HFW焊管轧机管理系统
- 格式:pdf
- 大小:507.51 KB
- 文档页数:4
宝钢610HFW中口径焊管厂简介宝钢股份 于云靖概述:为顺应我国能源建设飞速发展的需要,满足国内外市场对高钢级中口径HFW焊接石油套管和管线钢管的需求。
2005年,宝山钢铁股份有限公司投资约11.7亿元人民币建设的一个年产30万吨∮219.1~610mm HFW焊管的中口径直缝焊管厂。
宝钢HFW焊管厂由HFW直缝焊管生产线、焊管精整生产线、石油套管生产线和热处理线及与之配套的公辅设施组成,该厂已于2005年10月建成投产一、生产规模及产品方案宝钢HFW直缝焊管生产线设计生产规模为年生产直径∮219.1~610mm 焊管30万吨。
宝钢HFW厂在HFW直缝焊管生产线年产量30万吨框架下,年产焊接石油套管9万吨、管线管18万吨,结构用圆管1.5万吨及方、矩管1.5万吨;无缝石油套管3万吨(管体由无缝钢管厂生产)。
宝钢HFW主焊管线系根据德国SMS Meer在HFW焊管领域的最新技术成果,参考国际同类最新HFW机组的发展动态,以及国内外用户的最新要求由德国SMS Meer公司总成设计而成。
为满足国内外用户对高钢级石油套管和管线钢管的需求,这条线的设计起点就比较高,可生产的最高钢级为N80,X80,同时增设了全管热处理设备,经热处理后的钢级最高可达P110。
同时也可生产需要热处理的高等级结构钢管。
生产的产品壁厚最大可达20mm。
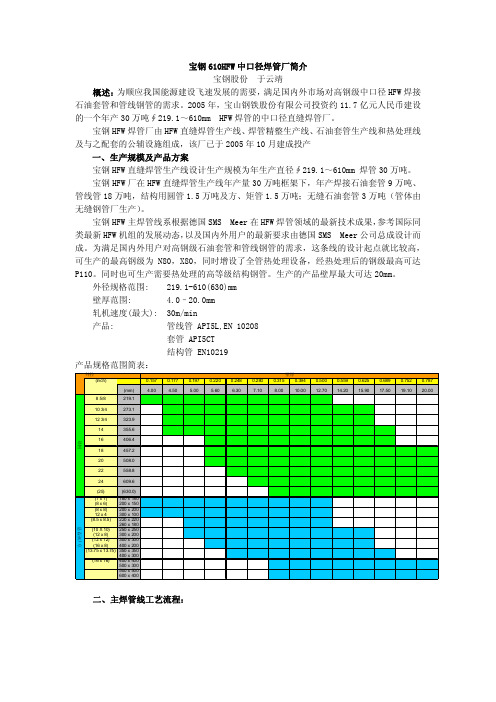
外径规格范围: 219.1-610(630)mm壁厚范围: 4.0–20.0mm轧机速度(最大): 30m/min产品: 管线管 API5L,EN 10208套管 API5CT结构管 EN10219产品规格范围简表:二、主焊管线工艺流程:三、主焊管线设备及特点:设计位于地面下的钢卷小车可以很容易的用行车或卡车上料。
小车设计坚固,最大承载可达45吨,便于使用大钢卷。
钢管小车设有驱动辊,方便在开卷机上重新定位带钢头部的位置。
开卷机:双膨胀轴式开卷机,不会损伤带钢边部, 设计可以承载最大45吨的钢卷。

液压伺服系统在粗轧机上的应用李鹏来① 贾占涛 张章 贾垭楠 武文飞(首钢京唐钢铁联合有限责任公司 河北唐山063200)摘 要 重点介绍了在轧制过程中液压压下装置、上支承辊液压平衡装置、上工作辊液压平衡装置的功能和液压控制原理,阐述了液压压下装置的闭环控制过程,并提供了上支承辊与上工作辊平衡力的计算方法。
关键词 液压压下装置 平衡装置 平衡力中图法分类号 TG333.1 TH117.2 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 05 029TheApplicationofHydraulicServoSysteminRoughingMillLiPenglai JiaZhantao ZhangZhang JiaYanan WuWenfei(ShougangJingtangIronandSteelCo.,Ltd.,Tangshan063200)ABSTRACT Thefunctionandhydrauliccontrolprincipleofthehydraulicscrewdowndevice,thehydraulicbalancedeviceoftopbackuprollandthehydraulicbalancedeviceoftopworkingrollintherollingprocessareintroducedemphatically.Theclosed loopcontrolprocessofhydraulicscrewdowndeviceisdescribed,andthecalculationmethodofbalanceforceoftopbackuprollandtopworkingrollisprovided.KEYWORDS Hydraulicscrewdowndevice Balancedevice Balanceforce1 前言目前,液压伺服系统在冶金工业领域占有重要地位,特别是需要大功率、响应快速、精确控制的系统大多采用液压伺服控制。
1 管理流程磨辊间主要承担热轧部各机架不同轧辊的磨削和加工,同时还承担着拆卸、清洗和装配各种轧辊轴承座的任务,按照轧机完成对相应磨床的配置。
工作辊自轧机换下之后通过过跨电平车送至磨辊间,运用轧辊冷却装置对轧辊表面喷水进行冷却,再将降温后的轧辊放置到冷却装置旁边的鞍座上,然后由磨床上的带轴承座对温度均匀的轧辊进行磨削,待磨削好之后存放待用。
轧辊若须卸下或重新安装轴承座时,在轧辊轴承座拆卸装置上进行。
磨辊间计算机管理系统主要管理磨辊间内的轴承座、轴承以及轧辊等设备,全面跟踪轧辊以及轴承和轴承座使用全程,对磨辊间内待使用、已使用以及存放或待修的轧辊进行有效管理,同时指导轧辊的磨削生产。
主要流程如图1所示。
2 系统组成磨辊间管理系统的核心是轧辊数据管理,轧辊管理计算机系统的结构模式为C /S 式的,而其应用服务器和数据库则选用高性能的PC 服务器担任,全面收集和管理热轧厂的轧辊实际数据和计算机系统接口,同时,选用PC 机作为系统的rolls is carried out according to the actual performance, the rolling performance and the grinding record� In the modern board control technology, the roll profile and size data of the roll are one of the important parameters of the mill thickness and plate type control� It is the premise to improve the quality control precision of the strip� The grinding roll management system has become an indispensable part of the computer control system of hot strip rolling�Key words : grinding roller; management system图1 轧辊间物流图65座以及轧辊等设备进图3 磨辊间管理系统主要功能图配辊管理:计算机辅助人工配辊。
HFW的工艺研究【摘要】HFW钢管在近几年应用上有了大量的进步,这个与管网支线需要、钻井需要及HFW钢管的生产速度快、外观质量好、焊缝质量达到要求有关,但是壁厚、材质均不高,此次针对¢356×14材质X65矿浆运输管线,结合制管工艺、加强成型、焊接及焊后在线热处理的质量控制,满足矿浆管线对HFW 焊管的高要求。
【关键词】HFW钢管;焊缝质量;成型;焊接;热处理1.HFW钢管主要介绍(1)HFW钢管成型方式用很多种,由于技术在不断的更新,目前NAKATA 设计的FFX成型方法,深得业内人士好评,此次¢356×14矿浆管线的生产应用的就是NAKATA的轧机。
HFW钢管的焊接工艺是采用高频电流产生的集肤效应原理把就卷板边缘进行加热至熔融状态,在通过机械挤压方法进行焊接。
高频焊接示意图(见图1)。
(2)HFW钢管主要质量指标——焊缝冲击韧性。
通过HFW钢管的工艺生产的焊缝中心会出现一条白色熔合线、熔合线两侧的热影响区会产生由中部向内外表面方向延伸的金属流线,熔合线、金属流线、腰鼓的数值能既能对焊缝质量提前做出判断也能为生产提供依据。
如图2,影响焊缝冲击韧性的主要因素有:原料的理化性能、原料的晶粒度及非金属夹杂物、焊缝热处理条件、成型条件、焊接条件。
2.¢356×14调试过程2.1首先进行卷板检验(见表1、表2、表3)。
(1)金相实验:晶粒度11级、无夹杂物、无偏析。
原料检验合格、投料生产。
2.2调试过程(见表4):2.2.1初步调型要求将焊缝调整对称,使内外毛刺大小一样。
达到工艺要求的挤压量,做金相实验如图3。
从金相分析,上面腰鼓较宽,腰鼓中心不对称,内流线角度偏大,由此可判断在焊接的时候,板边呈V型,需调整挤压辊上辊,使在两板边在焊接时平行接触,并且将错边消除。
同时微调挤压辊侧辊,保证外观质量。
调整后图片(见图4)。
初步调型完成,加上在线热处理,进行第一次工艺评定实验,实结果(见表5、表6)。


钢管冷轧机工作原理钢管冷轧机是一种重要的冷处理设备,用于将热轧钢坯或钢管进行冷加工,使其形成规定尺寸和表面质量的冷轧钢管。
在钢管冷轧机中,通过多道辊轧制的过程,将钢坯的截面尺寸和机械性能进行改变,获得所需的冷轧钢管。
钢管冷轧机的工作原理主要包括给料系统、调辊系统、冷轧系统和出料系统。
首先,钢管冷轧机的给料系统将热轧钢坯或钢管送入冷轧机的工作区域。
通常采用机械手或辊道来实现钢坯的进料。
给料系统的目的是将钢坯准确地放置在辊轧区域中,并确保钢坯与辊轧系统保持适当的压力和传动速度。
其次,调辊系统用于调整冷轧机中辊轧的间距和角度。
通过调整辊轧系统的间距和角度,可以实现对钢坯的不同加工要求。
辊轧系统由上下两组辊轧组成,辊轧的操作方式可以是单向轧制或者双向轧制,以实现不同工艺要求下的冷轧加工。
接下来,冷轧系统是钢管冷轧机中最关键的工作部分。
在冷轧系统中,通过辊轧的力量和冷却液的作用,将钢坯的截面尺寸和机械性能进行改变。
辊轧系统由多道辊轧组成,每道辊轧负责完成不同的冷轧工序。
钢坯通过多道辊轧的过程,逐渐减小截面尺寸,使得钢坯变为冷轧钢管。
最后,出料系统将冷轧完成的钢管从钢管冷轧机中取出。
出料系统通常采用机械手或辊道,将冷轧钢管妥善地运送到下一个工序或存储区域。
总的来说,钢管冷轧机通过给料系统将热轧钢坯或钢管送入冷轧机的工作区域,通过调辊系统调整辊轧的间距和角度,然后通过冷轧系统进行多次辊轧的过程,最终通过出料系统将冷轧钢管取出。
这个过程中,钢坯的截面尺寸和机械性能得到了有效地改变,满足了不同的工程要求。
钢管冷轧机具有高效、精准的冷加工能力,广泛应用于建筑、制造、石化等行业。
通过了解钢管冷轧机的工作原理,可以更好地理解冷轧钢管的生产过程,为冷轧钢管的生产和使用提供指导。
在实际应用中,还需要根据具体的冷轧工艺和材料特性,合理调整冷轧机的参数,以获得理想的冷轧效果。
四辊可逆冷轧机传动电控系统设计毕业设计目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)1 绪论 (1)1.1 轧制过程自动化 (1)1.2 轧机的分类 (2)1.3 四辊可逆冷轧机传动系统的电气要求 (5)1.4 本设计的意义及工作 (6)2 四辊可逆冷轧机的结构及工艺流程分析 (8)2.1 四辊可逆冷轧机的发展和技术特点分析 (8)2.2四辊可逆冷轧机的结构 (11)2.3 冷轧工艺流程 (14)3 四辊可逆冷轧机的控制单元 (17)3.1 四辊可逆轧机的工作原理 (17)3.2 四辊可逆冷轧机各单元的控制 (17)4 电控单元器件的选择及参数设计 (20)4.1 PLC的简介及选择 (20)4.2 变频器的简介及选择 (22)4.3 变频器运行参数的设置 (25)4.4 变频器外围设备的选择 (26)5 工作流程 (29)5.1 主油泵工作流程 (29)5.2 加热器工作流程 (30)5.3 轧机压靠工作流程 (30)6 系统调试 (32)7 结论 (34)参考文献 (35)致谢 (36)附录11 绪论冶金行业作为国民经济的基础产业,得到了迅速发展。
冶金行业在经历了以数量扩张为主的发展时期后,进入了加速结构调整、提高竞争力为主的新阶段。
轧机是板带材生产的主要设备,加工材由厚变薄,是由轧机来完成的。
电气控制技术具有优良的控制特性也已成为人们的共识,因此这一技术在冶金行业中得到了广泛的应用,尤其在轧钢工艺中体现的更为突出。
本次设计就是对冷轧过程中常用的四辊可逆冷轧机的电气控制系统进行设计。
1.1 轧制过程自动化可逆式轧制是指带钢在轧机上进行往复多道次的压下变形,最终获得成品厚度钢材的轧制过程。
由于四辊可逆冷轧机生产效率高,质量易于控制,轧制过程连续,易于实现自动化和机械化。
而且这种轧机产量大,生产效率高,质量易于控制,经济效益非常显著。
所以各种先进的科学成果都竞相应用于四辊可逆冷轧机的轧制过程中,大大促进了连轧过程自动化的发展。
长距离铁精矿输送管道系统的运行调试薛天铸;李军;孟丽芳【摘要】通过在冬季对包钢白云西矿铁精矿管道输送系统进行试车和调试,确定了管道系统的各种参数和运行范围,并成功进行了检测环管测试和满管道带浆停车8h再启动的性能测试,测试结果完全符合设计参数的要求,验证了包钢白云西矿在极寒冷区域条件下采用HFW管道输送铁精矿是可行的。
生产实践证明,包钢白云西矿铁精矿管道输送系统已经成功试生产,并且获得了该管道在极寒条件中的运行经验。
%The commissioning and debugging to pipeline system of Baogang Baiyun iron ore concentrate were conducted in winter, the various parameters and operating range were determined, and successfully carried out loop test and performance test, i.e. restart pipeline after 8 hour shutdown with slurry. The test results completely conformed to the requirements of design parameters, which verified using HFW pipeline to convery iron ore concentrate is feasible. The production practice proved that Baogang Baiyun iron ore concentrate has been successfully produced, and obtained the operation experience under extreme cold climate.【期刊名称】《焊管》【年(卷),期】2014(000)006【总页数】4页(P44-47)【关键词】焊管;管道输送;铁精矿;极寒冷区域【作者】薛天铸;李军;孟丽芳【作者单位】美国管道系统工程包头有限公司,北京100125;包头钢铁集团有限公司给水厂,内蒙古包头014010;包头钢铁集团有限公司给水厂,内蒙古包头014010【正文语种】中文【中图分类】TE973.990 前言包头钢铁(集团)有限公司(简称包钢)白云铁精矿管道系统,是从包头市白云矿区把铁精矿通过1条外径为355.6mm无内衬钢管管道输送到位于包头市包钢原料厂。