10KV冷缩电缆终端头的制作专题培训课件
- 格式:ppt
- 大小:1.89 MB
- 文档页数:15


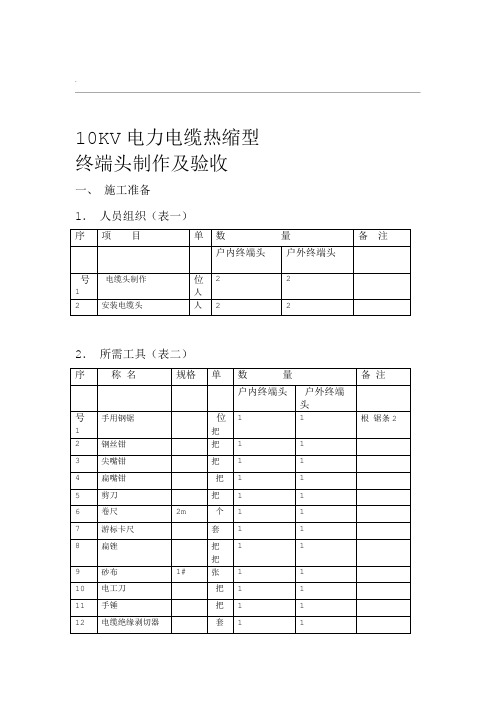
.10KV电力电缆热缩型终端头制作及验收一、施工准备1.人员组织(表一)2.所需工具(表二)3.所需材料(表三)..2 m 2 2..二、热缩工序流程图电缆测试剥切外护套剥内垫层剥铠装固定三叉手套焊接地线包绕热熔胶带分芯线固定应力管固定绝缘管剥铜屏蔽层、半导体层压接端子安装固定填写安装技术记录固定相色管电气性能测试图1 10KV交联聚乙烯电力电缆户内终端头制作工序流程图三、冷缩工序流程图电缆测试剥切外护套剥铠装剥内垫层包绕热熔胶带固定三叉手套分芯线焊接地线固定应力管压接端子固定绝缘管剥铜屏蔽层、半导体层固定三、单孔防雨罩固定相色管电气性能测试固定相色管填写安装技术记录安装固定..图2 10KV交联聚乙烯电力电缆户外终端头制作工序流程图四、户内热缩型电缆终端头操作要领)电缆测试:1 兆欧表测量绝缘电阻,一般应大于5000MΩ。
制作前用2500V 2)剥切外护套:、户外头由末所示尺寸,户内头由末端量取550mm用电缆夹将电缆垂直固定,按图3①,剥去外护套。
端量取750mm②④③30 20750户内550户外·图 3电缆终端头剥切示意图..①PVC护套②铠装带③内垫层④铜屏蔽层3)剥铠装:从外护套断口处量取30mm铠装保留,用铜扎线绑扎3道,其余剥除。
4)剥内垫层:在铠装断口处向末端保留20mm内垫层,其余剥除。
5)分芯线:割弃线芯间填充物,把线芯小心分开。
6)焊接地线:用砂布打光铠装上的接地线焊区。
取铜纺织地线,用砂布将两端打光,一端牢固的焊在铠装上,另一端分成三股,分别焊在三根芯线的铜屏蔽带上,焊接处表面应平整光滑无虚焊。
7)包绕热熔胶带:在三叉根部从内垫层外缘至外护套10mm处用半迭法包缠热熔胶带长约65mm,形似橄榄状最大处直径大于电缆外径约15mm。
8)固定三叉手套:将三叉手套套入三叉根部,由手指根部依次向两端加热固定。
9)剥半导体层铜屏蔽层:..由手套手指根部量取55mm铜屏蔽层,其余剥除。

10kV电缆冷缩中间接头制作技术及施工电缆接头是电力设施中的重要组成部分,可起到固定、锁紧进出线的作用,同时能提升电力线路整体的防震动、防尘及防水能力。
电缆接头包括终端头与中间接头两种,电缆冷缩中间接头因电缆剥切长度较短,对施工环境、工艺质量要求更加严苛,常常因施工者的一些不规范施工习惯,导致留下隐患。
中间接头的制作及施工质量会对整条线路电力供应的连续性与安全性产生影响,因此要合理优化制作工艺与施工技术。
1 10kV冷缩电缆中间接头制作工艺应用的重要性这些年来随着冷缩电缆中间接头制作工艺的不断发展和应用领域的不断扩大,研究冷缩电缆中间接头制作工艺应用对国计民生都有重要的影响,对于高压电缆行业的发展起到非常非常重要的作用。
10kV冷缩电缆中间接头制作工艺应用高压电缆行业中有很多优点,对于整个高压电缆行业都有深刻的影响。
由于高压电缆行业是具有高技术含量的行业,其市场的需求量巨大,产品的综合性能也非常的强,所以需要认真的推广和发展电缆中间接头制作工艺技术,争取给整个冷缩电缆行业带来颠覆性的影响。
10kV冷缩电缆中间接头制作工艺应用于冷缩电缆行业中对于冷缩电缆行业制造,比如电缆的制造有很大的影响,能够极大的推动这些冷缩电缆行业的发展。
对于整个国家的冷缩电缆行业都有着重要的影响。
当然,国家对于这一方面也是非常的重视的,由于冷缩电缆中间接头制作工艺的特殊性,所以对于未来10kV冷缩电缆中间接头制作工艺的发展来说前景非常的光明。
2 10kV冷缩电缆中间接头制作工艺10kV冷缩电缆中间接头的制作过程非常的复杂,工艺非常多,下面我将10kV冷缩电缆中间接头制作过程中用到的工艺详细的进行说明描述。
在制作10kV冷缩电缆中间接头的过程中对电缆导线进行切割是必须的第一步骤,也是至关重要的一步。
切割的时候不能把铜芯切断,切割的目的是便于进行后面的操作。
切割后的电缆导线需要进行铜芯线的处理,这个工艺过程中可以将10kV冷缩电缆套件中的外件套、内件套、绝缘层、应力管等热缩管分别套入切割后的两端电缆导线中,然后进行线芯处理工作。

10kV电缆冷缩终端头的制作工艺10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准10kV电缆冷缩终端头的制作随着农网改造的深入开展、城网改造的启动,10kV电缆以其施工维护方便、供电可靠性高,在农网箱变、城网配电线路中得到越来越广泛的应用,但10kV电缆头制作工艺直接影响着10kV电缆的安全可靠运行。
1制作时对环境的要求10kV电缆冷缩终端头的制作必须在天气晴朗、空气干燥的情况下进行,施工场地应清洁无XXX的灰尘或纸屑。
2制作时对电缆的要求所制作的10kV电缆外观应整洁无破损,并做绝缘电阻、直流耐压试验,经试验合格后方可进行。
对暂缓制作的电缆头应用密封胶密封。
3制作步骤1)剥外护套、钢铠和内衬层。
将电缆校直、擦净、剥去从安装位置到接线端子的外护套、留钢铠30mm、内护套10mm,并用扎丝或PVC带缠绕钢铠以防松散。
铜屏蔽端头用PVC带缠紧,以防松散,铜屏蔽皱褶部位用PVC带缠绕,以防划伤冷缩管。
2)固定钢铠地线。
将三角垫锥用力塞入电缆分岔处,打光钢铠上的油漆、铁锈,用大恒力弹簧将钢铠地线固定在钢铠上。
为了牢固,地线要留10~20mm的头,恒力弹簧将其绕一圈后,把露的头反折回来,再用恒力弹簧缠绕。
固定铜屏蔽地线也如此。
3)缠添补胶。
自断口以下50mm至整个恒力弹簧、钢铠及内护层,用添补胶缠绕页脚内容110kV交联聚乙烯绝缘电缆热缩接头制作工艺标准两层,三岔口处多缠一层,这样做出的冷缩指套饱满充实。
4)固定铜屏蔽地线。
将一端分成三股的地线分别用三个小恒力弹簧固定在三相铜屏蔽上,缠好后尽量把弹簧往里推。
将钢铠地线与铜屏蔽地线分开,不要短接。
(5)缠自粘带。
在填充胶及小恒力弹簧外缠一层黑色自粘带,目的是容易抽出冷缩指套内的塑料条。
6)固定冷缩指套。
先将指端的三个小支撑管略微拽出一点(从里看和指根对齐),再将指套套入尽量下压,逆时针先将大口端塑料条抽出,再抽指端塑料条。
(7)固定冷缩管。
在指套指头往上100mm之内缠绕PVC带,将冷缩管套至指套根部,逆时针抽出塑料条,抽时用手扶着冷缩管末端,定位后松开,不要一直攥着未收缩的冷缩管,根据冷缩管端头到接线端子的距离切除或加长冷缩管或切除多余的线心。
10kV三芯交联冷缩电缆终端头制作过程-安装班组黄梓鹏普通三芯交联电缆的构造由外至内包括:外护套、钢铠、内护套、铜屏蔽和三相电缆线芯;线芯由外至内包括铜屏蔽、外半导电层、绝缘层、内半导电层和线芯。
冷缩电缆附件如下图所示:1.电缆预处理:把电缆放置在预定的位置,开剥外护套。
用美工刀环形切割外护套,并从前往后划开。
方可切开外护套。
2.用恒力弹簧包裹住钢铠,包裹位置为外护套环切处。
用一字螺丝刀慢慢将钢铠撬起,如果包裹太紧导致螺丝刀塞不进去,可以从电缆前端将钢铠松开少许,或用小锤将螺丝刀捶打。
撬起后改用老虎钳夹紧撕开钢铠(钢铠有两层)。
3.沿撕开处向前1厘米左右,环形切割内护套,并从前往后划开,方可切开内护套。
注意切割时切勿用力过猛,以免伤及里面的铜屏蔽层,甚至是绝缘层。
4.割掉填充物。
注意切割时要从前往后割,以免伤及铜屏蔽和绝缘层。
分开三根线芯后,注意将线芯头部用包布包裹,以免铜屏蔽散开。
5.用砂纸打磨钢铠和铜屏蔽层。
6.将接地编织线线缠绕在交联线芯分叉处,向后收紧编织线,并套上恒力弹簧。
在钢铠处同样用恒力弹簧固定住编织线,向后用力收紧。
两条编织线要有一定距离,以便之后做实验方便。
接地时两条编织线可以在同一处接地。
在两个恒力弹簧上分别缠绕几层包布,以进一步保证弹簧不会松脱。
7.在恒力弹簧及其之间缠绕若干条填充胶,使其外观平整,略呈苹果形。
并在三芯电缆分叉处,把密封胶撕成小块,揉成团团之后填充进分叉的根部。
8.在钢铠恒力弹簧向后一段距离处包裹一层密封胶。
以加强防水密封。
9.安装冷缩三指套。
将三指套从线芯分叉处,套到电缆根部。
将三指的线芯抽出少许,使其略微颈缩。
压紧三指套,抽出塑料支撑条,先收缩根部,再收缩三根指套。
10.安装冷缩管。
抽条时手不要拉着未收缩的冷缩管,使其自然收缩。
11.将电缆定好位置,确定好长度,剪去多余的电缆。
12.按照标尺,在剥除铜屏蔽处缠绕包布后,在标记处环切,剥除铜屏蔽。
注意,理想的切割深度应只有铜屏蔽厚度的三分之二,以免伤及绝缘层。