宽厚板生产线工艺流程.
- 格式:ppt
- 大小:317.00 KB
- 文档页数:13
宽厚板生产工艺设计摘要本文对中厚板目前在我国的发展状况形式及中厚板轧制过程中的轧制规程、轧制方法及道次的确定进行阐述,并且对中厚板在轧制中的工艺、参数、设备,进行了进一步说明。
关键词:中厚板 ;轧钢工艺;轧钢设备Design of the production process of heavy plateAbstractIn this paper, plate current form of development in China and in the process of plate rolling schedule, rolling method and passes the determination to elaborate, and on the plate in the rolling process, parameters, equipment, further instructions.Key words: plate; steelrolling process; steelrolling equipment目录第1章绪论.......................................... 错误!未定义书签。
1.1国内中厚板生产简介................................... 错误!未定义书签。
1.2国外中厚板轧机的发展................................. 错误!未定义书签。
1.3中厚板生产的进步 (4)1.3.1生产技术方面的进步 (4)1.3.2装备方面的进步........................................................................... 错误!未定义书签。
1.4我国中厚板发展的不足................................. 错误!未定义书签。
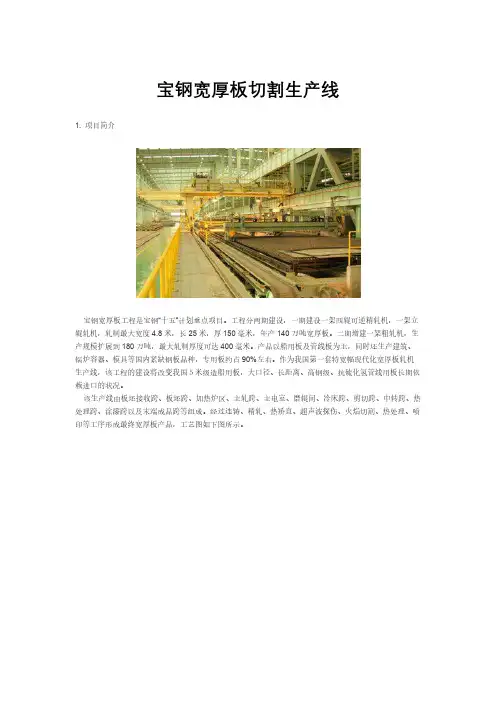
宝钢宽厚板切割生产线1. 项目简介宝钢宽厚板工程是宝钢“十五”计划重点项目。
工程分两期建设,一期建设一架四辊可逆精轧机,一架立辊轧机,轧制最大宽度4.8米,长25米,厚150毫米,年产140万吨宽厚板。
二期增建一架粗轧机,生产规模扩展到180万吨,最大轧制厚度可达400毫米。
产品以船用板及管线板为主,同时还生产建筑、锅炉容器、模具等国内紧缺钢板品种,专用板约占90%左右。
作为我国第一套特宽幅现代化宽厚板轧机生产线,该工程的建设将改变我国5米级造船用板,大口径、长距离、高钢级、抗硫化氢管线用板长期依赖进口的状况。
该生产线由板坯接收跨、板坯跨、加热炉区、主轧跨、主电室、磨辊间、冷床跨、剪切跨、中转跨、热处理跨、涂漆跨以及末端成品跨等组成。
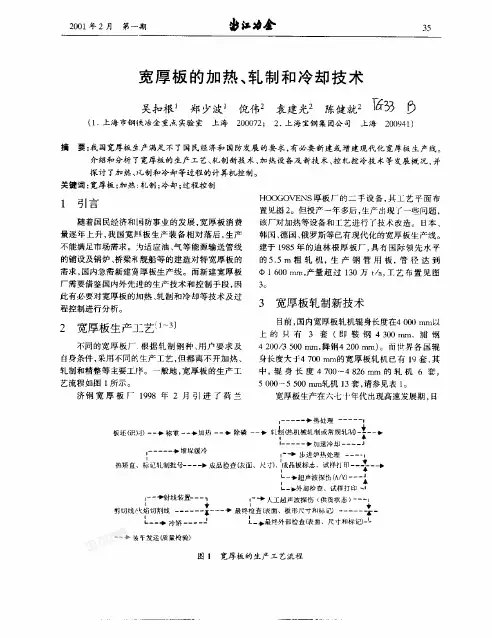
经过连铸、精轧、热矫直、超声波探伤、火焰切割、热处理、喷印等工序形成最终宽厚板产品,工艺图如下图所示。
宽厚板生产工艺流程图火焰切割系统作为宽厚板生产线的一个重要工序,主要用于大于50mm厚带温(最高温度350℃)钢板的定尺切割(切头、切尾、横向及纵向切割、废边切割)和取样切割,以及特殊尺寸钢板的切割,切割出来的成品可以直接满足用户订货的尺寸要求并直接在钢板上冲打产品信息。
该项目功能需求新颖、难度大,在国内首创,国外也仅有日本有类似系统。
而且相比日本的类似系统,宝钢还提出了废边切割、双工位切割等需求,此外该系统还解决了对于钢板的轮廓扫描和定位、热钢板切割过程中钢板尺寸变化的温度补偿等高难度技术问题。
该宽厚板生产线的上位监控系统除了对切割过程进行自动化监控外,还集成了大量特殊的算法和独特的功能,易控(INSPEC)软件由于具有强大的二次编程能力,可以把常规的监控功能与使用高级语言开发的软件功能模块无缝集成到一起,因此选用了易控(INSPEC)软件作为系统的开发平台。
2.系统构成该宽厚板切割系统采用分层设计,整个控制系统由L3管理系统、CCC中心计算机系统、NC控制计算机系统、底层运动控制单元等构成。

宽厚板工艺流程宽厚板工艺流程宽厚板是一种广泛应用于建筑、电力、汽车和机械制造等行业的金属材料。
在其生产过程中,需要经历多个工艺流程来保证产品质量和性能。
首先,原材料准备是宽厚板生产的第一步。
通常使用的原材料包括钢坯和钢带。
这些原材料需要经过检验和筛选,以确保其符合生产标准和要求。
接下来是钢坯预处理。
钢坯通常需要经过切割、破碎和清洗等处理工艺,以去除表面氧化物、气孔和杂质,并为后续的加工做好准备。
然后是热轧工艺。
热轧是宽厚板生产的核心工艺之一。
在这个过程中,钢坯经过预热和热轧机械压制,在高温下经过多次加热和轧制,最终形成所需的宽厚板。
热轧工艺可以改变钢材的结构和性能,提高其机械强度和塑性。
紧接着是冷轧工艺。
冷轧是在宽厚板热轧之后的一个重要工艺。
在这个过程中,宽厚板通过冷轧机进行冷压,以进一步提高板材的表面精度和尺寸稳定性。
冷轧工艺可以提高宽厚板的表面质量,使其适用于更高要求的应用领域。
然后是退火处理。
退火是一种热处理工艺,将宽厚板加热到一定温度并保持一段时间,然后缓慢冷却。
退火可以改变宽厚板的组织结构,提高其机械强度和塑性,并减轻因冷加工导致的内应力和组织不均匀问题。
最后是表面处理工艺。
宽厚板通常需要进行涂层、喷漆或镀锌等表面处理,以提高其耐腐蚀性和装饰性。
这些工艺可以保护宽厚板的表面,延长其使用寿命。
综上所述,宽厚板的工艺流程包括原材料准备、钢坯预处理、热轧、冷轧、退火处理和表面处理等多个环节。
每个工艺环节都有各自的目的和要求,必须严格按照工艺流程进行执行,以保证宽厚板的质量和性能。
只有通过科学合理的工艺流程,才能生产出符合市场需求的高质量宽厚板产品。
莱钢4300mm宽厚板生产线工艺技术特点吕游(山东钢铁集团 莱钢宽厚板厂山东莱芜 271104)摘 要:介绍莱钢4300mm宽厚板生产线的产品结构、生产工艺技术特点,并对所采用的一些新技术进行了论述。
关键词:宽厚板;产品结构;生产工艺中图分类号:TG3 文献标识码:A 文章编号:1671-7597(2011)0210057-011 概述板的补偿,为了减少角部的容积,端部的锥度是薄的而不是厚的)具体地说它是由平面形状预测模型求出侧边、端部切头形状变化量,并把这个变化量莱钢4300mm宽厚板生产线始建于2008年,设计生产量180万吨/年,时换算成成形轧制最后一道次或横轧最后一道次时的轧制方向上的厚度变化至2009年8月该项目设备安装、冷调热试工作基本结束,进入试生产阶量,按设定的厚度变化量在轧制方向上相应位置进行轧制。
段;目前,生产趋于稳定,主要生产钢种有碳素结构钢、优质碳素结构3.2.2 高精度厚度控制技术。
莱钢4300mm宽厚板生产线轧机辊缝控制钢、低合金结构钢、造船钢板、管线钢板、锅炉钢板、压力容器钢板、工采用电动和液压压下共同调整,厚度精度取决于道次计划设定模型计算精程机械钢板、汽车大梁钢板桥梁钢板以及高层建筑钢板,产品的规格,产度及AGC控制精度。
前者决定了钢板头部厚度精度,后者决定了钢板全长品规格为:厚度5~100mm,宽度1500~4100mm,长度3000~18000mm。
厚度精度,同时在机架出口侧近距离布置γ射线测厚仪,减小AGC监控盲2 工艺流程简述区,提高钢板头尾部厚度精度。
自动厚度控制系统用来克服钢板工艺参数莱钢4300mm宽厚板生产线主要生产工艺流程:连铸坯→加热→预除磷波动对厚差的影响,并对轧机参数的变动给予补偿,常规的厚度自动控制→粗轧→精轧→快速冷却(ACC)→热矫→冷床→切头剪→UST(探伤)→系统只可以利用压下位置闭环控制和轧制力变化补偿的办法进行位置调双边剪→定尺剪→冷喷号→下线堆垛→入库发货。
厚板工艺流程
厚板工艺流程主要包括以下步骤:
1. 板材切割:根据设计要求将原始的金属板材切割成所需的形状和尺寸。
常用的切割方法有火焰切割、等离子切割、激光切割等。
切割完成后,板材需要进行校平和清理的处理,以确保下一步工艺的顺利进行。
2. 预弯处理:通过预弯操作,将板材的边缘折弯成所需的角度。
这一步骤主要是通过专用的边缘卷辊进行,使板材在弯角处加强性能,并为下一步的成型做好准备。
3. 成型轧制:消除板坯表面的影响和提高宽度控制的精度,沿板坯长度方向或斜向进行1~4道轧制,把坯料轧至所要求的厚度。
4. 展宽轧制:为达到轧制成品规格所要求的宽度,板坯转90°、沿板宽方向轧制。
5. 精轧:展宽轧制后再转90°,转回原坯料长度方向,轧制到成品板厚度。
6. 探伤检测:根据钢板质量要求,用超声波进行不同深度的探伤,对焊管用板的四个板边要全面进行探伤。
7. 涂层处理:如果需要防锈,可使用抛丸涂层法。
抛丸去除氧化铁皮后,再涂层防锈,涂层后应快干。
8. 其他处理:根据成品交货状态的不同,可能需要进行热处理、抛丸或涂漆等处理。
请注意,厚板的生产工艺流程根据每个厂的生产线布置情况、车间内物流的走向以及其主要产品品种和交货状态的不同而具有其各自的特点。
如需了解更多信息,建议咨询专业人士。

宽厚板材热处理调质生产线的制作方法宽厚板材热处理调质生产线主要由以下几个部分组成:板材进料系统、炉膛系统、冷却系统、卸料系统和控制系统。
下面将对每个部分进行详细介绍。
一、板材进料系统:宽厚板材热处理调质生产线的板材进料系统主要由卷材送料机、整板牵引机和调质支架组成。
卷材送料机通过辊道将卷材引入整板牵引机,整板牵引机将卷材展开并牵引至调质支架上。
整板牵引机采用液压驱动,可根据需要调整牵引速度和牵引力。
调质支架上配备有夹具,用于将板材固定在调质支架上,以防止板材在热处理过程中的变形。
二、炉膛系统:宽厚板材热处理调质生产线的炉膛系统主要由加热室、缓冷室和回火室组成。
加热室采用工业电炉或工业气体炉作为加热源,通过调节加热温度和加热时间,使板材达到所需的调质温度。
缓冷室采用内置的风冷系统,通过控制风冷风量和风速,对板材进行缓慢冷却,以消除内部应力,提高材料的韧性。
回火室则用于对调质后的材料进行回火处理,回复材料的硬度和强度。
三、冷却系统:宽厚板材热处理调质生产线的冷却系统主要包括水冷却系统和风冷却系统。
水冷却系统将通过喷水或浸水的方式对板材进行冷却,以快速降低板材温度,提高材料的硬度。
风冷却系统通过喷射冷却气体,如氮气或氧气,对板材进行冷却。
冷却系统可根据板材的不同要求进行调整,以获得理想的硬度和强度。
四、卸料系统:宽厚板材热处理调质生产线的卸料系统主要包括卸料架和卷材收料机。
在热处理完成后,调质支架上的板材将通过液压卸料架从调质支架上卸下,并由卷材收料机将板材收集起来。
卸料系统采用液压驱动,具有稳定的卸载效果和高效的工作效率。
五、控制系统:宽厚板材热处理调质生产线的控制系统主要由PLC控制器和人机界面组成。
PLC控制器负责控制整个生产线的运行,根据设定的参数控制各个部分的工作状态,如板材进料速度、加热温度、冷却风量等。
人机界面则提供对生产线的监控和操作,操作员可以通过触摸屏设定参数、监测生产状态和故障诊断。
安钢宽厚板工艺要求一、宽厚板生产工艺流程:炼钢区工艺路线:高炉铁水→转炉兑铁水(倒罐站)→铁水预处理→转炉炼钢→炉外精炼(LF、VD、RH)→连铸(模铸)→板坯。
轧钢区工艺路线:板坯加热→高压水除鳞→粗轧(带立辊)→精轧→ACC→热矫直→热分切→冷床冷却→A、B。
其中A(小于等于50mm厚)→上下表面检查(翻板)→切边→定尺、取样→标志→收集入半成品库→性能检验→探伤→入库;抛丸→热处理(正火、回火、淬火)→冷床冷却→表面检查(翻板)→定尺、取样→收集入半成品库→性能检验→探伤→入库。
B(大于50mm厚)→标志→火焰切边、取样→收集入半成品库→性能检验→探伤→入库。
抛丸→热处理(正火、回火、淬火)→冷床冷却→表面检查(翻板)→定尺、取样→收集入半成品库→性能检验→探伤→入库。
二、生产线工艺装备1、炼钢区:工艺装备:铁水预处理二座180吨转炉(带副枪系统)包括小方坯需要三座180t LF钢包炉一套180t VD真空脱气装置(或RH);一套180t RH装置一套直结晶器连续弯曲连续矫直弧形板坯连铸机一套直结晶器连续弯曲连续矫直弧形板方坯连铸机关键技术:转炉采用简单高效无污染的喷吹镁粒脱硫工艺(铁水脱硫)。
采用惰性气体搅拌熔池的顶底复吹工艺,加强熔池搅拌,抑制喷溅,缩短吹炼时间,提高金属收得率和氧气利用率,提高转炉脱磷效率。
采用两级自动化控制系统,实现炼钢过程的自动化控制。
采用副枪技术,提高冶炼终点目标命中率,缩短冶炼周期,提高转炉生产能力。
精炼双钢包车式的LF和双工位VD装置精炼形式双钢包车式的LF和双工位RH装置精炼形式先进的冶金模型(180t LF和VD设备工艺操作模型;合金加料最佳化模型;能量输入优化模型;炉渣模型;真空脱[C]脱[O]计算模型等)氩气自动连接连铸直弧型多点弯曲多点矫直型连铸软压下二冷采用气雾冷却在线调宽2、轧钢区:主要工艺装备:三座步进式加热炉四辊可逆式粗轧机(带立辊轧机)、精轧机各一架加速冷却ACC机组一台热矫直机三个冷床(两座42mX64m薄板,一座21mX30m厚板)在线超声波探伤装置双边剪两台(滚切式、圆盘剪)滚切式横剪三台自动标志机4台热处理线:抛丸机组无氧化辊底式常化炉无氧化辊底式淬火炉辊压式淬火机明火辊底式回火炉关键技术:轧制线全程采用二级自动控制轧制。
学生毕业设计(论文)原创性声明本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得重庆科技学院或其它教育机构的学位或证书而使用其材料。
与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
毕业设计(论文)作者(签字):年月日摘要近年来,随着我国经济的快速发展,对宽厚板的需求量越来越大,并且对宽厚板的质量、强度、板形以及厚度的要求也越来越高。
这使得宽厚板行业迅猛发展,生产技术得以进一步成熟。
本设计主要介绍了宽厚板从原料到成品的整个生产过程,粗轧5个道次,精轧5个道次;粗轧采用三角形速度图,精轧采用梯形速度图,开轧温度1200℃,横轧开轧温度1150℃,精轧开轧温度1000℃,使产品的强韧性和力学性能有很大提高。
在基本的轧制工艺设计基础上,本设计重点描述了板形控制工艺在宽厚板生产中的应用。
本设计所采取的液压弯辊配合HCW轧机的板形控制技术,明显改善了宽厚板产品的浪形、瓢曲、侧弯等板形问题,使得产品的组织更加均匀,晶粒更加细化,从而获得了良好的力学性能和工艺性能。
并且液压弯辊技术和工作辊横移式HCW轧机技术较容易在现有传统四辊轧机上改造,具有很强的适用性。
关键词:宽厚板车间工艺板形控制液压弯辊 HCW轧机ABSTRACTIn recent years, along with the rapid economic development of our country, heavy plate to the growing demand, and to the quality of the heavy plate, strength and plate shape and thickness of the demand is higher and higher. This situation make heavy plate industry rapid development, production technology be further mature.This design is mainly introduced the heavy plate from raw materials to finished products of the whole production process. In this design, rough rolling 5 passes and finish rolling 5 passes, rough rolling with the triangle velocity diagram and finish rolling with trapezoid, initial rolling temperature is 1200℃,cross rolling initial rolling temperature is 1150,finish rolling initial rolling temperature is 1000,which makes the product of strong toughness and mechanical performance has improved a lot. In the basic rolling technology based on design, the design mainly describe the shape control technology in the heavy plate of the application of the production. The design of the hydraulic bending roll system with HCW mill of the shape control technology, can significantly improve the thick plate waves of product form, gourd ladle song and lateral bending plate shape etc, make the product structure is more uniform and more refined grains, and obtain a good mechanical properties and process performance. And hydraulic technology and work roll bending roll lateral movement type HCW mill technology are more prone to the existing traditional four roll rolling mill in transformation, and has a strong suitability.Keywords: Heavy Plate; Workshop Process; Shape Control; hydraulic bending roll; HCW rolling mill目录摘要 (I)ABSTRACT........................................................... I I 目录.............................................................. I II 1绪论.. (1)1.1 国外研究现状分析 (1)1.1.1 工艺方面 (2)1.1.2 设备方面 (2)1.2 我国中厚板产品生产现状 (4)1.3 本课题的目的意义 (5)1.4 本课题的主要内容 (6)2产品方案 (7)2.1 产品大纲 (7)2.2 金属平衡表 (9)2.3 典型产品 (9)2.4 生产方案 (9)3 工艺流程 (11)3.1 原料准备 (11)3.1.1 原料加热 (12)3.1.2 高压水除鳞 (12)3.2 轧制 (12)3.2.1 粗轧 (12)3.2.2 精轧 (12)3.3 冷却 (13)3.3.1 轧制过程中的轧件冷却 (13)3.3.2 轧后钢板的加速冷却 (13)3.3.3 成品钢板的冷却 (13)3.4 矫直、剪切和表面处理 (13)3.4.1 矫直 (13)3.4.2 剪切 (13)3.4.3 表面清理 (14)3.5 热处理 (14)3.6 表面标识 (14)4 主辅设备选型 (15)4.1 主要设备选型 (15)4.1.1 粗轧机 (16)4.1.2 立辊轧机 (16)4.1.3 精轧机 (16)4.2 辅助设备选型 (16)4.2.1 加热炉 (16)4.2.2 高压水除鳞系统 (17)4.2.3 轧后加速冷却系统(ACC) (17)4.2.4 热矫直机 (18)4.2.5 冷床 (18)4.2.6 剪切机构 (18)5 典型产品工艺设计 (19)5.1 典型产品原料尺寸及成品尺寸 (19)5.2 轧制道次确定及压下量分配 (19)5.3 轧制各工艺参数的计算 (20)5.3.1 轧制速度制度的确定 (20)5.3.2 轧制延续时间的确定 (20)5.3.3 轧制温度的确定 (21)5.3.4 计算各道次轧制压力 (22)5.3.5 计算传动力矩 (25)5.4 工艺参数校核 (28)5.4.1 电机负荷校核 (28)5.4.2 轧辊强度校核 (29)6 板形控制 (31)6.1 板形的概念 (31)6.2 常见板形缺陷及其原因 (31)6.3 板形控制基本原理 (32)6.4 本设计板形控制方法 (32)6.4.1 HCW轧机分析 (33)6.4.2 液压弯辊技术分析 (33)6.5板形控制效果 (34)6.5.1直观效果 (34)6.5.2显微组织效果 (34)6.5.3力学性能效果 (35)7 年产量计算 (36)7.1 轧制图表 (36)7.2 年产量计算 (36)7.2.1 典型产品实际小时产量 (36)7.2.2 轧机平均小时产量 (36)7.2.3 车间年产量 (37)8 车间平面布置与立面尺寸 (38)8.1 车间平面布置的原则 (38)8.2 金属流程线的确定 (38)8.3 主要设备间距的确定 (38)8.3.1 加热炉及其前后设备间距 (39)8.3.2 轧机及其前后设备间距 (39)总结 (40)参考文献 (41)致谢 (42)1绪论中厚钢板大约有200年的生产历史,它是国家现代化不可或缺的一项钢材品种,被广泛应用于大直径输送管、压力容器、桥梁、锅炉、海洋平台、坦克装甲、各类战舰、车辆、机器结构、建筑构件等领域。
宽厚板生产工艺流程朋友!今天来跟您唠唠宽厚板生产这档子事儿。
您知道不,我在这行都混了 20 多年啦!咱先说说这原料准备吧,那可真是个基础活儿。
得把那些矿石啥的弄来,挑挑拣拣,可不能有啥杂质混进去。
这就好比做饭,食材不好,做出来的能好吃吗?说到加热这步,哇塞,那温度高得吓人!我记得有一回,我不小心靠太近了,差点没给我烤焦喽!加热得均匀,不然这板子就废啦。
然后就是轧制,这可是个技术活。
就像揉面团,得把它揉得恰到好处,薄厚均匀。
我刚开始学的时候,老是掌握不好力度,唉,被师傅骂了不知道多少回。
不过后来呀,我慢慢就上手了,嘿嘿。
还有啊,这冷却也有讲究。
太快太慢都不行,我记得好像有一次,冷却速度没控制好,那板子的质量就不咋地,被领导狠狠批了一顿,当时那个惨哟!哦,对了!这中间的检测环节可不能少。
得像给病人做体检似的,一点小毛病都不能放过。
咱再回过头来说说加热,这里面的学问可大着呢。
温度、时间,都得拿捏得死死的。
我跟您说,这要是弄错了,那可就全完啦!嗯……还有啥来着?哦,对!这最后的精整,那得细致入微,就跟给新娘子化妆一样,得漂漂亮亮的才能出厂。
我这说得有点乱,您可别嫌弃哈。
我这脑子有时候就爱犯糊涂。
您说要是突然停电了可咋办?这可真是个让人头疼的假设情况。
我刚开始干这行的时候,觉得这工艺可难了,差点就打退堂鼓。
不过后来坚持下来,发现也没那么可怕,就是得多琢磨多练习。
您要是有啥不懂的,随时问我,咱一起探讨探讨。
这行啊,变化也挺快的,新的技术不断出来,我这老家伙有时候都跟不上喽!就先说这么多吧,剩下的您自个儿琢磨琢磨,说不定能有新发现呢!。