三.辅助设备:
• 前处理设备:预热. 干燥 • 控制生产的设备:各种控制仪表
四. 挤出机的一般操作法:
• 处理挤出物的设备:冷却定型. 牵引.切割.卷取
① 开机前准备: ② 料最好先干燥、必要时须预热 ③ 换上新的多孔板及滤网,检查并装上机头 ④ 检查电器及机械,在传动部分加足润滑油
⑤ 开电热预热:先预热机头、后机身,同时料 斗座通水冷却
● 3.螺杆: ● 挤出机的改进主要在螺杆上 ● (1)螺杆直径(D)与长径比(L/D): ● D↑:挤出机大,产量高(产量∝D2) ● L/D: L为有效长度 ● L/D↑:利于塑化, ↑产量,适应性强
(2)螺杆各段的作用:
• ①加料段: • 加料口(2~10D) • 使塑料受热前移、
压实物料
使塑料密实、排气 ● 热:外加热、 内摩擦热,物料由固体→熔体 ● 完全塑化后经机头挤出成型、冷却定型或拉、吹胀为最终制品
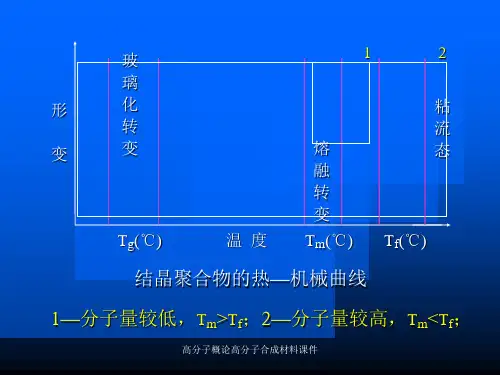
二.塑料在挤出成型中的受热:
● 热量来源:外加热与摩擦热 ● 加料段:
固体物料,螺槽深,温差大,外加热为主 ● 均化段:
熔体,螺槽浅,温差小,摩擦热为主 ● 压缩段:
介于以上两段之间 ● 故挤出机必须分段控温
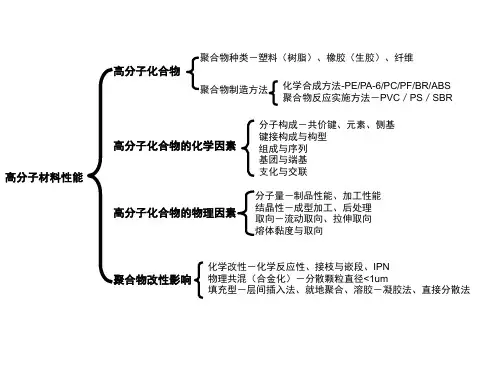
一.挤出成型的塑料
● 几乎所有热塑性料和某些热固性料:如PVC、PE、PP、PS、PA、ABS、PC等及 PF、UF(脲醛树脂)等
二.挤出成型的制品
● 管、板、单丝、膜、电线、棒、异型材、中空制品(瓶等)等
三.挤出成型特点
生产连续化 生产效率高:挤出制品单机产
量比注塑制品大一倍以上
适应范围广 经济效益好:设备成本低、投资收效快
一.挤出成型设备(挤出生产线或挤出机组) ● ——以塑料异型材为例