表面粗糙度参数总结
- 格式:pdf
- 大小:235.13 KB
- 文档页数:3
2d表面表面粗糙度和3d形貌体征参数定义表面粗糙度是指物体表面不规则程度的度量,通常用来描述表面的凹凸程度和不平滑程度。
表面粗糙度可以用各种参数来定量描述,其中最常用的是2D表面粗糙度和3D形貌体征参数。
2D表面粗糙度是通过在二维平面上测量表面高度和间距来描述的。
常见的2D表面粗糙度参数包括均方根粗糙度(Ra)、平均峰谷高度(Rz)、最大峰谷高度(Rt)等。
其中,均方根粗糙度是指在某一测量区域内高度差的平方和的平均值的平方根,是最常用的2D表面粗糙度参数之一。
平均峰谷高度是指在某一测量区域内,峰值和谷值之间的平均高度差。
最大峰谷高度是指测量区域内最高点到最低点之间的距离。
然而,2D表面粗糙度只能提供表面的一部分信息,不能完全描述表面的形貌。
为了更准确地表征表面的凹凸特性,需要使用3D形貌体征参数。
3D形貌体征参数是通过在三维空间中测量表面高度来确定的,可以提供更多的表面形貌信息。
常见的3D形貌体征参数包括表面平均高度(Sa)、表面峰谷高度(Sz)、表面最大凹陷(Smr)、表面最大高度(Spr)等。
表面平均高度是测得表面上所有高度值与参考平面之间的平均高度差。
表面峰谷高度是测得表面上所有高度值与参考平面之间的最大高度差。
表面最大凹陷是测得在某一测量区域内,表面上所有凹陷的最大深度。
表面最大高度是测得在某一测量区域内,表面上所有突起的最大高度。
这些2D表面粗糙度和3D形貌体征参数在工程和科学研究中被广泛应用。
它们可以帮助我们定量描述物体表面的粗糙程度和不平滑程度,为材料表面的设计、制备和加工提供重要的依据。
不同的2D表面粗糙度和3D形貌体征参数适用于不同的实际应用需求,选择合适的参数可以更好地满足特定需求。
总之,2D表面粗糙度和3D形貌体征参数是对物体表面粗糙程度进行定量描述的重要指标。
它们通过测量表面高度和间距来确定,可以提供丰富的表面形貌信息,广泛应用于各个领域。
这些参数的正确使用可以帮助我们更好地了解和控制表面的性质,优化材料的表面处理和加工过程。
表面粗糙度高度参数有3种:1. 轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2. 微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3. 轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS直实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1 ---- 0.025um;N2 ---- 0.05um; N3 ----- O.lum ;N4 ---- 0.2um;N5 ---- 0.4um ; N6 ----- 0.8um;N7 ---- 1.6um;N8 ---- 3.2um ; N9 ----- 6.3um;N10 --- 12.5um ;N11 ---- 25um日本表面粗糙度的老标准。
金属表面粗糙度参数一览表
表面粗糙度是指加工表面所具有的较小间距和微小峰谷的微观几何形状的尺寸特征。
工件加工表面的这些微观几何形状误差称为表面粗糙度。
1 表面粗糙度的评定参数
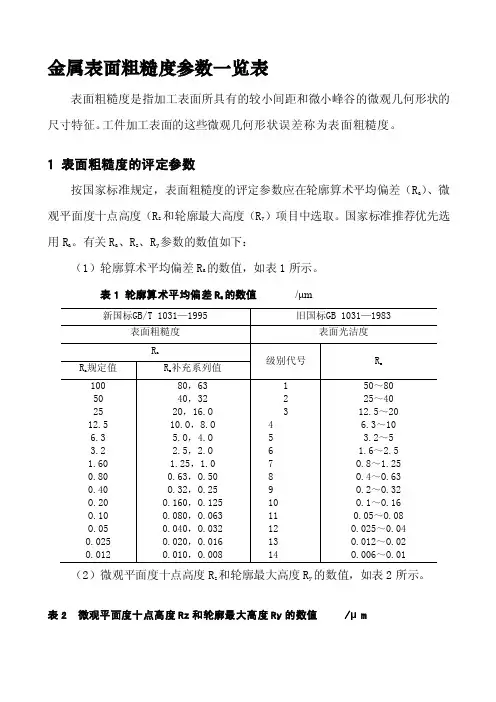
按国家标准规定,表面粗糙度的评定参数应在轮廓算术平均偏差(R a)、微观平面度十点高度(R z和轮廓最大高度(R y)项目中选取。
国家标准推荐优先选用R a。
有关R a、R z、R y参数的数值如下:
(1)轮廓算术平均偏差R a的数值,如表1所示。
表1 轮廓算术平均偏差R a的数值/μm
(2)微观平面度十点高度R z和轮廓最大高度R y的数值,如表2所示。
表2 微观平面度十点高度Rz和轮廓最大高度Ry的数值 /μm
2 表面粗糙度代(符)号
表面粗糙度代(符)号如表3所示
表3 表面粗糙度代(符)号
各级表面粗糙度的表面特征、经济加工方法及应用举例如表4所示。
表4 各级表面粗糙度的表面特征、经济加工方法及应用举例。

粗糙度参数解说介绍参数概述表面纹理可由与一定的纹理特性相关的参数来量化。
这些参数可按测量的特点类型,被分成几组类型。
它们是:Amplitude (幅值)Spaci ng (间距)Hybrid (混合)R&W(R+ W)Aspheric (非球面)曲线及相关参数Rk参数影响表面粗糙度的数字评估是三个特性长度。
它们是:・取样长度,也被称为Cut-Off Length・评价长度,也被称为Assessment Length 或Data Length-横向移动长度另外,屏幕上的帮助工具,以一个容易阅读的Exploring Surface Texture (表面形貌浏览)文本描述,其主题详细包括了什么是表面形貌及为什么必需测量它。
该文本包括用Form Talysurf仪器提供通常的表面形貌背景信息和测量仪器的特殊测针类型。
它也给出了参数的有用信息:它们的来历和使用。
对进一步更深的表面评论及其测量,可从Taylor Hobson的手册Precision 2中得至叽幅值参数这些是测量在轮廓(Z轴)的垂直位移。
这类参数包括:未滤波参数滤波的粗糙度参数滤波的波纹度参数Pa RaPku Rku WkuFp Rp Wp門Rq WqPsk RskPt Rt WtPv WvFV忠PzfJ IS)Rz (JIS)WcFc RcR3yR3z间距参数这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。
这类参数包括未滤波参数滤波的粗糙度参数滤波的波纹度参数PHSC RHSC WHSCPLo RLo WLoPpc RpC WpCPS RS WSPSm RSm WSm混合参数指与表面不规则的幅值参数和间距参数都有关的参数(Z轴和X轴),或者规定了一个量,如面积或体积,被称作Hybrid (混合)参数这类参数包括:未滤波参数滤波的粗糙度参数滤波的波纹度参数PA3RAa WAaPoc R3c W8cP \q RAq WAqR7.q WXqPVo RVo WVo曲线及相关参数这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。
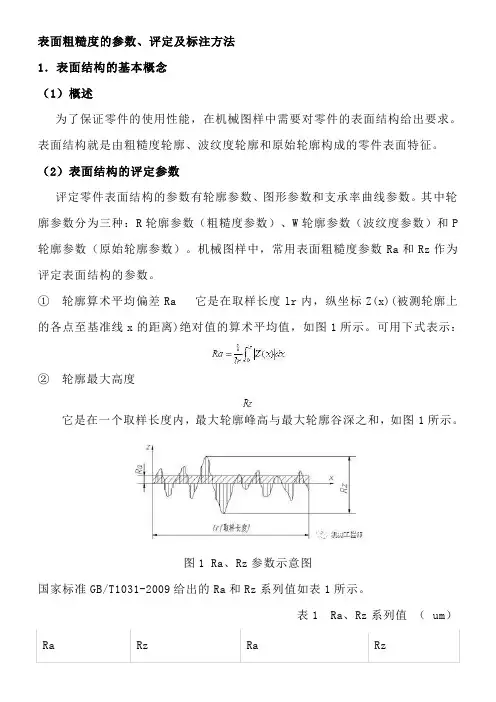
表面粗糙度的参数、评定及标注方法1.表面结构的基本概念(1)概述为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求。
表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零件表面特征。
(2)表面结构的评定参数评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参数。
其中轮廓参数分为三种:R轮廓参数(粗糙度参数)、W轮廓参数(波纹度参数)和P 轮廓参数(原始轮廓参数)。
机械图样中,常用表面粗糙度参数Ra和Rz作为评定表面结构的参数。
①轮廓算术平均偏差Ra 它是在取样长度lr内,纵坐标Z(x)(被测轮廓上的各点至基准线x的距离)绝对值的算术平均值,如图1所示。
可用下式表示:②轮廓最大高度它是在一个取样长度内,最大轮廓峰高与最大轮廓谷深之和,如图1所示。
图1 Ra、Rz参数示意图国家标准GB/T1031-2009给出的Ra和Rz系列值如表1所示。
表1 Ra、Rz系列值( um)Ra Rz Ra Rz0.012 6.3 6.30.025 0.025 12.5 12.50.05 0.05 25 250.1 0.1 50 500.2 0.2 100 1000.4 0.4 2000.8 0.8 4001.6 1.6 8003.2 3.2 16002.标注表面结构的图形符号(1)图形符号及其含义在图样中,可以用不同的图形符号来表示对零件表面结构的不同要求。
标注表面结构的图形符号及其含义如表2所示。
表2 表面结构图形符号及其含义符号名称符号样式含义及说明基本图形符号未指定工艺方法的表面;基本图形符号仅用于简化代号标注,当通过一个注释解释时可单独使用,没有补充说明时不能单独使用扩展图形符号用去除材料的方法获得表面,如通过车、铣、刨、磨等机械加工的表面;仅当其含义是“被加工表面”时可单独使用用不去除材料的方法获得表面,如铸、锻等;也可用于保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的完整图形符号在基本图形符号或扩展图形符号的长边上加一横线,用于标注表面结构特征的补充信息工件轮廓各表面图形符号当在某个视图上组成封闭轮廓的各表面有相同的表面结构要求时,应在完整图形符号上加一圆圈,标注在图样中工件的封闭轮廓线上。
参数解说介绍参数概述表面纹理可由与一定的纹理特性相关的参数来量化。
这些参数可按测量的特点类型,被分成几组类型。
它们是:Amplitude(幅值)Spacing(间距)Hybrid(混合)R&W(R+W)Aspheric(非球面)曲线及相关参数Rk 参数影响表面粗糙度的数字评估是三个特性长度。
它们是:取样长度,也被称为Cut-Off Length评价长度,也被称为Assessment Length或Data Length横向移动长度另外,屏幕上的帮助工具,以一个容易阅读的Exploring Surface Texture(表面形貌浏览)文本描述,其主题详细包括了什么是表面形貌及为什么必需测量它。
该文本包括用Form Talysurf仪器提供通常的表面形貌背景信息和测量仪器的特殊测针类型。
它也给出了参数的有用信息:它们的来历和使用。
对进一步更深的表面评论及其测量,可从Taylor Hobson的手册Precision 2中得到。
幅值参数这些是测量在轮廓(Z轴)的垂直位移。
这类参数包括:未滤波参数滤波的粗糙度参数滤波的波纹度参数间距参数这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。
这类参数包括未滤波参数滤波的粗糙度参数滤波的波纹度参数混合参数指与表面不规则的幅值参数和间距参数都有关的参数(Z轴和X轴),或者规定了一个量,如面积或体积,被称作Hybrid(混合)参数。
这类参数包括:未滤波参数滤波的粗糙度参数滤波的波纹度参数曲线及相关参数这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。
这类参数包括:原始轮廓轮廓高度幅值曲线PcPmrPmr(c)滤波的粗糙度轮廓高度幅值曲线RcRmrRmr(c)滤波的波纹度轮廓高度幅值曲线WcWmrWmr(c)R加W 参数这些参数与R和W参数相关,被定义在标准BS ISO 12085:1996里面。
这些分析包括:PtRARRxSRSARSWSAWWteWAWWx非球面分析参数这些参数与非球面形状的特殊分析有关。
表面粗糙度参数(共6页) -本页仅作为预览文档封面,使用时请删除本页-第4章表面粗糙度概述在机械加工过程中,由于切削会留下切痕,切削过程中切屑分离时的塑性变形,工艺系统中的高频振动,刀具和已加工表面的磨擦等等原因,会使被加工零件的表面产生许多微小的峰谷,这些微小峰谷的高低程度和间距状况就称为表面粗糙度。
一、表面粗糙度的实质表面粗糙度是一种微观的几何形状误差,通常按波距的大小分为:波距≤1mm的属表面粗糙度;波距在1~10mm间的属表面波度;波距>10mm的属于形状误差。
二、表面粗糙度对零件使用性能的影响1.对摩擦和磨损的影响一般地,表面越粗糙,则摩擦阻力越大,零件的磨损也越快。
2.对配合性能的影响表面越粗糙,配合性能越容易改变,稳定性越差。
3. 对疲劳强度的影响当零件承受交变载荷时,由于应力集中的影响,疲劳强度就会降低,表面越粗糙,越容易产生疲劳裂纹和破坏。
4.对接触刚度的影响表面越粗糙,实际承载面积越小,接触刚度越低。
5.对耐腐蚀性的影响表面越粗糙,越容易腐蚀生锈。
此外,表面粗糙度还影响结合的密封性,产品的外观,表面涂层的质量,表面的反射能力等等,所以要给予充分的重视。
表面粗糙度的评定一.基本术语1.轮廓滤波器把轮廓分成长波和短波成分的滤波器。
2.λ滤波器确定粗糙度与波纹度成分之间相交界限的滤波器。
3.取样长度用以判别具有表面粗糙度特征的一段基准线长度。
规定和选取取样长度的目的是为了限制和削弱表面波纹度对表面粗糙度测量结果的影响。
推荐的取样长度值见表4-1。
在取样长度内一般应包含五个以上的轮廓峰和轮廓谷。
4.评定长度评定表面粗糙度时所必须的一段基准线长度。
为了充分合理地反映表面的特性,一般取ln =5l。
5.轮廓中线m 用以评定表面粗糙度值的基准线。
⑴轮廓的最小二乘中线具有几何轮廓形状并划分轮廓的基准线。
在取样长度范围内,使被测轮廓线上的各点至该线的偏距的平方和为最小。
即:⎰lr i Z02dx = min⑵轮廓的算术平均中线在取样长度内,将实际轮廓划分为上、下两部分,并使上、下两部分的面积相等的基准线。
第 4 章表面粗糙度概述在机械加工过程中,由于切削会留下切痕,切削过程中切屑分离时的塑性变形,工艺系统中的高频振动,刀具和已加工表面的磨擦等等原因,会使被加工零件的表面产生许多微小的峰谷,这些微小峰谷的高低程度和间距状况就称为表面粗糙度。
一、表面粗糙度的实质表面粗糙度是一种微观的几何形状误差,通常按波距的大小分为:波距≤1mm的属表面粗糙度;波距在1~10mm间的属表面波度;波距>10mm的属于形状误差。
二、表面粗糙度对零件使用性能的影响1. 对摩擦和磨损的影响一般地,表面越粗糙,则摩擦阻力越大,零件的磨损也越快。
2. 对配合性能的影响表面越粗糙,配合性能越容易改变,稳定性越差。
3. 对疲劳强度的影响当零件承受交变载荷时,由于应力集中的影响,疲劳强度就会降低,表面越粗糙,越容易产生疲劳裂纹和破坏。
4. 对接触刚度的影响表面越粗糙,实际承载面积越小,接触刚度越低。
5. 对耐腐蚀性的影响表面越粗糙,越容易腐蚀生锈。
此外,表面粗糙度还影响结合的密封性,产品的外观,表面涂层的质量,表面的反射能力等等,所以要给予充分的重视。
表面粗糙度的评定一. 基本术语1. 轮廓滤波器把轮廓分成长波和短波成分的滤波器。
2. λ滤波器确定粗糙度与波纹度成分之间相交界限的滤波器。
3. 取样长度用以判别具有表面粗糙度特征的一段基准线长度。
规定和选取取样长度的目的是为了限制和削弱表面波纹度对表面粗糙度测量结果的影响。
推荐的取样长度值见表4-1 。
在取样4. 评定长度评定表面粗糙度时所必须的一段基准线长度。
为了充分合理地反映表面的特性,一般取ln =5l 。
5. 轮廓中线m 用以评定表面粗糙度值的基准线。
⑴轮廓的最小二乘中线 具有几何轮廓形状并划分轮廓的基准线。
在取样长度范围内,使被测轮廓线上的各点至该线的偏距 的平方和为最小。
即:⑵轮廓的算术平均中线 在取样长度内, 将实际轮廓划分为上、下两部分,并使上、下两部分的面积相等的基准线。
表面粗糙度的主要评定参数
表面粗糙度的主要评定参数可以包括以下几个方面:
1. Ra值(平均粗糙度):表示在一定长度范围内,表面的高低起伏平均值。
Ra值越小,表示表面越平滑。
2. Rz值(最大峰值高度):表面上最高点和最低点之间的距离。
Rz值越小,表示表面越平滑。
3. Rt值(峰值高度):表面上最高点和最低点之间的距离,不考虑峰谷之间的距离。
Rt值越小,表示表面越平滑。
4. Rmax值(最大峰谷高度):表面上最高点与最低点之间的最大垂直距离。
Rmax值越小,表示表面越平滑。
5. Rq值(均方根粗糙度):在一定长度范围内,峰谷高度的均方根值。
Rq值越小,表示表面越平滑。
6. RSm值(平均粗糙度峰谷高度):在一定长度范围内,峰值高度与谷值高度之间的平均差。
RSm值越小,表示表面越平滑。
这些参数是通过测量并计算表面高低起伏来评定表面粗糙度,不同的参数可以提供不同的表面粗糙度信息。
根据具体需求和应用场景,选择合适的参数进行评定可以更好地描述和比较不同材料或产品的表面粗糙度。
第4章表面粗糙度4.1 概述在机械加工过程中,由于切削会留下切痕,切削过程中切屑分离时的塑性变形,工艺系统中的高频振动,刀具和已加工表面的磨擦等等原因,会使被加工零件的表面产生许多微小的峰谷,这些微小峰谷的高低程度和间距状况就称为表面粗糙度。
一、表面粗糙度的实质表面粗糙度是一种微观的几何形状误差,通常按波距的大小分为:波距≤1mm的属表面粗糙度;波距在1~10mm间的属表面波度;波距>10mm的属于形状误差。
二、表面粗糙度对零件使用性能的影响1.对摩擦和磨损的影响一般地,表面越粗糙,则摩擦阻力越大,零件的磨损也越快。
2.对配合性能的影响表面越粗糙,配合性能越容易改变,稳定性越差。
3. 对疲劳强度的影响当零件承受交变载荷时,由于应力集中的影响,疲劳强度就会降低,表面越粗糙,越容易产生疲劳裂纹和破坏。
4.对接触刚度的影响表面越粗糙,实际承载面积越小,接触刚度越低。
5.对耐腐蚀性的影响表面越粗糙,越容易腐蚀生锈。
此外,表面粗糙度还影响结合的密封性,产品的外观,表面涂层的质量,表面的反射能力等等,所以要给予充分的重视。
4.2 表面粗糙度的评定一.基本术语1.轮廓滤波器把轮廓分成长波和短波成分的滤波器。
2.λ滤波器确定粗糙度与波纹度成分之间相交界限的滤波器。
3.取样长度用以判别具有表面粗糙度特征的一段基准线长度。
规定和选取取样长度的目的是为了限制和削弱表面波纹度对表面粗糙度测量结果的影响。
推荐的取样长度值见表4-1。
在取样长度内一般应包含五个以上的轮廓峰和轮廓谷。
4.评定长度评定表面粗糙度时所必须的一段基准线长度。
为了充分合理地反映表面的特性,一般取ln =5l。
5.轮廓中线m 用以评定表面粗糙度值的基准线。
⑴轮廓的最小二乘中线具有几何轮廓形状并划分轮廓的基准线。
在取样长度范围内,使被测轮廓线上的各点至该线的偏距的平方和为最小。
即:⎰lr i Z02dx = min⑵轮廓的算术平均中线在取样长度内,将实际轮廓划分为上、下两部分,并使上、下两部分的面积相等的基准线。
Summary of Surface Finish Parameters Table 1. Primary surface finish parameters.
Figure 1. Measurement of Average Roughness, Ra, and RMS Roughness, Rq.
there being a surface point at a certain height. If one were to draw a line at a particular height the ADF would be proportional to the number of times the surface profile crosses the line. The Material Ratio Curve (also known as the Bearing Ratio Curve, Bearing Area Curve, or the Abbott-Firestone Curve) is the integral of the ADF from above the surface to the height of interest. This is the total percentage of material above a certain height.
Measurement of Material Ratio
This measurement is also known as Bearing Ratio, and its symbol is t p . The Material ratio is usually defined at X% at a slice depth c. Depth c is measured from a reference. This reference can be defined as
T the highest peak
T a lower value that excludes outlying peaks (sometimes this is written as a
reference %, which is the t p at the height C ref ) T the mean, with c being defined as above or below the mean.
If you imagine slicing through the peaks on the surface at a particular depth, t p is the ratio of the total length of the flat “mesas” you would produce to the sampling length. This is illustrated in Figure 3.
1. If you grind to a depth c, t p is the percentage of the surface available to support a
perfectly flat load 2. Ratio of lengths: Add up all lengths with material beneath them in the
measurement length, L; divide the sum of these lengths by L to obtain the ratio. 3. Intersection of the line at height c with the Material Ratio Curve (see also Figure
2).
References
The following have additional information and more details:
1. Surface Metrology Guide , Precision Devices. Inc.
2. Surface Texture Parameters , Mahr
3. ASME B46.1 (1995) specification
mean
C ref
C
t p =19%。