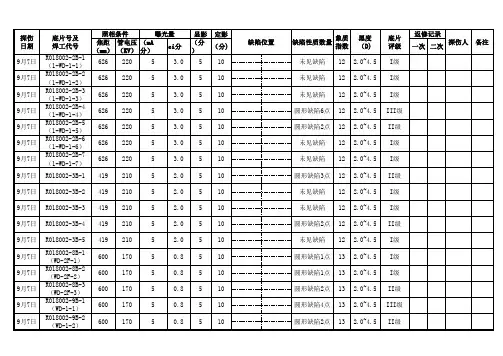
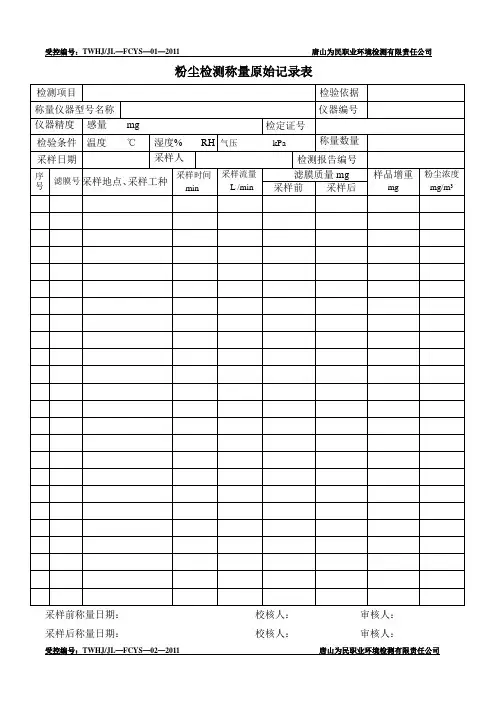
磁粉探伤检测原始记录表
- 格式:docx
- 大小:7.87 KB
- 文档页数:2
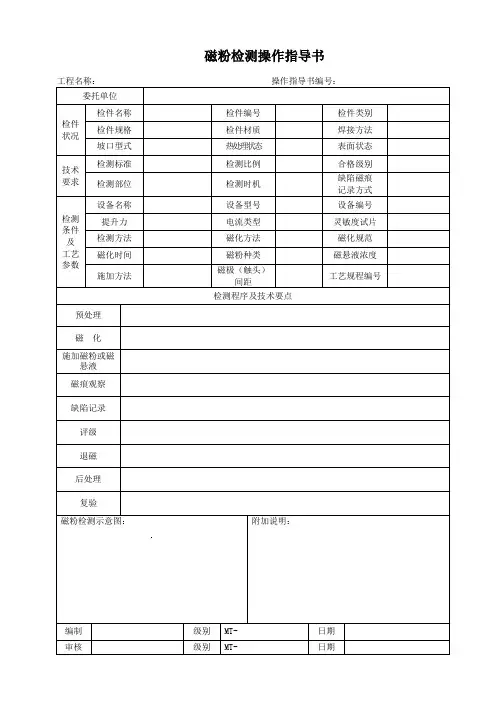
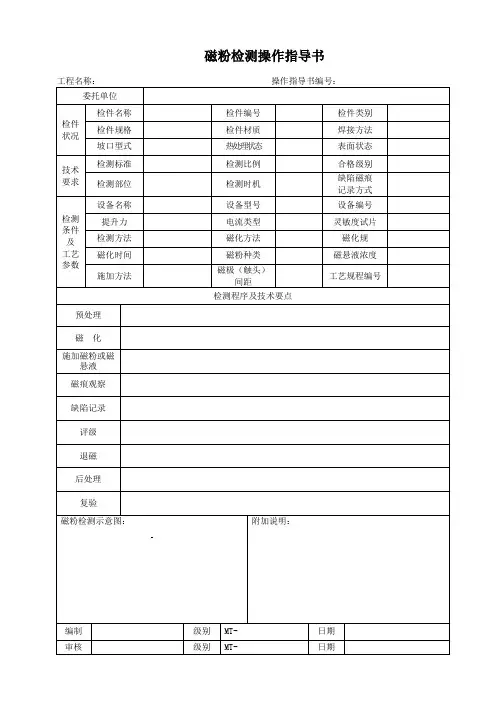
磁粉检测操作指导书操作指导书填写说明1、“工程名称”按委托单填写。
2、“委托单位”是指与我公司签订无损检测合同的单位或其授权的单位,负责办理委托事宜。
3、“操作指导书编号”一般为流水顺序号,可根据单位的质量管理要求填写。
4、检件状况(1)“检件名称”按委托单填写,其中管道填写管道编号和介质;设备填写设备位号和设备名称;对于板材或锻件填写“板材”或“锻件”。
(2)“检件编号”按委托单编写,其中管道填写管道编号或预制管段编号、设备填写设备位号,炉管填写炉位号与炉管区段号;板材填写进厂编号;锻件填锻件编号。
(3)“检件类别”按委托单编写,根据不同的验收规范,管道可填写GC1、GC2或者SHA、SHB等、设备填写Ⅰ、Ⅱ、Ⅲ;(4)“检件规格”按委托单和受检件图样或工艺文件规定的尺寸填写,其中设备应填写设备内径×壁厚;管道应填写管子外径×壁厚;同一管道编号中所检验的不同规格均应逐一填写;板材用长×宽×板厚表示;锻件按外形尺寸用直径×长度或长×宽×厚表示。
(5)“检件材质”按委托单填写,其中同一台设备或同一管道编号中所检验的不同材质应逐一填写:(6)“焊接方法”按委托单或焊接工艺文件规定的焊接方法填写,如手工焊、埋弧自动焊、氩弧焊等。
板材和锻件杠划,表示不适用。
(7)“坡口型式”指检测部位焊缝的坡口型式,按委托单或焊接工艺文件规定填写,如V形、U形、X形等。
其他检测对象杠划。
(8)“表面状态”系指喷砂、打磨、机加工、轧制、漆面等;(9)“热处理状态”根据受检件是否需要热处理,若经过热处理填写“热处理后”,未经热处理填写“热处理前”,受检件不需要热处理的杠划。
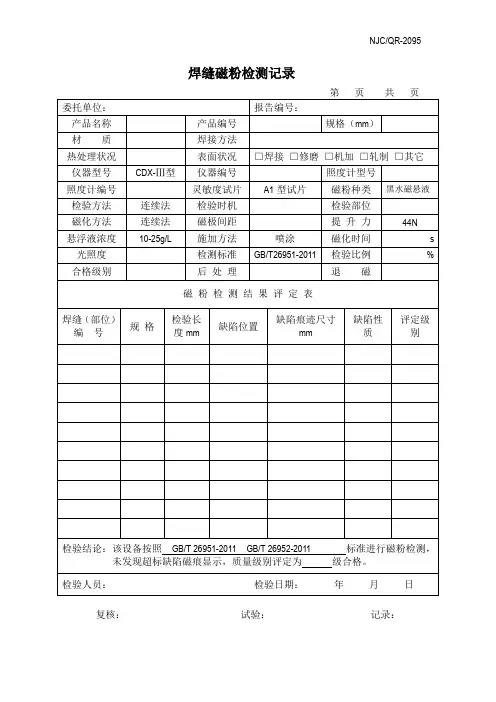
5技术要求(1)“检测标准”、“合格级别”、“检测比例”等按委托单要求填写;(2)“检验时机”分别填写焊后(焊后24小时)经外观检查合格、打磨后、热处理后、坡口准备、轧制、锻造,铸造,清根后、堆焊前、压力试验前、后等;(3)缺陷磁痕记录方式:按标准中要求选择一种或数种方式记录:文字描述、草图、照片或透明胶带。

磁粉探伤机定期检定规程1 目的为规范磁粉探伤机的检定工作,保证检定质量,确保检测数据的正确性,特制定本规程。
2 范围本规程适用于各类型号的磁轭式磁粉探伤机的首次和后续检定。
3 职责检定人员应熟悉有关规程及相应说明书等有关技术资料,熟悉仪器的操作程序,对检定结果的正确性负责。
4 要求4.1 术语和计量单位:4.1.1 术语4.1.1.1 磁场具有磁力线作用的空间。
4.1.1.2 磁场强度磁场大小和方向的总称。
4.1.1.3 提升力电磁轭提起一定重量物体的能力。
4.1.1.4 控制装置控制磁场强度和磁化方式的装置。
4.1.1.5 磁化电源提供磁化电流的电源。
4.1.1.6 探头线圈把磁化电流引入工件或产生磁场,使工件磁化的装置。
4.1.1.7 磁粉磁粉是一种具有高磁导率、低矫顽力和低剩磁的粉末物质。
4.1.2 计量单位4.1.2.1 电流I ------ A4.1.2.2 电压---- V4.123 温度t ------------- C4.1.2.4 提升力f -------------- N4.2 概述铁磁性材料和工件被磁化后,由于缺陷的存在,使工作表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,从而显示出缺陷的位置、形状和大小。
磁粉探伤机就是将工件进行磁化的一种装置。
4.3 计量性能要求4.3.1 主要技术参数4.3.1.1 输入电压:220<380)V,50Hz4.3.1.2 输出电压:36V,50Hz直流4.3.1.3 提升力:当电磁轭极间距为200mm寸,交流电磁轭玄44N<4.5kgf )。
电磁轭玄177N<18.1kgf)。
4.3.1.4 整机对地绝缘电阻:玄1M Q。
4.3.1.5 磁化时间:玄0.5s。
4.3.2 通用技术条件4.3.2.1 整机及零部件完整,符合技术要求。
即:a)铭牌应清晰无误;b)零部件完好、齐全并规格化;c)紧固件不得松动;d)可动件灵活,端子接线牢靠;e)安全设施完好无损。
磁粉检测操作指导书操作指导书填写说明1、“工程名称”按委托单填写。
2、“委托单位”是指与我公司签订无损检测合同的单位或其授权的单位,负责办理委托事宜。
3、“操作指导书编号”一般为流水顺序号,可根据单位的质量管理要求填写。
4、检件状况(1)“检件名称”按委托单填写,其中管道填写管道编号和介质;设备填写设备位号和设备名称;对于板材或锻件填写“板材”或“锻件”。
(2)“检件编号”按委托单编写,其中管道填写管道编号或预制管段编号、设备填写设备位号,炉管填写炉位号与炉管区段号;板材填写进厂编号;锻件填锻件编号。
(3)“检件类别”按委托单编写,根据不同的验收规,管道可填写GC1、GC2或者SHA、SHB等、设备填写Ⅰ、Ⅱ、Ⅲ;(4)“检件规格”按委托单和受检件图样或工艺文件规定的尺寸填写,其中设备应填写设备径×壁厚;管道应填写管子外径×壁厚;同一管道编号中所检验的不同规格均应逐一填写;板材用长×宽×板厚表示;锻件按外形尺寸用直径×长度或长×宽×厚表示。
(5)“检件材质”按委托单填写,其中同一台设备或同一管道编号中所检验的不同材质应逐一填写:(6)“焊接方法”按委托单或焊接工艺文件规定的焊接方法填写,如手工焊、埋弧自动焊、氩弧焊等。
板材和锻件杠划,表示不适用。
(7)“坡口型式”指检测部位焊缝的坡口型式,按委托单或焊接工艺文件规定填写,如V形、U形、X形等。
其他检测对象杠划。
(8)“表面状态”系指喷砂、打磨、机加工、轧制、漆面等;(9)“热处理状态”根据受检件是否需要热处理,若经过热处理填写“热处理后”,未经热处理填写“热处理前”,受检件不需要热处理的杠划。
5技术要求(1)“检测标准”、“合格级别”、“检测比例”等按委托单要求填写;(2)“检验时机”分别填写焊后(焊后24小时)经外观检查合格、打磨后、热处理后、坡口准备、轧制、锻造,铸造,清根后、堆焊前、压力试验前、后等;(3)缺陷磁痕记录方式:按标准中要求选择一种或数种方式记录:文字描述、草图、照片或透明胶带。
受控编号:
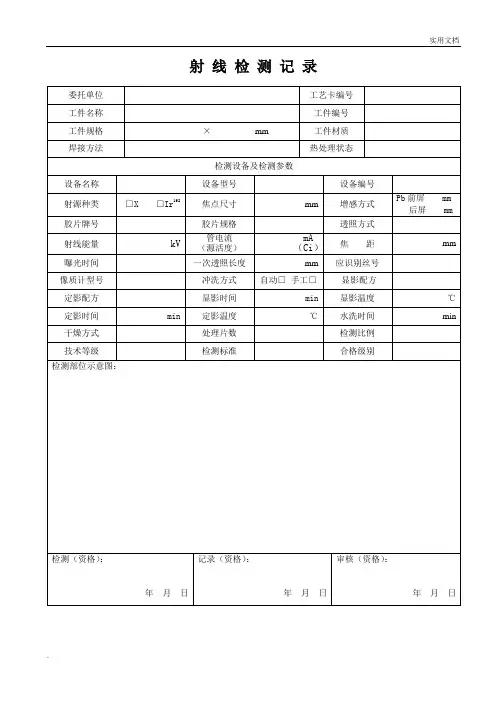
钢结构无损检测原始记录NO.(检测记录编号)第1 页共页
工程名称:
委托单位(需要时):
施工单位(需要时):
委托编号:
报告编号(需要时):
单位名称
钢结构超声波检测原始记录表(一)
注(根据需要自行增加或删除):
校核:检测:检测时间:
钢结构超声波检测原始记录表(二)
注(根据需要自行增加或删除):
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
检测构件(节点/焊缝)编号示意草图。