”数字键“20”“输入”“结束步序”数字键“23”“输入”)一、设定起绕点:先按“步序设定”键,再按“输入”键。
步序显示为“1”时,即为第一槽。
同时起绕点指示灯亮,此时设定第一槽起绕点参数。
1.设定第一槽起绕点输入数据20,即显示器右边显示为20的时,按“输入”键,步序显示为2,即设定第2槽起绕点。
2.设定第2槽起绕点先输入数据(第一槽起绕点+模厚=总和),再按“输入”键,步序显示为3,即设定第3槽起绕点。
3.设定第3槽起绕点先输入数据(第二槽起点+模厚=总和),再按“输入”键,步序显示为4,即再设定第4槽起绕点以此方法设定第4.5.6.7.8槽等,如只要8槽,当8槽输入后,此时幅宽指示灯亮,开始设定幅宽参数。
二、幅宽设定:先输入幅宽5,再按“输入”键。
输入每一槽的数据5,后均按输入键,待线径指示灯亮后,此时设定线径参数。
三、设定线径:输入每一槽的实际线径数据后,均按输入键,待总圈数指示灯亮时,设定每一槽的线圈数。
四、设定圈数:将每一槽的圈数输入后,均按输入键,待起绕慢车设定指示灯亮时,即可设定起绕慢车参数。
五、设定起绕慢车:输入每一槽的起绕慢车数据为1.0后,均按输入键,待停止慢车指示灯亮时,即设定停止慢车参数。
六、设定停止慢车:输入每一槽的停止慢车数据值为5-15后,均按输入,此时,高速指示灯亮起,即设定高速参数。
七、设定高速:输入每一槽数据为99后均按输入键,待低速指示灯亮起即设定低速参数。
八、设定低速:输入每一槽数据为25后均按输入键,待起绕点指示灯重亮起,此时参数已设定完,再看以下设定。
全自动绕线机的使用方法全自动绕线机是一种用于电子元器件生产中的自动化设备,它能够高效地完成线圈的绕制工作。
本文将介绍全自动绕线机的使用方法。
一、准备工作在使用全自动绕线机之前,需要进行一些准备工作。
首先,要确保绕线机的供电正常,并连接好电源线。
其次,要检查绕线机的各个部件是否完好无损,如绕线头、导线夹持装置等。
最后,要准备好需要绕制的线圈相关材料,包括导线、线圈骨架等。
二、设置参数在使用全自动绕线机之前,需要根据实际需求进行参数设置。
首先,要设置绕线的圈数和线径,根据所需线圈的规格确定。
其次,要设置绕线的速度,根据实际生产需要进行调整。
最后,要设置绕线的方向,根据线圈的特殊要求进行选择。
三、安装导线在开始绕线之前,需要将导线正确地安装到绕线机的绕线头上。
首先,将导线穿过导线夹持装置,并将其固定好。
然后,将导线引导到绕线头上,并进行正确的定位。
最后,使用夹具将导线夹紧,确保其稳定不松动。
四、开始绕线当一切准备就绪后,即可开始绕线。
首先,将绕线机打开,并按下启动按钮。
然后,绕线机会自动进行绕线操作。
在绕线过程中,要注意观察绕线的质量和速度,确保线圈的绕制效果符合要求。
若发现异常情况,应立即停止绕线,并进行检查和调整。
五、结束绕线当线圈绕制完成后,即可结束绕线操作。
首先,将绕线机停止,并将绕线头移开。
然后,将绕制好的线圈从绕线机上取下,并进行必要的检查。
最后,及时清理绕线机和工作场地,保持整洁。
六、注意事项在使用全自动绕线机时,还需要注意一些事项。
首先,要确保操作人员具备相关的技术知识和操作经验,以确保操作的安全和正确性。
其次,要定期对绕线机进行维护和保养,以确保设备的正常运行。
最后,要注意操作过程中的安全防护,如戴好防护手套、眼镜等。
总结:全自动绕线机的使用方法包括准备工作、设置参数、安装导线、开始绕线和结束绕线等步骤。
在使用过程中,需要注意操作人员的安全和设备的维护保养。
通过合理的操作和正确的参数设置,全自动绕线机能够高效地完成线圈的绕制工作,提高生产效率和产品质量。
全自动绕线机操作说明一、安全须知1.操作人员必须经过专业培训并具备一定的机械设备操作经验;2.在操作绕线机之前,必须穿戴好安全装备,如安全帽、工作服、安全鞋等;3.确保操作绕线机的场地环境干燥、通风良好,并远离易燃物品;4.在操作绕线机前,务必检查机器的各个部件是否完好并处于正常工作状态;5.严禁在操作绕线机时将手指或其他物体放入机器内部;6.操作结束后,必须关掉绕线机的电源,并进行定期清洁和维护。
二、绕线机的基本结构1.机架:绕线机的主要承载部件,由钢材焊接而成;2.绕线系统:由电动机、绕线器、张紧装置和导线机构组成;3.控制系统:由电控箱、控制器、人机界面等组成。
三、操作步骤1.打开电源开关,并启动绕线机的电控箱;2.操作人员可以通过控制器上的按钮或电脑上的软件来设置绕线机的工作参数,如绕线速度、绕线圈数等;3.将需要绕线的导线放置在导线机构上,并通过张紧装置使导线保持适当的张力;4.调整绕线器的位置和角度,使其与导线位置相匹配;5.按下启动按钮,绕线机开始工作,绕制导线;6.在绕制过程中,及时检查导线的绕制情况,确保绕制质量;7.如果需要改变绕线方向或角度,可以通过控制器上的相应按钮进行调整;8.当绕线任务完成后,按下停止按钮,绕线机停止工作;9.关闭电控箱的电源开关,断开绕线机与电源之间的连接;10.取下绕制完成的导线,并进行相应的检查。
四、维护与保养1.绕线机使用一段时间后,应进行定期的清洁和润滑工作;2.清洁绕线机时,首先切断电源,并清除机器表面的尘土和异物;3.使用干净的棉布擦拭绕线机的各个部件,并用专用的清洁剂清洗绕线器等关键部件;4.在绕线机的轴承处加入适量的润滑油,保持机器正常运转;5.定期检查绕线机的电线和电源接线是否有损坏,如有发现问题及时修复或更换;6.定期检查绕线机的电控系统,确保控制器和人机界面的正常工作;7.维护过程中,永远不要直接触摸电器元件,以免发生触电事故;8.对于复杂的故障,应及时请专业维修人员处理。
全自动绕线机操作说明(共3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--全自动绕线机操作说明书<一> 安装要领:将机器移到预定生产的排线上,定位好,装上气压,并调到cm2,插接上220V单相电,并装上地线;<二> 开机前要领:检查各机件是否松脱或移位,并调整、校正、锁紧;各部电线接头是否紧固,重新检查好以上完成;<三> 打开空气开关,并以万用表量过确认电压220V无误;打开电源旋钮开关。
此时进入人机画面的工作范围;<四> 人机画面内容:把左右两个马达的飞叉找到原点位置,把旋钮转到步进位置,按下人机画面右上角工具,人工位即显示:模入:即让模具左右部向中心移装到位,有感应保护;模出:即让模具左右部向外部退出间隙部,有保护;顶头:即让模出为中间段间隙,以利转子转到时,得到间隙;夹具:即转子向中间推到位,感应自动夹紧;线:在绕线过程中勾线,勾入勾后,把线推到勾完整;推进:自动拉线的基本定位;夹线:把线夹紧功能;拉线:把线拉断功能;压线:勾线过程中把第一个勾的线补充压紧功效;压线归位:把压线组具归到定点上。
以上各部均可由手动操作来调节间隙和定位,以达到机器运转的精准度。
<五> 参数设定:进入参数设定(1)下勾角度:飞叉在勾线前一步停待的角度;(2)上勾角度:飞叉在勾线入线的正确角度;(3)圈数:转子所需绕线的正确圈数;(4)飞叉导线角度:绕完线勾好最后一勾要夹线的角度;(5)绕线速度:即左右飞叉的绕线速度;(6)挂勾角度:转子的移动量到勾线的位置;(7)勾线角度:转子反转勾线到勾槽所需角度;(8)绕线角度:转子绕线所定位置的角度;(9)转子导线角度:绕完线勾好最后一勾,转子转到让夹线达到入导槽的角度;(10)压线角度:补助第一次勾线不让线脱或断的角度;<六>转子分类为对比槽数与勾数的设定法,分为1:1式、1:2式和1:3式,一般只取前二者用之,而此二者各分类:左叠式和右叠式。
所以叫烂牛,是因为铁心是采用经挑选的二手旧铁心,全部材料成本撑死不足100元,设备也落后,一台不足30元的手动绕线机,绕制手法也比较原始与传统。
但以价论声,性价比倒也不俗,效果不说出色,也过的去,可以满足一般普通受众的要求,故整理贴上,以期对初入胆坛而囊中羞涩同学有所帮助。
1、做线框,0.4mm弹性纸两层,见图1;2、线框绝缘,缠绕0.08电缆纸和0.12黄腊绸各一层,用只胶带粘住,见图2;3、用0.08电缆纸包裹初级漆包线线头,出线端打折(防止绕开头几匝时拉出线头),用纸胶带粘住,见图3;4、绕初级线圈第一段,等线圈压住线头和纸框绝缘层时,扯掉纸胶带,见图4;5、绕满一层后,用纸胶带粘住线尾,在线圈两端用牛皮封箱带裁成的窄胶带粘贴防塌护边,见图5;6、加层间绝缘0.05电话纸一层,加纸时,先在绝缘纸靠头位置剪一豁口,把漆包线通过豁口拉到上一层开始的一边,用纸胶带粘住绝缘层后,再在绝缘纸靠尾部的位置剪一豁口,引出漆包线绕下一层,这就是所谓的Z型绕法。
参见图6、图7、图16—图18;7、在绕完一段初级还有50匝左右的位置,压入6—8毫米宽对折的电缆纸条。
待绕完后将线尾穿入纸条,把纸条拉紧进行收尾,见图8;8、焊接出线焊片,套黄蜡套管,包裹0.08电缆纸绝缘,见图9—图10;9、组间绝缘,缠绕0.08电缆纸2层,0.12黄蜡绸1层,黄蜡稠夹在电缆只中间,见图11;10、绕次级第一段,用黄蜡套管套住线头和焊片,并包裹电缆纸后再绕,见图12;11、次级线圈第一段收尾,并用合适宽度和厚度的弹性纸垫平线圈的两段,见图13;12、组间绝缘,同步骤9;13、焊接初级上一段,再绕下一段,焊接处2层0.08电缆纸,1层0.12黄蜡绸包裹,黄蜡绸夹在电缆纸中间,见图14;14、每层绕完后均需要贴防塌护边,图15为线圈与防塌护边的效果图;15、绕完初级第二段后,进行组间绝缘,方法同步骤9;16、连接上一段次级绕组,绕下一段次级线圈,见图19、20;17、次级收尾,套管,焊引出焊片,垫平线圈两端,见图21;18、组间绝缘;19、初接连接,绕最后一段初级线圈,绕好收尾连接,见图22;20、组外绝缘,缠绕0.08电缆纸2层半(半层指纸带接头按排在铁芯窗口内),1层0.12黄蜡稠,线包完成,见图23。
自动绕线机绕线参数的设定方法现代自动绕线机随着科技的进步其功能和控制也变得更为强大和可靠,相比传统绕线机性能更为出众,工作效率也得到了很大的提高,作为一个集数控、光电、气动等一系列新技术应用的设备,其结构和功能的复杂程度也在增加,那么自动绕线机绕线参数的设定方法是怎么样的呢?下面就为大家做一个简单的介绍。
起绕点的设定自动绕线机起绕点的含义就是设备开始排线的起点,是排线轴与绕线骨架之间的一项距离参数,该参数由具体的绕线工艺决定,绕线机一般都具有实时测量功能,通过该功能可以在测得起绕点的数据,也可以通过人工方式进行计算得出起绕点的数据,设定该参数是需要注意的是搞清楚设备的排线方向,排线方向与起绕点设定正确于否有直接的关系,要确保设定的起绕点符合绕线工艺。
绕制线径的设定线径的含义就是绕制线圈所用的漆包线的直径,线径的正确设定决定了绕线机能否正常排线,应该根据实际线径加上O〜5%线径修正量,使用铜线和铝线的差别很大,因为材质的不同其设定值也不同,使用铜线时其线径修正值可以适当减小,使用铝线时,应结合张力值的设定来调整线径修正量。
绕线宽幅的设定宽幅简单的理解就是从起绕点到该层绕线结束的距离,同样也就是绕线骨架的距离,宽幅的设定需要考虑骨架的实际变形量,对于骨架变形严重的要加大变形量的修正值,宽幅值的设定也可以借助绕线机的测量功能来完成,对于骨架的测量也是必须的,有针对性选取一定数量的骨架作测量,综合测量的数据来设定绕线宽幅。
其他常用参数的设定自动绕线机常见的设定参数还有自动启动、自动归位、层层停、慢速等一系列的辅助功能,这些功能需要根据用户的实际绕线工艺来配合使用,张力装置在绕线机中也起着重要的作用,张力设定得当可以使绕制的线圈更为服帖和美观,反之张力设定不当会出现脱漆、改变线圈的电气特性。
当用户熟悉了设备参数的设定方法后应该结合自身绕线产品的特点去调整设备,设定方法不是一成不变的,可以灵活的组合应用,用户应当在实际使用中加以总结,这样才能更好的发挥自动绕线机的效率和作用。
自制简易小型绕线机在研发开关变压器时,一时购不到绕小型变压器的绕线机,于是用木板、8#铁丝、Φ3长螺丝和Φ3螺帽及Φ3、Φ5垫片等制作了一个简易小型绕线机和线滚架,绕制出几款小型铁氧体变压器,效果良好。
实物见图1。
下面介绍制作方法,供参考。
一、绕线机制作方法及步骤 1制作框架笔者用饰家用木地板的下脚料,制作一个长、宽、高为13×13×9cm的木框。
为了结实,用Φ3左右的钻头打孔8个(每边上下各个),用Φ4的木螺丝加以固定。
制作时,注重细致、准确和牢靠。
框架制成后,在任对应端面各打一个Φ3.6mm~Φ4mm的孔,该孔左右居中,上下选为2cm处,以便后续装绕线摇把。
框架也可用类似的现成木盒、铁盒等代替,几何尺寸亦因材制宜,只要合适即可。
2制作摇把最好用钢锯(保持端头平整)截取8#铁丝制成如图2所示形状的摇把。
然后用锉刀把两端头挫平(也可用砂轮或粗砂纸,甚至在水泥地面上磨平)。
在两端磨平的基础上,再把短头端齐口沿磨边,以防摇把时割手。
3组装组装前,先准备Φ5垫片2只,长2.5cm--3cm、直径Φ3的长螺丝1颗,Φ3螺帽2个,以及A、B胶(亦称哥俩好),然后便可组装。
组装步骤如下:将摇把长端穿八制作好的框架一个孔中,在刚穿八框架内侧的摇把头上穿人一只Φ5垫片,然后将穿入的摇把头再穿入框架的另一个孔中。
接下来,在穿入孔中的摇把长杆头露出5cm时,将穿入内侧的垫片靠在长杆头处木框内侧,把调好的A、B胶适量涂在摇把与垫片结合的外部,待胶快完全凝固前(10分钟~20分钟时),转动几下摇把,防止垫片孔露过的胶将木框与垫。
DIY的自排线绕线机(德国)Die Kreuzwickelspule ist die verbreitetste Spulenform in der Hf-Technik. Der Spulendraht wird lagenweise im Zick-Zack aufgewickelt. Die Windungen kreuzen sich ständig, und jede Windung hält die vorhergehende fest. Zum Wickeln dieser Spulen werden V orrichtungen mit einer besonderen Drahtführung benötigt, die den Wickeldraht während einer Umdrehung des Spulenkörpers bzw. -dorns über die gesamte Spulenbreite hin- und herbewegt.交叉卷绕的线圈的线圈的RF技术是最常见的形式。
线圈导线缠绕在层中的Z字形图案。
轮流相交不断,每回合保持最后。
的移动设备的用于卷绕所述的线圈与一个特定的线引导件是需要的,该绕组的绕线管或心轴的旋转过程中,在整个骨架宽度往复移动。
Die hier beschriebene Wickelvorrichtung kann in jeder Werkstatt und von jedem einigermaßen geschickten Praktiker nachgebaut werden. Der Aufbau ist an Einfachheit kaum zu übertreffen, und es sind keine Spezialteile, wie Kegelräder usw., erforderlich.这里所描述的卷绕装置可以被复制到任何车间和任何合理的熟练技术人员。
设置为简单起见,很难被击败,以及有没有特殊的部分,例如锥齿轮,等等,需要。
Das Prinzip der Kreuzspulen-Wickelmaschine zeigt das folgende Bild.在下面的图像中所示的交叉线圈卷绕机的原理。
Der Spulenkörper wird auf die Achse l (in den beiden Lagern A) gesteckt und mit dem Kurbelrad 2 gedreht. Der Wickeldraht läuft von der V orratsrolle über den Führungsschlitz 3 am Arm 4. Dieser Drahtführungsarm ist an einer zweiten parallelen Achse 5 befestigt. Diese Achse liegt in zwei Lagern B und ist axial verschiebbar. Sie wird mit der Feder 6 gegen eine Taumelscheibe 7 gedrückt, die mit dem Seilrad 8 verbunden ist und über eine Schnurtransmission beim Drehen des Kurbelrades 2 mit bewegt wird und den Drahtführungsarm somit steuert.与曲柄第二筒管放置在轴线L上(在两个轴承A)和旋转在导槽3从供应辊上的第四臂运行绕组此导线导向臂连接到一个第二平行轴线5。
此轴位于在两个轴承B和轴向移动的。
它是对一个旋转斜盘7,其被连接到钢索滑轮8和被移到与两根金属丝导臂的曲柄轮的旋转过程中的传输线,从而控制由弹簧6按压。
Bei jeder Umdrehung des Rades führt der Arm eine Hin- und Herbewegung in Richtung der eingezeichneten Pfeile aus. Der Hub bestimmt die Breite der Spule. Er ist durch die einstellbare Neigung der Taumelscheibe wählbar. Das Seilrad 8 läuft ein wenig schneller als das Antriebsrad 2, mit einer Übersetzung von 20 : 21, damit die Hin- und Herfuhrung des Drahtes bereits kurz vor der vollen Umdrehung der zu wickelnden Spule beendet ist; sonst käme bei genau gleicher Umdrehungszahl Windung über Windung zu liegen.如果在车轮每转一圈需要一个来回运动中的箭头方向的臂。
的行程确定所述线圈的宽度。
它可以选择由可调倾角的斜盘。
的电缆轮8运行有点快比的驱动车轮2,用20:21的比例,所以,的圆形-Herfuhrung的导线被终止不久的完整的革命的线圈之前是伤口,或其他在完全相同的相同的旋转速度将转一转说谎。
Die Gesamtkonstruktion veranschaulicht das folgende Bild.整体设计显示,如下图所示。
Die Spulenachse (Position 1 im ersten Bild oben) ist 150 mm lang und 5 mm stark und auf einer Länge von 110 mm mit einem Gewinde versehen. Der glatte Restteil von 40 mm liegt in zwei Lagern, auf dem nächsten Bild links oben. Am rechten Ende ist das Seilrad mit Kurbel angebracht.的线圈轴(第一画面中的位置1)是150毫米长和5毫米厚的,并且被设置在与某个线程的长度为110毫米。
40毫米的两大阵营中的下一个画面上方的剩余顺利的一部分离开了。
在右端的钢索滑轮安装曲柄。
Das zweite Seilrad mit der Taumelscheibe sitzt fest auf einer kurzen Achse in einem passenden Lager. Die Neigung der Taumelscheibe wird wie auf dem nächstenBild, ganze rechte Bildhälfte, einstellbar gemacht. Zwischen dem angedrückten Ende der verschiebbaren Drahtführungsarm - Achse 6 und der Taumelscheibe 7 befindet sich ein 3-mm-Stahlkügelchen, das in die Achse halb eingelassen ist.与旋转斜盘的第二电缆轮被固定在一个适当的轴承上的短轴。
旋转斜盘的倾斜是由下一个图象,在屏幕的整个右半,可调。
线导向臂轴位移- 6和旋转斜盘7之间的按压结束,有一个3毫米钢珠,这是半埋的轴线。
Der Drahtführungsarm wird mit einer 250-g-Feder nach unten gezogen und liegt dadurch auf der zu wickelnden Spule (nächstes Bild, links unten). Das sorgt für eine stramme Lage der Spulenwindungen. Der Führungsschlitz für den Wickeldraht soll bis zur Mitte des Spulenkörpers reichen.导丝臂被拉到一个250克的弹簧向下,因而线圈上的伤口(下一张照片,下图左)。
这使得一个艰难的情况下的线圈绕组。
绕组的导槽的是延伸到中心的筒管。
Als Antriebsschnur zwischen den beiden Seilrädern hat sich Nylon-Schnur von 3 mm Stärke bewährt. Die absolute Größe der Seilräder ist nicht kritisch, lediglich die angegebene Übersetzung von etwa 20 : 21 soll beachtet werden. Man erzielt sie leicht, indem man zwei gleich große Räder beschafft und bei Rad 8 den Auflagedurchmesser für das Seil durch Aufkleben von Klebeband vergrößert.两者之间的绳轮驱动线是3毫米的尼龙线已被证明。
绳轮的绝对大小,不是关键的,只有指定的换算为约20:21以被观察。
他们很容易获得通过购买两个同样大小的车轮和轮加大支持缆索直径的胶粘带。
Die gesamte Vorrichtung wurde beim Verfasser dieses Artikels auf ein Holzbrett mit den Maßen 13 x 18 cm gesetzt. Beim Spulenwickeln wird das Brett mit einer Schraubzwinge an den Tisch geklemmt.整个装置是作者的这篇文章放在一块木板的尺寸为13 x 18厘米。