石材干挂检验批质量验收记录表
- 格式:doc
- 大小:30.50 KB
- 文档页数:2
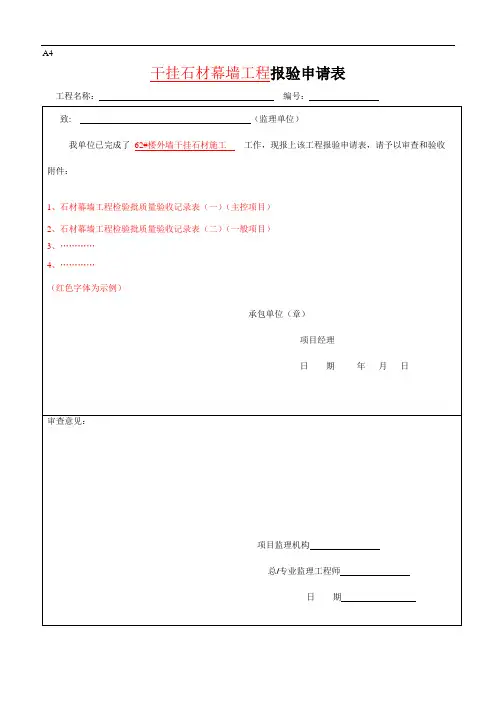
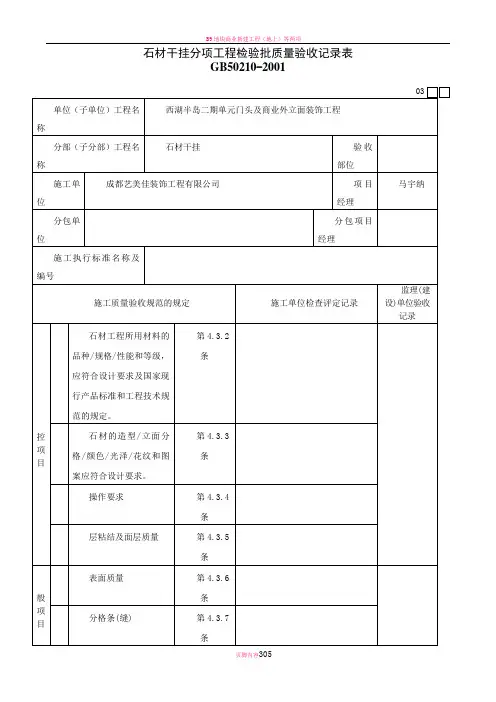
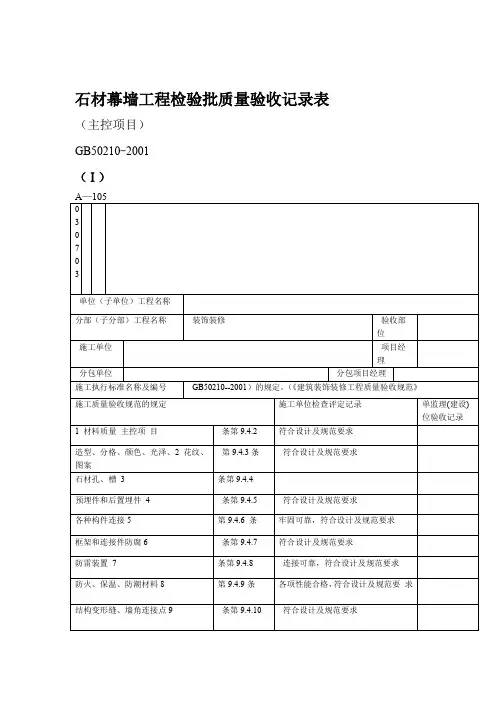
A4干挂石材幕墙工程报验申请表工程名称:编号:石材幕墙工程检验批质量验收记录表(一)(主控项目)说明主控项目1、石材幕墙工程所用材料的品种、规格、性能和等级,应符合设计要求及国家现行产品标准和工程技术规范的规定。
石材的弯曲强度度不应小于8.0MPa;吸水率应小于0.8%。
石材幕墙的铝合金挂件厚度不应小于4.0mm。
不锈钢挂件厚度不应小于3.0mm。
观察和尺量检查;检查产品合格证书、性能检测报告、材料进场验收记录和复验报告。
2、石材幕墙的造型、立面分格、颜色、光泽、花纹和图案应符合设计要求。
观察检查。
3、石材孔、槽的数量、深度、位置、尺寸应符合设计要求。
检查进场验收记录或施工记录。
4、石材幕墙主体结构上的预埋件和后置埋件的位置、数量及后置埋件的拉拔力必须符合设计要求。
检查拉拔力检测报告和隐蔽工程验收记录。
5、石材幕墙的金属框架立柱与主体结构预埋件的连接、立柱与横粱的连接、连接件与金属框架的连接、连接件与石材面板的连接必须符合设计要求,安装必须牢固。
手扳检查;检查隐蔽工程验收记录。
6、金属框架和连接件的防腐处理应符合设计要求。
检验方法:检查隐蔽工程验收记录。
7、石材幕墙的防雷装置必须与主体结构防雷装置可靠连接。
观察和检查隐蔽工程验收记录和施工记录。
8、石材幕墙的防火、保温、防潮材料的设置应符合设计要求,填充应密实、均匀、厚度一致。
检查隐蔽工程验收记录。
9、各种结构变形缝、墙角的连接节点应符合设计要求和技术标准的规定。
检查隐蔽工程验收记录和施工记录。
10、石材表面和板缝的处理应符合设计要求。
观察检查。
11、石材幕墙的板缝注胶应饱满、密实、连续、均匀、无气泡,板缝宽度和厚度应符合设计要求和技术标准的规定。
观察和尺量检查;检查施工记录。
12、石材幕墙应无渗漏。
在易渗漏部位进行淋水检查。
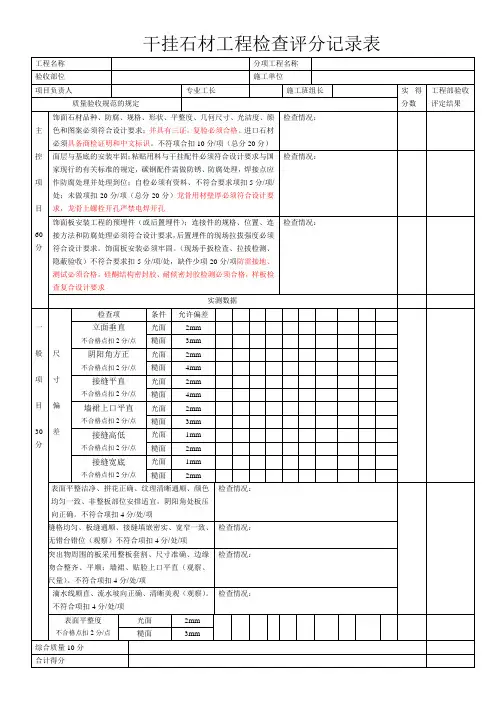
石材幕墙工程检验批质量验收记录表(二)(一般项目)GB50210—2001说明(二)030703一般项目1、石材幕墙表面应平整、洁净,无污梁、缺损和裂痕。

干挂墙砖石材隐蔽工程
验收记录表
HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
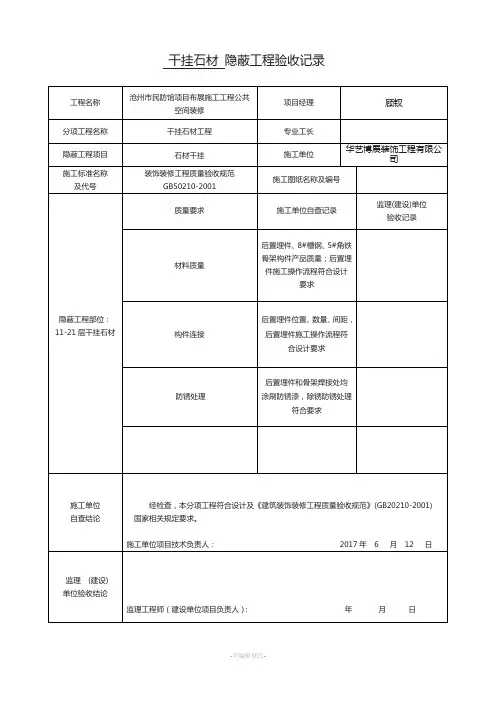
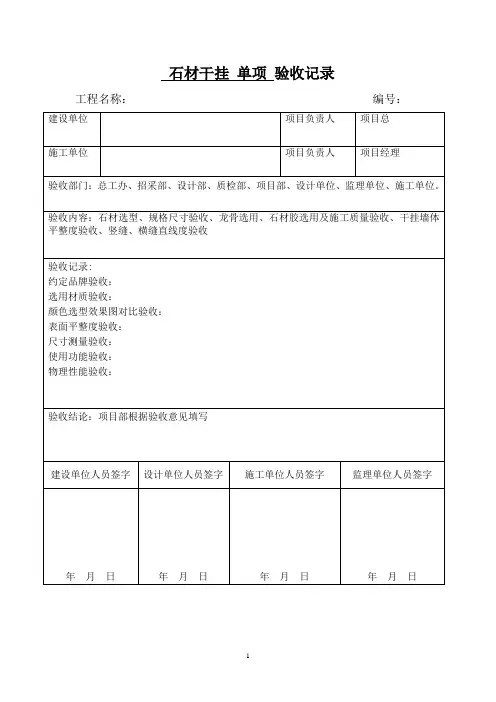
干挂石材隐蔽工程验收记录
说明:钢构件制作和安装都用此表,制作时将安装划掉。
主控项目:1、焊接材料的品种、规格性能。
符合产品标准和设计要求,检查产品合格证明文件及检验报告。
2、重要结构用焊接材料抽样复试结果符合产品标准和设计要求,检查复试报告,3、焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求(建筑钢结构焊接技术规范)JGJ81的规定,焊接材料在使用前,应按规定进行烘焙和存放,检查质量证书和烘焙记录。
4、焊工必须有证书,持证焊工必须在其考试合格项目及其认可范围内施焊,检查焊工合格证及其认可范围、有效期。
5、施工单位对其采用的钢材、焊接材料、焊接方法、焊接后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺,检查焊接工艺评定报告。
6、设计要求全焊透一、二焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤。
7、T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸应符合5.2.5。
干挂石材隐蔽工程验收记录
工程名称项目经理
分项工程名称隐蔽工程项目石材干挂施工部位施工单位
施工标准名称及代号装饰装修工程质量验收规范
GB50210-2001
施工图纸名称及编号
质量要求施工单位自查记录
监理(建设)单位
验收记录材料质量
后置埋件、8#槽钢、5#角
铁骨架构件产品质量;后
置埋件施工操作流程符合
设计要求
构件连接
后置埋件位置、数量、间
距,后置埋件施工操作流
程符合设计要求
防锈处理
后置埋件和骨架焊接处均
涂刷防锈漆,除锈防锈处
理符合要求
隐蔽工程部位:11-21层干挂石材
施工单位自查结论
经检查,本分项工程符合设计及《建筑装饰装修工程质量验收规范》(GB20210-2001)国家相关规定要求。
施工单位项目技术负责人:年月日
建设
单位验收结论
建设单位项目负责人:年月日。
干挂石材隐蔽工程验收记录说明:钢构件制作和安装都用此表,制作时将安装划掉。
主控项目:1、焊接材料的品种、规格性能。
符合产品标准和设计要求,检查产品合格证明文件及检验报告。
2、重要结构用焊接材料抽样复试结果符合产品标准和设计要求,检查复试报告,3、焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求(建筑钢结构焊接技术规范)JGJ81的规定,焊接材料在使用前,应按规定进行烘焙和存放,检查质量证书和烘焙记录。
4、焊工必须有证书,持证焊工必须在其考试合格项目及其认可范围内施焊,检查焊工合格证及其认可范围、有效期。
5、施工单位对其采用的钢材、焊接材料、焊接方法、焊接后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺,检查焊接工艺评定报告。
6、设计要求全焊透一、二焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤。
7、T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸应符合5.2.5条规定。
8、焊缝表面不得有裂纹、焊瘤等缺陷,一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷,且一级焊接不得有咬边,未焊满,根部收缩等缺陷,观察检查或使用放大镜,焊缝量夫和钢尺检查,当存在意义时,采用渗透或磁粉伤检查。
3、一般项目:1、焊条、药皮脱落、焊芯生锈,焊剂不受潮等外观质量,观察检查。
2、对于需要进行焊前预热或焊后热处理的焊缝,预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm,后热处理应在焊时立即进行,保温时间应根据板厚按25mm板厚1h确定,检查试验报告。
3、二级、三级焊缝外观质量标准应符合本规范附录A 中.0.1规定,三级对接焊缝应按二级焊缝标准进行外观质量检验,观察检查或使用放大镜、焊缝量规和钢尺检查。
4、焊缝尺寸允许偏差应符合本规范附录A中表A.0.2的规定,用焊缝量规。
5、焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡,加工成凹形的角焊缝,不得在其表面留下切痕吗,观察检查。