浓缩泵工艺数据表
- 格式:xls
- 大小:300.50 KB
- 文档页数:3
Q/ YH 湖北宜化集团有限责任公司企业标准Q/YH·JS22002-2009浓缩工段岗位操作规程2009-7- 5 发布2009-7-5实施湖北宜化集团有限责任公司发布前言1.生产管理思想1.1生产系统理念:让所有设备产生协同效应。
1.2生产系统方针:管生产就是管工艺指标。
1.3专业思想1.3.1百分百理论生产设备的任何一项设计,都有其存在的必要性,生产管理就是要研究设备,使其百分百全面发挥作用。
1.3.2总量控制法管理生产,先给系统建立总体标杆,依据标杆总量,在生产系统用好“扯花生”的方法,做到层层控制。
1.3.3克服九类心理克服浮躁心理;克服试验心理;克服技改心理;克服好战心理;克服英雄心理;克服单系统作战心理;克服间歇生产的思想;克服独立作战心理;克服用新的管理思想代替旧的管理思想的心理。
1.3.4间歇生产连续化,连续生产稳定化,稳定生产标准化。
间歇生产连续化:打断停车随意性,有计划性的进行停车,减少突发性事故。
连续生产稳定化:严格控制工艺指标,稳定生产负荷,不擅自改变工艺条件及工艺状况,不频繁加减量,使生产持续稳定运行。
稳定生产标准化:生产稳定同时,出台相应标准、规程进行固化。
2.浓缩岗位工艺设计思想宜化肥业有限公司磷酸浓缩装置共有四套:10万吨P2O5/年*套,第一期三套浓缩由化四院设计,2006年8月底投产。
第二期浓缩一套,沿用原设计图纸,于2007年8月建成投产。
磷酸浓缩的方法以其加热方式可分为两类,直接加热蒸发和间接加热蒸发。
间接加热蒸发流程分为:典型的强制循环:稀酸经计量后进入磷酸浓缩强制循环回路,与大量循环磷酸混合,借助强制循环泵送入石墨换热器,采用低压蒸汽加热后的热酸进入闪蒸室,水分闪蒸获得的浓磷酸;罗纳-普朗克磷酸浓缩流程:罗纳-普朗克的单效强制循环浓缩回路,包括蒸发器、块孔石墨热交换器、篮式过滤器和离心循环泵。
经澄清的稀磷酸在热交换器出口加入到浓酸循环回路中。
2000L双效浓缩器用户需求说明User’s Request Specification目录1、背景 (1)2、目的 (1)3、概述 (1)4、适用的法规指南 (1)5、技术要求 (2)6、安全要求 (4)7、GMP要求 (5)8、供货要求 (7)9、设备安装和验收要求 (7)10、售后与维护需求 (8)附录1:零进入一般要求 (10)附录2:设备的其他安全要求 (11)附录3:现场空间布局 (12)1、背景提取车间为保证药品质量与车间生产的正常运行,根据公司新厂房建设的实际需求,结合企业的实际情况,制定本用户需求标准(URS)文件。
2、目的本用户需求文件旨在从项目和系统的角度阐述用户的需求,总括了用户对该项目的质量要求(GMP),描述了用户对该设备的工作过程及功能的期望。
主要包括相关法规符合度和用户的具体需求,这份文件是构建起项目和系统的文件体系的基础,同时也是系统设计和验证的可接受的质量标准。
在本URS中用户仅提出基本的技术要求和设备的基本要求,并未涵盖和限制卖方设备具有更高的设计与制造标准和更加完善的功能、更完善的配置和性能、更优秀的部件和更高水平的控制系统。
3、概述本次需购买的2000L双效浓缩器将用于提取车间浓缩工序的生产,用来对药液进行浓缩操作,达到药品质量要求。
双效浓缩器用于各类中药提取液浓缩,可用于水提液的浓缩也可用于醇提液的浓缩使用,浓缩药液比重1.10-1.25(80℃测),浓缩液用泵输送进入下个工序。
符合药品管理规范(GMP)实施指南对制药设备的要求。
4、适用的法规指南设备及其所有机械和部件必须符合中国现行制药GMP和安全标准要求。
设备应当符合以下指南/标准:中华人民共和国药品管理法实施条例中国药品生产质量管理规范(GMP),2010年版。
中华人民共和国药典(2010版)良好自动化生产实践指南,第5版。
国家相关行业法律法规相关国家标准4.1行业标准GBZ 1-2015工业企业设计卫生标准GB20021-2004中华人民共和国制药机械行业标准容器标准:容器设计、制造和检测依据相关国家标准4.2国家标准GB-52261-2002 机械安全机械电气设备第一部分:通用技术条件GB-8196-87 机械设计防护罩安全要求GB19517-2009《国家电气设备安全技术规范》5、技术要求6、安全要求7、GMP要求8、供货要求9、设备安装和验收要求10、售后与维护需求附录1:零进入一般要求附录2:设备的其他安全要求附录3:现场空间布局。
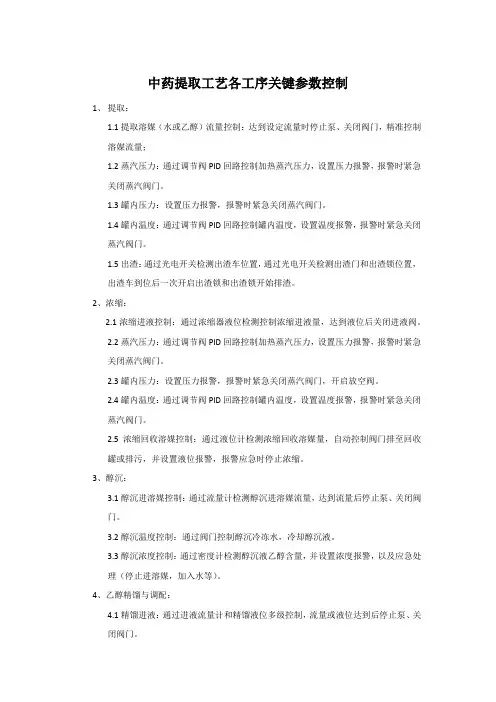
中药提取工艺各工序关键参数控制1、提取:1.1提取溶媒(水或乙醇)流量控制:达到设定流量时停止泵、关闭阀门,精准控制溶媒流量;1.2蒸汽压力:通过调节阀PID回路控制加热蒸汽压力,设置压力报警,报警时紧急关闭蒸汽阀门。
1.3罐内压力:设置压力报警,报警时紧急关闭蒸汽阀门。
1.4罐内温度:通过调节阀PID回路控制罐内温度,设置温度报警,报警时紧急关闭蒸汽阀门。
1.5出渣:通过光电开关检测出渣车位置,通过光电开关检测出渣门和出渣锁位置,出渣车到位后一次开启出渣锁和出渣锁开始排渣。
2、浓缩:2.1浓缩进液控制:通过浓缩器液位检测控制浓缩进液量,达到液位后关闭进液阀。
2.2蒸汽压力:通过调节阀PID回路控制加热蒸汽压力,设置压力报警,报警时紧急关闭蒸汽阀门。
2.3罐内压力:设置压力报警,报警时紧急关闭蒸汽阀门,开启放空阀。
2.4罐内温度:通过调节阀PID回路控制罐内温度,设置温度报警,报警时紧急关闭蒸汽阀门。
2.5浓缩回收溶媒控制:通过液位计检测浓缩回收溶媒量,自动控制阀门排至回收罐或排污,并设置液位报警,报警应急时停止浓缩。
3、醇沉:3.1醇沉进溶媒控制:通过流量计检测醇沉进溶媒流量,达到流量后停止泵、关闭阀门。
3.2醇沉温度控制:通过阀门控制醇沉冷冻水,冷却醇沉液。
3.3醇沉浓度控制:通过密度计检测醇沉液乙醇含量,并设置浓度报警,以及应急处理(停止进溶媒,加入水等)。
4、乙醇精馏与调配:4.1精馏进液:通过进液流量计和精馏液位多级控制,流量或液位达到后停止泵、关闭阀门。
4.2蒸汽压力:通过调节阀PID回路控制加热蒸汽压力,设置压力报警,报警时紧急关闭蒸汽阀门。
4.3塔釜压力与塔顶压力:设置压力报警,报警时紧急关闭蒸汽阀门,停止精馏,开启放空阀。
4.4塔釜温度与塔顶温度:通过调节阀PID回路控制罐内温度,设置温度报警,报警时紧急关闭蒸汽阀门,停止精馏。
4.5出液流量与回流流量控制:通过流量计检测出液和回流流量,设置流量报警,报警时关闭真气阀门,开启放空阀,停止精馏。
真空减压浓缩设备工艺原理真空减压浓缩设备是一种将溶液中的溶剂蒸发掉,以达到浓缩的工艺。
通过减小空气压力,使溶液的沸点降低,从而实现快速浓缩。
该设备主要应用于制药、食品、化工等行业。
本文将介绍真空减压浓缩设备的工艺原理,包括设备的组成、工作原理、操作注意事项等。
组成真空减压浓缩设备由以下几部分组成:1.蒸发器:蒸发器是一种通过加热将液体转化为气体的设备,采用进口优质材料,对于不同种类的物质可以选择不同的蒸发器。
将被浓缩液体加入到蒸发器中,通过蒸发器内的换热管将溶液加热至蒸发温度,从而使其部分蒸发。
2.冷凝器:在蒸发器的顶部安装冷凝器,用于将蒸发的溶剂冷凝成液体并收集。
3.真空泵:它可以将蒸发器内部的压力降到所需的真空度,使得溶解度较低的固体或液体最终以一个更稠密的形态形成。
4.清洗系统:在整个操作过程中,有可能会产生大量的气体,并且这些气体可能会同时载有有毒有害物质,如果没有清洗系统,就无法拥有安全、合规、可持续的生产环境。
工作原理真空减压浓缩设备的工作原理是基于物质的不同沸点而设计的。
在常压条件下,液体由于需要克服外界气体对其的压力才能变成汽体,故液体中的液体分子需要具有足够的动能来克服压力从而脱离液面,而溶剂的蒸汽压随着温度的升高而升高。
但是开放式的溶剂蒸发不利于分离固体残药或浓缩溶液,因此利用真空降低蒸发溶剂时的气压可以达到使各种溶剂以较低温度LV从溶液中挥发至空气中,利用冷凝物从蒸汽中分离出总的溶剂。
真空掉速降压过程的核心是扩散速率,真空环境下,气压越低,分子间的碰撞概率越小,扩散速率越低,这也是需要升级真空泵生成极低真空度的原因。
温度是实现分子蒸发的动力,液体在蒸发时,需要吸收大量的热量,使分子获得足够的动能,这也就是所谓的蒸发潜热。
大多数液体的蒸发潜热都比较大,很难用其他方法加热。
真空减压浓缩设备利用真空将溶液沸点降低,减小了热量的能量,即减小了溶质被溶剂带走的能量,达到减少溶剂的效果。
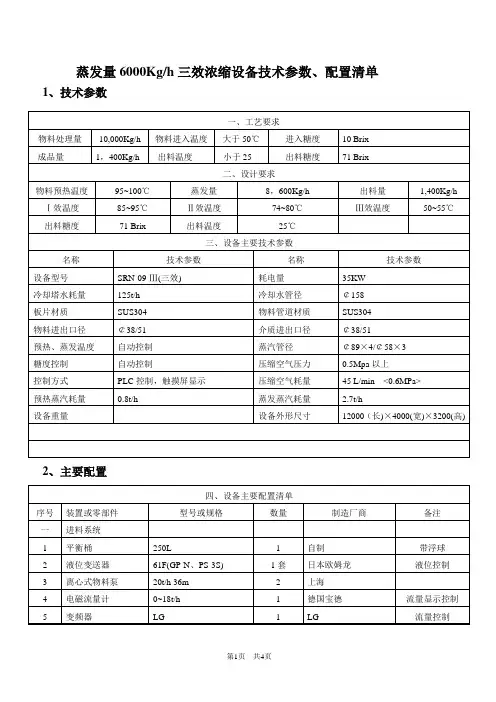
蒸发量6000Kg/h三效浓缩设备技术参数、配置清单1、技术参数
2、主要配置
技术说明:
3三效浓缩设备技术说明:
3.1本设备主要用于纯清果汁的蒸发浓缩,提高其果汁质浓度(或糖度)之用,设备包括物料
预热杀菌、三效蒸发、浓缩汁冷却、抽真空系统、CIP自动清洗等组件组成。
3.2 预热杀菌:由多段式板式换热器组成,利用本设备二次蒸汽冷凝水的余热回收,以
及生蒸汽加热使物料达到杀菌温度,它的功能是将物料的进料温度提升到蒸发温
度,并加以保温后进入蒸发设备。
预热杀菌温度由温度自控系统自动控制。
3.3、三效蒸发设备由三物料加热蒸发器和三台旋风式汽水分离器组成,一效蒸发器的加
热由生蒸汽直接加热,且其加热温度由温度自控系统自动控制。
二、三效蒸发器
的加热由一、二效的汽水分离器的二次蒸汽进行加热。
这样多次利用二次蒸汽的
加热可以大量节约能源。
浓缩物料的糖度由在线糖度仪控制。
3.4、抽真空系统是由水环式真空泵和冷凝器相互配合使蒸发设备一直在真空状态下运行,
使物料在低温条件下蒸发,可保持物料的原有品味。
3.5 浓缩汁出料温度约在50℃-55℃,为达到工艺要求,采用板式冷却器,使物料冷却到
25℃以下。
冷却剂采用常温水和冰水(2℃-18℃)来达到。
3.6 CIP自动清洗系统:在每次生产结束后立即进入CIP自动清洗程序,由热水、浓度为
2%的碱溶液和浓度为15%的硝酸溶液按程序自动循环清洗,确保设备经常在洁净状
态。

双效浓缩器设备工艺原理1. 引言双效浓缩器是一种用于蒸发水分的设备,其特点是节约能源、提高产量和产品质量。
本文将介绍双效浓缩器设备工艺原理。
2. 双效浓缩器设备组成双效浓缩器主要由以下几部分组成:1.蒸发器:主要用于将水分蒸发,使得水分含量降低,浓度升高。
2.冷凝器:将蒸汽冷却成为液体,以利于回收利用。
3.内外壳管:用于传递热量,提高设备效率。
4.液体泵:起到液体循环的作用,保证设备正常运行。
3. 双效浓缩器设备工艺原理双效浓缩器采用的工艺原理为多效蒸发。
设备的工作原理是通过给定的温度和压力条件,使得水分从液体阶段进入气相阶段,然后通过冷凝器将气相阶段的水分转化为液体阶段,达到循环提高浓度的目的。
整个过程涉及到热量传递和物料分离的过程。
在双效浓缩器中,一般会加入一些助剂,以促进蒸发过程的进行。
助剂一般分为两种:1.水溶性助剂:将助剂溶于水中,增强水的挥发性,加速水的蒸发。
2.油溶性助剂:将助剂溶于油中,使得油具有更好的导热性能,提高传热效率。
助剂的使用,可以显著改善双效浓缩器设备的效率和蒸发速度。
双效浓缩器设备的操作参数和原理:1.原理:在双效浓缩器中,根据设定的温度和压力条件,将水分从液体阶段进入气相阶段,再通过冷凝器将气相阶段的水分转化为液体阶段,从而实现循环提高凝结水的浓度。
2.操作参数:根据操作的需求,可根据不同的工艺要求,设定不同的温度和压力条件。
如需要提高浓缩速度,设定高温高压操作条件;需要降低能耗,则设定低温低压操作条件。
4. 双效浓缩器设备的优点和应用双效浓缩器设备的优点主要有以下几个方面:1.节能:相比于传统的单传感器浓缩器,双效浓缩器的热量传递效率更高,能耗更低。
2.提高产量:通过多次蒸发循环,可以极大地提高产量和产品浓度。
3.提高产品质量:双效浓缩器能够去除水分中的杂质和不纯物质,提高产品质量。
双效浓缩器广泛应用于化工、制药、食品等行业,用于浓缩、回收利用和清洁水处理等方面。
1.浓缩液处理工艺设计1.1.工程规模1.1.1.扩容工程浓缩液产量本渗沥液处理扩容工程产生的浓缩液为主要是纳滤(NF)及反渗透(RO)浓缩液。
根据物料平衡计算NF浓缩液:175。
5 t/d;RO浓缩液:212.1 t/d。
纳滤浓缩液贮存于新建NF浓缩液池,经泵送至北侧老填埋区,新建NF浓缩液压力输送管dn90mm与新建填埋区竖井相接,回灌至填埋堆体。
反渗透浓缩液送至浓缩液处理系统处置。
1.1.2.现况浓缩液量根据现况安定填埋场渗沥液处理站运行数据,RO浓缩液量为40t/d.表7-1 浓缩液处理规模组成表根据以上数据确定本项目RO浓缩液处理规模为260t/d。
1.2.浓缩液进水指标及分析1.2.1.进水指标反渗透系统的使用必然会带来浓缩液的问题,由于反渗透的处理对象为纳滤出水,因此,反渗透浓缩液中富集了渗沥液中绝大部分的盐分及少量残留的含氮类化合物如氨氮、硝氮等。
根据现况渗沥液处理项目实际运行数据,确定浓缩液主要水质如下:表7—2 浓缩液水质一览表1.2.2.水质特点分析(1)富集了渗沥液中几乎所有的一价盐,盐分含量很高;(2)富集了很少部分的难生化降解或不可生化降解的有机物,主要污染物类别的腐植质已经在前期纳滤系统中得到解决;(3)含有少量的氮类化合物.1.3.浓缩液处理工艺流程根据上述反渗透浓液水质特点,本工程反渗透浓缩液采用蒸发结晶工艺,同时考虑到蒸发冷凝水中含有氨氮、挥发性有机物及其它污染物等,为使冷凝水出水水质满足《水污染物综合排放标准》(DB11/307—2013)中排入地表水体的水污染物B排放限值。
本项目蒸发结晶冷凝水再经低压反渗透处理后达标排放或回用.工艺流程如下:图7-1 液处理工艺流程图渗沥液经生化及膜处理后,RO浓缩液含盐量在4~6%左右.浓缩液经泵提升后进入综合水池3,浓液经絮凝沉淀、化学软化系统处理后,进入蒸发结晶系统,通过蒸发结晶的分离作用,清液排至混合池,再经低压反渗透系统过滤后,出水外排或回用,残液结晶干化后运至填埋区单独密闭填埋处置。
⾷品⼯程原理课程设计⾷品⼯程原理课程设计果汁低温浓缩⼯艺装置设计姓名:*******所属学院:⽣命科学学院专业:⾷品科学与⼯程班级:⾷科14-1班指导⽼师:杨****⽇期:2012.12.12—2012.12.16塔⾥⽊⼤学⽬录⼀、果汁低温浓缩⼯艺装置设计任务书 (2)1.1设计课题:果汁低温浓缩⼯艺装置的设计计算 (2) 1.2设计条件: (2)1.3要求: (3)1.4⼚址的选择 (3)1.5设计说明书内容: (3)⼆.概述及⽅设计案简介 (3)2.1概述 (3)2.2设计拟定的⼯作内容 (4)三、⼯艺流程图 (4)四、真空浓缩系统的选择及设备的初步确定 (5)4.1 蒸发设备的初步确定 (5)4.2 蒸发系统的流程图 (5)五数据计算 (5)5.1、原料处理量: (5)5.2、初步估算蒸发⽔量 (6)5.3、成品产量: (6)5.4、加热蒸汽耗量 (6)5.5、换热⾯积的计算 (7)5.6.物料和蒸汽管道直径的计算 (8)5.6.1物料的管径计算 (8)5.6.2加热蒸汽的管径计算 (8)六、设备的选型 (9)七、参考⽂献 (9)⼀、果汁低温浓缩⼯艺装置设计任务书1.1设计课题:果汁低温浓缩⼯艺装置的设计计算1.2设计条件:1.处理物料(原料)量:3600㎏/h2.物料温度:25℃3.原料固形物含量:11.0%(约为11.00Brix)4.浓缩液固形物含量:36%5.原料最⾼许可温度:78℃6.物料平均⽐热为3.5KJ/㎏?K忽(略浓缩热)7.车间底层海拔⾼程为20m;冷凝⽔分离排除地沟⽔封液⾯海拔⾼程为19.5 m1.3要求:1.设计⼀套(单效或双效)蒸发系统(满⾜上述⼯艺要求并包括料液输送系统,蒸发系统,冷凝⽔分离排除系统及真空系统);2.提交设计说明书⼀份(应包括⽬录、设计计算任务书,设计⽅案的确定、各系统的设计计算及设备选型、简略的技术经济分析、参考⽂献资料等,需打印);3.⼯艺布置简图⼀幅(可附在设计计算书上);4注意收集、阅读参考⽂献资料,形成设计⽅案;1.4⼚址的选择1.5设计说明书内容:1.封⾯(课程设计题⽬、学⽣班级、姓名、指导教师、时间)⽬录2.设计任务书3.概述与设计⽅案简介4.⼯艺及设备设计计算5.辅助设备的计算机选型⼆.概述及⽅设计案简介2.1概述蒸发浓缩是通过加热使物料中⽔分沸腾汽化的浓缩⽅式。
1.6蒸发结晶分盐处理工艺1.6.1处理规模脱盐段(含二次浓缩)工艺产水率89.5%,脱盐率97%,产生的超浓水量约为157.5m3/h(满负荷时),按处理规模180.伽3/h进行设计。
本工艺段最终产品为无水硫酸钠,均在蒸发结晶间内吨袋包装,包装好的产品通过叉车运至盐库,然后通过汽车运输出厂销售。
产生的杂盐同样在蒸发结晶间内吨袋包装,包装好的杂盐通过叉车运至盐库,然后通过汽车运输出厂由有专业资质的部门进行集中处置。
盐库存储成品硫酸钠以及杂盐,堆高2米(十袋)。
库容可存放约一周的成品盐及杂盐。
1.6.2处理工艺本方案蒸发结晶段处理工艺采用高密度澄清池2+V型滤池3+脱碳+臭氧氧化+1#MVR降膜蒸发器+2#MVR降膜蒸发器+—效NaSO蒸发结晶24+二效NaSO蒸发结晶+杂盐罐+真空圆盘干燥。
24工艺流程图及水量物料平衡、盐量平衡简图详见插图3-1-7,3-1-8。
工艺流程说明(1)高密度澄清池2SWRO浓水进入化学软化系统2,通过投加偏铝酸钠、PFS、PAM等药剂,去除水中的钙镁离子、总硅等结垢因子。
本单元包括沉淀系统1套,处理能力250m3/h。
图3-1-7工艺流程图图3-1-8水量物料平衡(2)V型滤池3设计水量:200m3/h数量:1座2格,钢筋混凝土结构; 单格:L=10m,W=2.5m;单格面积:25m2单座面积:50m2滤池超咼:0.30ni滤层上水深:1.50m滤料层厚:1.00m滤板厚:0.13m滤板下布水区高度:0.90m滤池总咼:3.83m滤速:8m/h进水SS<10mg/l,出水SS<3mg/l (3)V型滤池3产水水池设计水量:160.9皿巾、盐量平衡简图有效容积:200m3停留时间:75min(4)脱碳系统脱碳塔:处理水量160m3/h,①1800脱碳水池:设计水量:160m3/h有效容积:350m3停留时间:120min(5)臭氧氧化系统1)工艺流程说明为降低浓盐水的COD,保证后续结晶分盐的纯度和白度,脱碳系统产水进入一级氧化反应池,反应池进水端设置一套pH调节装置,并设置在线pH监测仪器,当pH值需要调节时,设备自动加药调节pH,臭氧混合气体通过射流曝气的方式进入臭氧氧化一级反应池,一级臭氧氧化工艺段直接氧化去除水中的有机物,其直接去除有机物的设计比例按O:△COD=2:1,整个臭氧氧化系统配置一台40kg/h臭氧发生3Cr器,其中一级臭氧氧化工艺段消耗的臭氧量为20kg/h,臭氧浓度约125mg/L,此级工艺能够直接去除COD的总量约为50mg/L,一级氧化后Cr的产水CODW150mg/L;Cr一级氧化后的产水溢流进入二级臭氧氧化池,臭氧混合气体通过射流曝气的方式进入臭氧氧化一级反应池,进入二级臭氧氧化工艺段,其直接去除有机物的设计比例按O:ACOD=3.4:1,二级臭氧氧化工艺段消耗的臭氧量为20kg/h,吨水溶入的臭氧量为125g,此级工艺能3Cr够直接去除COD的总量约为40mg/L,产水的COD小于110mg/L;CrCr二级臭氧氧化的产水溢流到释放格,释放掉水中残余的臭氧,产水溢流至后续水池,臭氧氧化工艺段最终产水的COD小于110mg/L,Cr色度小于10倍;一级氧化罐、二级氧化罐产生的尾气经除雾再吸入尾气破坏塔,加热后去除尾气中的残余臭氧,处理后的尾气达标排放。
完整版)A2O工艺设计计算0.14kgBOD5/(kgMLSS·d)是污泥负荷,计算得到N=0.14kgBOD5/(kgMLSS·d)。
2.回流污泥浓度XR=10,000mg/L。
3.污泥回流比R=50%。
4.混合液悬浮固体浓度(污泥浓度)X=3333.3mg/L。
5.TN去除率ηTN=51.5%。
6.内回流倍数R=106.2%。
四、A2/O曝气池计算1.反应池容积V=m3.2.反应水力总停留时间t=14h。
3.各段水力停留时间和容积:厌氧池停留时间t=2.33h,池容V=7087.7m3;缺氧池停留时间t=2.33h,池容V=7087.7m3;好氧池停留时间t=9.34h,池容V=.6m3.4.校核氮磷负荷:好氧段TN负荷为0.024kgTN/(kgMLSS·d),厌氧段TP负荷为0.017kgTP/(kgMLSS·d)。
以上是A2/O工艺生化池设计的相关参数计算。
根据进出水水质要求,设计最大流量为0.850 m3/s,进出水水质指标及处理程度在表1中给出。
根据计算结果,进行反应池容积、反应水力总停留时间、各段水力停留时间和容积、氮磷负荷等方面的校核。
剔除下面文章的格式错误,删除明显有问题的段落,然后再小幅度的改写每段话。
根据给定的数据,可计算出该生物处理系统的各项设计参数。
首先,根据污水的水量和污泥的含水率,可以计算出每天需要处理的污泥量为5395kg/d,剩余污泥量为2006.6kg/d,即83.6m3/h。
接下来,根据反应池总容积和每组反应池的容积,可以确定需要设置两组反应池,每组反应池容积为m3,有效水深为5m,超高为1m,总高为6m。
此外,还需要设置6条廊道,每条廊道宽10m,长度为71m,符合污水生物处理新技术的长比宽在5~10间,宽比高在1~2间的要求。
反应池进、出水系统的设计中,进水管取DN800mm管径,回流污泥管和出水管分别取DN800mm和DN1200mm管径。