表面粗糙度的评定参数及其数值的选用
- 格式:ppt
- 大小:435.00 KB
- 文档页数:29
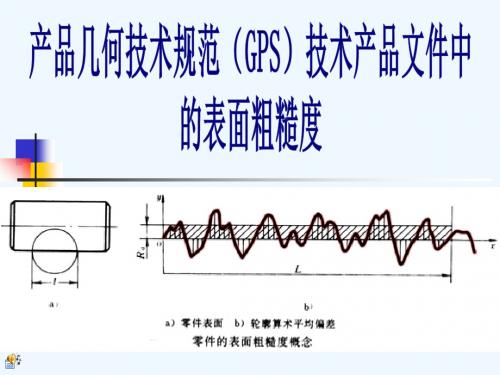
表面粗糙度评定:参数选择与测量方法表面粗糙度是指物体表面经过加工或自然形成后,其表面上所具有的微观几何形状特征。
表面粗糙度评定参数是用来评价表面粗糙程度的物理量,包括轮廓算术平均偏差、轮廓最大高度、轮廓线数、轮廓单元平均宽度等。
以下是表面粗糙度评定的主要参数及介绍:1. 轮廓算术平均偏差(Ra):轮廓算术平均偏差是指在取样长度内,沿轮廓线方向上,轮廓偏距绝对值的算术平均值。
它反映了表面微观几何形状的高度特征,是表面粗糙度评定的主要参数之一。
2. 轮廓最大高度(Rz):轮廓最大高度是指在取样长度内,轮廓峰顶线和轮廓谷底线之间的垂直距离。
它反映了表面微观几何形状的深度特征,是表面粗糙度评定的主要参数之一。
3. 轮廓线数(Rc):轮廓线数是指在取样长度内,轮廓线上波峰和波谷的数目。
它反映了表面微观几何形状的波峰和波谷数量特征,是表面粗糙度评定的辅助参数之一。
4. 轮廓单元平均宽度(Rt):轮廓单元平均宽度是指在取样长度内,轮廓单元的平均宽度。
它反映了表面微观几何形状的宽度特征,是表面粗糙度评定的辅助参数之一。
5. 轮廓单元平均高度(Rsm):轮廓单元平均高度是指在取样长度内,轮廓单元的平均高度。
它反映了表面微观几何形状的高度差异特征,是表面粗糙度评定的辅助参数之一。
6. 轮廓支承长度率(Rsk):轮廓支承长度率是指轮廓线上,支撑点的平均支撑长度与取样长度之比。
它反映了表面微观几何形状的支撑特征,是表面粗糙度评定的辅助参数之一。
7. 轮廓峰密度(Rp):轮廓峰密度是指在取样长度内,轮廓线上波峰的数量与取样长度的比值。
它反映了表面微观几何形状的峰密度特征,是表面粗糙度评定的辅助参数之一。
8. 轮廓谷密度(Rv):轮廓谷密度是指在取样长度内,轮廓线上波谷的数量与取样长度的比值。
它反映了表面微观几何形状的谷密度特征,是表面粗糙度评定的辅助参数之一。
以上是表面粗糙度评定的主要参数及介绍。
在实际应用中,根据不同表面的加工要求和评价目的,选择合适的评定参数来评估表面的粗糙程度,以保证产品质量的稳定性和可靠性。

表面粗糙度的三个评定参数一、介绍表面粗糙度是衡量物体表面粗细程度的参数,对于很多行业来说都是十分重要的质量指标。
在工业制造、建筑材料、土木工程等领域,粗糙度的评定参数对于保证产品质量、提高工程效率具有重要意义。
本文将介绍表面粗糙度的三个评定参数,包括使用范围、计算方法以及实际应用。
二、RMS粗糙度RMS(Root Mean Square)粗糙度被广泛应用于表面粗糙度的评定中。
RMS粗糙度是指表面粗糙度的均方根值,通过测量垂直于表面方向上的高度差来计算。
1. 计算方法:1.选取一小块表面区域;2.将该区域的高度值减去表面均值,得到各点的高度差;3.对高度差的平方求和;4.将求和结果除以测量区域的面积;5.取结果的平方根,即为RMS粗糙度。
2. 应用领域:RMS粗糙度广泛应用于汽车、航空航天等工业领域,用于评估零件的表面质量。
在生产过程中,根据RMS粗糙度的标准进行检测和筛选,可以保证零件的质量符合要求,提高生产效率和产品可靠性。
三、Ra粗糙度Ra(Roughness average)粗糙度指表面高度差的平均值,常用于描述表面粗糙度的平均水平。
1. 计算方法:1.选取一小段表面轨迹;2.计算轨迹上各点的高度差;3.将高度差的绝对值累加;4.将累加结果除以轨迹长度;5.得到的结果即为Ra粗糙度。
2. 应用领域:Ra粗糙度常用于机械工程、船舶制造等领域,用于评估零件表面的加工质量。
根据Ra粗糙度的要求进行表面加工,可以保证零件与零件之间的配合接触面积更大,提高零件的使用寿命和性能。
四、Rz粗糙度Rz(Average maximum height)粗糙度表示单位长度内最大凹凸高度的平均值,常用于对表面粗糙度的极值进行评定。
1. 计算方法:1.选取一小段表面轨迹;2.在轨迹上找到最高点和最低点;3.计算最高点和最低点之间的高度差;4.同样方法找到其它最高点和最低点,累加高度差;5.将累加结果除以轨迹长度;6.得到的结果即为Rz粗糙度。

表面粗糙度的评定标准及方法当钢材表面经喷射清理后,就会获得一定的表面粗糙度或表面轮廓。
表面粗糙度可以用形状和大小来进行定性。
经过喷射清理,钢板表面积会明显增加很多,同时获得了很多的对于涂层系统有利的锚固点。
当然,并不是粗糙度越大越好,因为涂料必须能够覆盖住这些粗糙度的波峰。
太大的粗糙度要求更多的涂料消耗量。
一般的涂料系统要求的粗糙度通常为Rz40~75微米。
1.粗糙度的定义对表面粗糙度的定义有以下几种:hy:在取样长度内,波峰到波谷的最大高度,ISO8503-3(显微镜调焦法)Ry:在取样长度内,波峰到波谷的最大高度,ISO8503-4(触针法)Ra:波峰和波谷到虚构的中心线的平均距离,ISO 3274Ry5:在取样长度内,五个波峰到波谷最大高度的算术平均值,ISO8503-4(触针法)有关Rz的表述与Ry5其实是相同的,Rz的表述来自于德国标准DIN 4768-1。
Ra和Rz之间的关系是Rz相当于Ra的4~6倍。
2.表面粗糙度的评定标准为了测定钢板表面粗糙度,不同的标准规定了相应的仪器可以使用,测量值以微米(μm)为单位。
国际标准分ISO 8503成五个部分在来说明表面粗糙度:ISO8503-1:1995表面粗糙度比较样块的技术要求和定义ISO8503-2:1995喷射清理后钢材表面粗糙度分级―样板比较法ISO8503-3:1995 ISO基准样块的校验和表面粗糙度的测定方法―显微镜调焦法ISO8503-4:1995 ISO基准样块的校验和表面粗糙度的测定方法,触针法ISO8503-5:2004表面轮廓的复制胶带测定法我国的国家标准GB/T 13288-91《涂装前钢材表面粗糙度等级的评定(比较板块法)》,参照ISO8503所制订。
3.比较样块法评定表面粗糙度在涂装现场较为常用的粗糙度评定方法是比较样块法。
常用的粗糙度比较块有英国易高elcometer125,荷兰TQCLD2040、LD2050以及英国PTER2006、R2007等。