碱性无氰镀锌
- 格式:pdf
- 大小:1.76 MB
- 文档页数:66
昆山秀博表面处理材料
表面处理材料碱性无氰挂镀锌镍合金工艺近多年来,昆山表面处理材料为了改善镀锌钢铁制品的耐蚀性,由镀纯锌向锌基合金电镀方向发展,锌基合金镀层主要是锌镍、锌钻和锌铁。
从锌基合金对钢铁的防蚀机理和实际耐蚀性测定两方面来看,均以锌镍合金镀层的耐蚀性为最好。
锌-镍合金镀层作为钢铁制品的防护性镀层,具有优异的耐蚀性能、较低的氢脆性能、良好的成型性能和焊接性能等优特点,传统的锌-镍合金电镀主要采用氰化物溶液体系,氰化物的剧毒性使电镀工业存在严重的公共安全隐患和环境污染。
为此,昆山表面处理材料研究开发碱性无氰电镀锌-镍合金新工艺与新技术。
秀博碱性锌镍合金ZNICKEL980/970碱性无氰挂镀锌镍合金工艺特点:
1、近三十条自动线,100万升市场槽液保有量在正常运行;
2、为大众、奥迪、通用本田、现代等汽车零部件配套使用;
3、工艺经改进后镀液老化速度减慢,每升镀经500A·h后,电流效率依然保持在50%左右;
4、稳定性好、使用电流、温度范围宽、镍含量分布均匀;
5、高防腐性产品的首选工艺。
秀博碱性锌镍合金ZNICKEL980/970碱性无氰挂镀锌镍合金工艺特质:
1、解决传统工艺滚镀沉积速度慢的问题;
2、普通零件1h可以沉积10um以上,热处理零件2h可以沉积10um以上;
3、尤其适合紧固件的滚镀工艺;
4、性价比高、成本低。
LT 528 碱性无氰镀锌工艺LT 528 是一种碱性无氰镀锌工艺,用于挂镀和滚镀.该工艺镀层厚度分布均匀.所得到的镀层可以进行铬钝化处理,得到蓝色、彩虹、绿色及黑色表面.该工艺不含任何螯合剂或络合剂.一、特点/优点·优秀的金属分布(以1A、30分钟赫尔试片为例,仅有约25%的变动)·锌层亮度极好,易于钝化·即使是形状较复杂的工件,也易于电镀·烧灼点高,适用于高电流密度区·无需特殊的启动添加剂,可直接处理第一批工件,产品质量稳定·可适用于多种生产线·低应力,极佳的延展性·无针孔及结合力不好的点·高耐蚀性镀层,达到多种耐蚀标准·增加产品效率·特别适用于外置式锌发生器二、所需材料LT 528 A 柔软剂用于开缸及补充LT 528 B 光亮剂用于开缸及补充LT 528 C 净化剂低电流密度区光亮剂,消除无机杂质的影响,用于开缸及补充LT 528 S 软水剂无螯合剂的水调整剂,处理硬水三、设备槽子 PVC 或PP或其它认可材料的槽子加热器钢、钛或PTFE.加热器必须有关闭阀门,低液位断电保护装置冷却器如需要可用钢、钛或特氟龙管式循环冷却系统挂具和滚桶覆塑料挂具 ,聚丙烯滚桶搅拌滚桶、阴极棒或过滤溶液(每小时至少循环1-2次)过滤使用10微米的虑芯(不能使用滤纸)连续过滤.通风需要自动添加装置需要尤其是LT 528 A 和LT 528 B阳极建议用惰性阳极与外置式锌发生器结合使用。
当然Bestall 528也可以与可溶性锌阳极结合使用的。
然而Bestall强烈反对将惰性阳极和可溶性阳极混合使用* 惰性阳极和外置式锌发生器结合使用多孔性金属阳极(30 mm×8mm筛目,肋板宽度6mm ,厚度2mm)。
或镀有15um的半光亮镍的低碳钢阳极板。
多孔性金属阳极板应按肋板处于平行状态方向放置,以使产生的气体带入背面。
上海永生:JZ-04高性能碱性无氰镀锌工艺2009/3/6/17:27来源:上海永生助剂厂作者:沈品华金瑜摘要:本文从工艺改革源头着手,介绍了一种高性能的、能取代剧毒的氰化镀锌的无氰碱性镀锌新工艺,并作了与高氰镀锌溶液各项性能的对比,试验证明各项指标大都能达到或超过高氰镀锌工艺。
因而是一种典型实用的清洁生产工艺。
1 前言在电镀工业中危害最严重的要数氰化物和六价铬。
前国家经贸委在2002年发布了32号文件,规定到2003年年底全面禁用剧毒的氰化钠。
虽然该禁令执行起来有一定困难,在时间上和某些工艺上似乎还有申诉和商榷的余地,但其出发点和积极意义是无可厚非的。
氰化物毕竟是剧毒物品,一个人只要吞服0.3克就会有生命危险。
笔者虽未作过统计,究竟我国电镀行业每年要消耗多少氰化物?但估计要以万吨来计算。
以目前实际情况来看,电镀中所用氰化物工艺要数氰化镀锌量最大。
据上海电镀行业调查得知,氰化镀锌需用的氰化钠,约占全部氰化钠用量70%,也就是它所用的氰化钠要比其它各镀种的总和(包括镀镍层的退除)还要多一倍左右。
虽然对全国情况还不了解,但仅从上海和宁波两市调查得知,两市电镀锌需用氰化钠每年要超过2000吨。
如果不好好治理含氰废水,它的危害性就可见一斑了;但如要彻底治理,所需费用很高。
牵牛要牵牛鼻子,笔者认为,当前电镀行业贯彻清洁生产的重点就是要抓好使镀锌工艺实现无氰化。
从技术上说,与其它镀种相比,氰化镀锌工艺恰恰比其它镀种更容易实现无氰化。
我国的无氰镀锌技术有着坚实的基础,其中氯化物所能达到的技术水平并不比国外的差。
以DE和DPE两大添加剂为代表的锌酸盐镀锌,具有较好的分散能力,镀层结晶较细致,加入香兰素或其它芳香醛,能获取光亮的镀层。
缺点是:(1)镀层的应力较大,如厚度超过15μm时,有较为严重的脆性;(2)镀液的耐温性较差,槽液温度超过40℃镀层结晶明显变粗,光亮度达不到要求;(3)镀液的深镀能力还不及氰化镀锌;(4)电流密度范围还不够宽等。
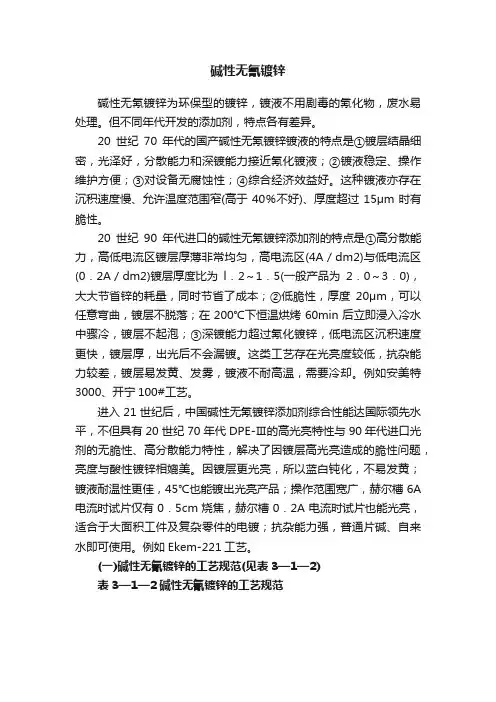
碱性无氰镀锌碱性无氰镀锌为环保型的镀锌,镀液不用剧毒的氰化物,废水易处理。
但不同年代开发的添加剂,特点各有差异。
20世纪70年代的国产碱性无氰镀锌镀液的特点是①镀层结晶细密,光泽好,分散能力和深镀能力接近氰化镀液;②镀液稳定、操作维护方便;③对设备无腐蚀性;④综合经济效益好。
这种镀液亦存在沉积速度慢、允许温度范围窄(高于40%不好)、厚度超过15μm时有脆性。
20世纪90年代进口的碱性无氰镀锌添加剂的特点是①高分散能力,高低电流区镀层厚薄非常均匀,高电流区(4A/dm2)与低电流区(0.2A/dm2)镀层厚度比为l.2~1.5(一般产品为2.0~3.0),大大节省锌的耗量,同时节省了成本;②低脆性,厚度20μm,可以任意弯曲,镀层不脱落;在200℃下恒温烘烤60min后立即浸入冷水中骤冷,镀层不起泡;③深镀能力超过氰化镀锌,低电流区沉积速度更快,镀层厚,出光后不会漏镀。
这类工艺存在光亮度较低,抗杂能力较差,镀层易发黄、发雾,镀液不耐高温,需要冷却。
例如安美特3000、开宁100#工艺。
进入21世纪后,中国碱性无氰镀锌添加剂综合性能达国际领先水平,不但具有20世纪70年代DPE-Ⅲ的高光亮特性与90年代进口光剂的无脆性、高分散能力特性,解决了因镀层高光亮造成的脆性问题,亮度与酸性镀锌相媲美。
因镀层更光亮,所以蓝白钝化,不易发黄;镀液耐温性更佳,45℃也能镀出光亮产品;操作范围宽广,赫尔槽6A 电流时试片仅有0.5cm烧焦,赫尔槽0.2A电流时试片也能光亮,适合于大面积工件及复杂零件的电镀;抗杂能力强,普通片碱、自来水即可使用。
例如Ekem-221工艺。
(一)碱性无氰镀锌的工艺规范(见表3—1—2)表3—1—2碱性无氰镀锌的工艺规范(二)镀液配制方法配制溶液用的氧化锌纯度要求大于98%的工业一级品;片碱要用纯度96%以上的固体碱。
(1)镀槽中加入1/4水,加入所需量的片碱,搅拌至完全溶解;(2)将计算量的氧化锌用少量水调成糊状,在不断搅拌下缓慢加到热碱液中,直至搅到完全溶解;(3)在强烈搅拌下,加入2g/L~3g/L锌粉,按少量多次撒人镀液中,搅拌30min;(4)在强烈搅拌下,加入2g/L~3g/L活性炭,按少量多次撒下,搅拌30min;(5)静置4h~8h后虹吸过滤;(6)加入计算量的添加剂,搅拌均匀;(7)在0.2A/dm2~0.3A/dm2下电解10h~20h,试镀。
氰化镀锌工艺转化为无氰碱性镀锌工艺的有关费用概算
一、中氰镀锌以1000L槽液、生产时间8 h/天、30 min出槽一次为例计算:
1 带出量一般为1.6~2.5 L/天,取
2 L/天计算,约需2.76元/天;
2 光亮剂消耗量以150 ml/kAh、光亮剂单价为12元/L;
3 槽电流强度为500A。
即光亮剂费用=500A×8h/天×150ml/kAh×12元/L=7.2元/天;
4 需用氰化钠及破氰处理费4元/天;
总计每天需支付费用=①+③+④=13.96元。
二、无氰碱性镀锌以1000L槽液、生产时间8h/天、30min出槽一次为例计算:
1 带出量一般为1.6~2.5L/天,取2L/天计算,因碱性镀锌溶液价比氰化镀锌溶液价便宜,约需1.33元/天;
2 光亮剂消耗量以80 ml/kAh、光亮剂单价为26~28元/L;
3 槽电流强度为500A。
即光亮剂费用=500A×8h/天×80ml/kAh×26元/L=8.32元/天;如光亮剂消耗量取上限值100 ml/kAh、光亮剂单位28元/L计算也只11.2元/天;
4 去杂剂带出损耗约为0.29元/天;
总计每天需支付费用=①+③+④=9.94~12.82元。
经㈠与㈡比较可知,在生产中所需支付费用差不多。
如考虑新工艺有个熟练过程,在转化过程中难免出现一些质量问题,对于这方面的费用应作技改费用统一安排。
2007-12-26。
机械科学研究院硕十学{寺论文碱性光氰镀锌添加刺的研究端发暗长度。
图4.8不同添加剂的低端发略区域
从图中不难看出,同样情况下,一般使用二氯丁烷交联相比环氧氯丙烷交联
得到的添加刺具有更宽广的光亮电流密度范围。
使用二氯丁烷交联添加剂除了旷13较差以外,其余的只有5~lOre发暗区(0.0l~O.05A/dm2),而使用环氧氯丙烷交联剂进行合成时,除了E-9,p13以外,其余的有lO~15mm发暗(0.05~0.IA/dm2)。
这主要归咎与二氯丁烷与反应物都具有良好的对称性结构,生成物骨架一定,这与文献指出添加剂骨架一致时得到的添加剂光亮电流范围宽结果一致Ⅲ1,而环氧氯丙烷是一种活性十足的交联剂,当与不同结构的胺反应时,环氧氯丙烷与胺的亲核加成反应不考虑选择性,这样容易得到结构复杂的支状添加剂,因而得到添加剂光亮电流密度范围相比二氯丁烷交联的要狭窄。
另外,改性后环氧氯丙烷交联添加剂的光亮电流密度范围相比不改性低电流光亮电流区变
窄,二氯丁烷交联添加剂则变化不明显。
4…222分散能力
参考初选试验得知该系列添加剂的使用量在1.2~2.Oml/L之间为宜。
实验中合成添加剂的使用量皆为2.Oml/L。
实验结果见表4.5和表4.6:
表4.5使用环氧氯丙烷合成得到不同添加剂的分散能力
42。
1、碱性无氰镀锌的工艺流程2、酸洗的作用3、脱脂的作用4、酸性锌处理和碱性无氰镀锌处理的区别有哪些?5、酸性镀锌与碱性镀锌的性能对比6、碱性锌槽的工艺参数是什么?1、碱性无氰镀锌的工艺流程预除油—除油---酸洗----电解除油---活化----碱浸---镀锌---钝化(前面各工序均含水洗)----封闭---甩干----烘干2、酸洗的作用PH值<1的酸洗过程除去了氧化物、菱锌矿、锈迹等。
酸溶液和湿润剂的混合物则被用作抑制基质金属腐蚀的剂物。
3、脱脂的作用· 皂化:将油脂转变为肥皂。
· 去污:能够除去油污和油脂。
· 复合作用:能够溶解金属杂质。
· 乳化作用:能够使油污和油脂处于溶解状态。
· 反再沉淀作用:消除已处理部分的油污、油脂和杂质4、酸性锌处理和碱性无氰镀锌处理的区别有哪些?酸性锌(PH值=5):电流效率约为100%,但金属分布不理想。
碱性无氰镀锌(PH值=14):通常叫作锌酸盐镀锌,不含影响环境和对人体造成危害的氰化物。
用于制造架子状产品时电流效率大约为60-80%而用于制造桶状产品时大约为90%。
金属分布极佳5、酸性镀锌与碱性镀锌的性能对比1. 均镀能力:酸性镀锌高低电位镀层分布极不均匀,厚度差异大. 碱性镀锌镀层更均匀,厚度差异小.2. 深镀能力:酸性镀锌深镀能力受光亮剂,杂质影响较敏感,不稳定,碱性镀锌深镀能力稳定,杂质容忍度高.3. 耐蚀能力:由于镀层微观结构与分布上的差异,碱性镀锌层明显优于酸性镀锌层.4. 结合力:酸性镀锌光亮度高,镀层脆性大,结合力受应力影响较大,,碱性镀锌层则因光亮剂范围局限,结合力更好.5. 维护特点:酸性镀锌需要经常净化杂质,光剂容易失衡,并且定期做打锌粉处理,碱性镀锌则稳定的工艺维护即可达到生产的要求,满足生产的连续性和产能.6、碱性锌槽的工艺参数是什么?通常包括:主要成分:氢氧化钠 120g/L 锌离子 12g/L添加剂视各供应商的工艺组成而定阴极电流强度: 1-3安/平方分米,用于制造挂镀产品0.5-1安/平方分米,用于制造滚镀产品温度: 20-30°CpH 值:大约14沉积速度: 0.4μ/分,2.5安/平方分米,电导率为60%过滤:必需.。
(一)特點1. 適用於掛鍍及滾鍍。
2.有良好的深鍍能力及均鍍能力,尤其是對針對整體電位區而言。
3.鍍層表現出高及平均的光亮度。
4. 加入鉻化物及進行適當的鈍化程序後能使鍍層有高度的防腐蝕能力。
一、工艺流程周生电镀导师之(@Q): /3/8/0/ 6/8/5 /5/0/9/电镀导师之 [@(微)(信)]:/1/3/6/5/7/2/0/1/4/7/0/(T*E*L同)●配方平台不断发展我们的配方平台包含的成熟量产商业配方,已有AN美特、乐思、罗哈、麦德美、国内知名公司配方。
配方平台帮助了很多中小企业提高产品技术水平,也有不少个人因此创业成功,帮助国内企业抢占国外知名企业市场,提升国产占有率是我们长期追求的目标。
●说明目前市场上有很多类似抄袭或者是买过部分配方后再次转卖的,他们会改动数据,而且不会有后期的改进和升级。
他们甚至建立Q群或者微@信群推销配方。
我们没有建立任何群。
一切建&群的都是假冒。
(本*公*告*长*期*有*效)。
有些号称配方公开的公司,其实公开的是代号配方,靠高价卖代号原料赚取高额利润,希望买配方的用户不要被此类广*告忽悠。
(二)鍍液配製條件(三)配製鍍液1.注入約百分之七十五的純水於代用缸 (或備用槽中)。
2.不斷攪拌的同時,慢慢加入所需的氫氧化鈉、碳酸鈉及氧化鋅,攪拌至其完全溶解。
(此為放熱反應,請小心處理及穿著合適保護衣物及眼罩。
)3.當所有成份完全溶解,電鍍液會維持較渾濁的狀態,請保持攪拌直至鍍液變得清澈。
4.加入2-3克/升的活性碳粉,攪拌最少三十分鐘。
5.停止攪拌,讓活性碳粉沉澱。
6.使用10微米濾芯,用過濾泵把電鍍液過濾至工作槽中,並確定電鍍液沒有活性碳微粒。
7.加純水至水位,然後攪拌槽液至少三十分鐘以獲取單相的電鍍液。
8.調節操作溫度至操作範圍。
9.加入所需添加劑。
10.用假鍍件 (Dummy Plate)(2.5安培/平方分米)以低電流密度 (2安培小時/升)進行電解。
221碱性无氰光亮镀锌特点:221产品是21世纪无氰镀锌的最新技术,解决了因镀层高光亮、镀层厚度过厚造成的脆性问题,同时镀层的厚薄更加均匀,镀液耐温性更佳。
1.高分散能力,镀层厚薄非常均匀,高电流区(4A/dm2)与低电流区(0.2A/dm2)镀层厚度比为1.2-1.5(一般产品为2.0-3.0),大大节省锌的耗量,同时节省了成本。
2.高光亮,镀层达镜面水平,可与光亮酸性锌媲美。
3.高柔软,镀层20um可进行任意弯曲,在200℃下恒温烘烤60分钟后立即浸入冷水中骤冷,镀层不起泡。
4.耐高温,镀液温度50℃时镀层仍保持镜面光亮。
5.深镀能力好,超过氰化镀锌。
6.操作范围宽广,赫尔槽6A电流时试片仅有0.5cm烧焦,赫尔槽0.2A电流时试片也能光亮。
8.滚镀与挂镀均可适用。
9.镀液容易维护,无毒性,废水处理容易。
使用方法:开缸:221A光亮剂 5-25ml/L,221B走位剂 0.5-1.5 ml/L,221C净化剂 0.5-1.5 ml/L。
耗量:221A光亮剂 100-200ml/KAH,221B走位剂 20-70ml/KAH,221C净化剂 10-20 ml/KAH。
一. 特点:1. 柔软性佳,可镀厚20µm以上;2. 光亮度好,分散能力佳,镀层厚度均匀性比旧的DS系佳;3. 温度范围宽广,镀液维护管理容易;4. 滚挂镀皆宜。
二. 镀液组成及操作条件:三. 光亮剂的消耗量Zn-101A 主光剂150-180 ml/KAHZn-101B 辅光剂 60-80 ml/KAHZn-101C 净化剂视需要每次加1-2 ml/L一、特点.厚度比为1.2-1.5(一般产品为2.0-3.0),大大节省了成本. 2.高光亮,镀层达到镜面水平,可与光亮酸性锌媲美,蓝白钝化不易发黄。
3.高柔软,镀层20um可进行任意弯曲,在200℃下恒温烘烤60分钟后立即浸入冷水中骤冷镀层不起泡。
4.钝化膜结合牢固,超过酸锌,尤其可提高滚镀件的耐蚀性。
无氰碱性镀锌工艺及镀层性能郭崇武【摘要】研制了无氰碱性镀锌新工艺.镀液组成为9~14 g/L锌离子,100 ~ 150 g/L氢氧化钠,1 mL/L主光亮剂,8 mL/L辅助光亮剂.常温下,.Jκ为1~3 A/dm2.在Jκ为2 A/dm2时下锌的沉积速率约为0.4 μm/min,ηκ约为77%,随着电流密度的提高,沉积速率增加,但电流效率下降.霍尔槽试验表明,在中高电流密度区,沉积速率与锌离子质量浓度接近线性关系,均镀能力随锌离子质量浓度的变化很小;在低电流密度区,沉积速率和均镀能力随锌离子质量浓度升高而降低.镀液稳定,电流效率和沉积速率较高,镀层附着力好,脆性小,耐腐蚀性高.【期刊名称】《电镀与精饰》【年(卷),期】2014(036)001【总页数】4页(P9-11,40)【关键词】无氰碱性镀锌;电流效率;沉积速率;均镀能力;附着力;耐腐蚀性【作者】郭崇武【作者单位】广州超邦化工有限公司,广东广州510460【正文语种】中文【中图分类】TQ153.15引言无氰碱性镀锌溶液以锌酸盐和氢氧化钠为基本成分,适量添加光亮剂和净化剂。
镀层适合各种钝化处理,耐腐蚀性比酸性镀锌高,与氰化镀锌大体相同。
我国从20世纪70年代开始开发和使用无氰碱性镀锌,在20世纪末和21世纪初,开始侧重于提高和改善无氰碱性镀锌工艺性能的研究。
陈华章等[1]报道了用有机胺与环氧氯丙烷合成的无氰碱性镀锌光亮剂及其性能;左正忠等[2]研究了2-巯基噻唑啉和咪唑在无氰碱性镀锌液中的作用机理;吴慧敏等[3]研究了香草醛作光亮剂镀锌的极化和整平作用;孙武等[4]研究了缩醛类光亮剂的阴极行为;唐雪娇等[5]研究了工艺参数对无氰碱性镀锌沉积速率以及光亮剂对镀液和镀层性能的影响;夏成宝和李清玲[6]报道了一例获得低脆性镀层的无氰碱性镀锌工艺;沈品华团队和邓念超课题组[7-8]分别介绍了两种无氰碱性镀锌添加剂并对镀层性能进行了研究和报道;邓浩杰课题组和王池等[9-10]各自对添加剂的使用和镀液维护做了阐述。
碱性无氰镀锌分析方法介绍慧聪表面处理网讯:前言:目前行业内关于碱性无氰镀锌分析方法,除了以氨水为缓冲溶液(pH=10)的分析方法外,又出现了以醋酸为缓冲溶液(pH=5.4)的分析方法,下面针对这两种分析方法进行具体的介绍。
内容:氨水作为缓冲溶液的分析方法1、锌的测定1-1、用移液管吸取溶液1mL置于250mL锥形瓶中,加水60-70mL;1-2、加三乙醇胺2-3滴;1-3、加PH=10缓冲液5mL;1-4、加铬黑T0.1克;1-5、加(1:5)甲醛10mL;1-6、用0.1mol/LEDTA标准EDTA溶液滴定由酒红色变为纯蓝色为终点。
计算:式中:C---标准EDTA溶液的摩尔浓度V---耗用标准EDTA溶液的毫升数65.4---锌的分子量2、氢氧化钠的测定2-1、用移液管吸取镀液1mL于250mL锥形瓶中,加水60-70mL;2-2、加入分析Zn离子所用EDTA的毫升数(即分析锌离子用多少EDTA,这里就加入多少EDTA);2-3、加10%氯化钡溶液5mL2-4、加酚酞4-5滴;2-5、用0.1mol/L标准盐酸溶液滴定至红色褪去为终点。
计算:氢氧化钠NaOH(g/L)=C*V*40式中:C---标准盐酸溶液的摩尔浓度V---耗用标准盐酸溶液的毫升数40---氢氧化钠的分子醋酸作为缓冲溶液的分析方法1、锌的测定1-1、用球形吸管取镀液2ml于250mL锥形瓶中,加水30-100mL;1-2、加入醋酸缓冲液20ml;1-3、加入二甲酚橙指示剂约0.1克;1-4、用0.05mol/LEDTA标准溶液滴定,由紫红色变为纯黄色为终点。
计算锌Zn(g/L)=1.619*ml*f式中ml---滴定EDTA所用的毫升数f---EDTA的校正系数2、氢氧化钠、碳酸钠的滴定2-1、用球形吸管取镀液2ml于250mL锥形瓶中,加水50-100mL;2-2、加入分析Zn离子所用EDTA的毫升数(即分析锌离子用多少EDTA,这里就加入多少EDTA);2-3、加入酚酞指示剂1滴2-4、用0.5mol/L标准盐酸溶液滴定至无色,记录此时消耗的盐酸毫升数为A;2-5、加入1滴二甲基橙指示剂,2-6、继续用0.5mol/L标准盐酸溶液滴定由黄色变成淡红色为终点,记录此时总共所用的盐酸毫升数为B计算氢氧化钠NaOH(g/L)=10*(2A-B)*f碳酸钠Na2CO3(g/L)=26.5*(B-A)*f式中A:滴定氢氧化钠所用的盐酸数B:滴定消耗的盐酸总数f---盐酸标准溶液的校正系数结论经实际操作对比,醋酸缓冲溶液分析方法具有以下优点:1、滴定变色明显,读数准确;2、使用药品样数少,易操作;3、可以直接分析出碳酸钠的含量;4、醋酸缓冲溶液分析方法也适用于碱性锌镍合金的分析。