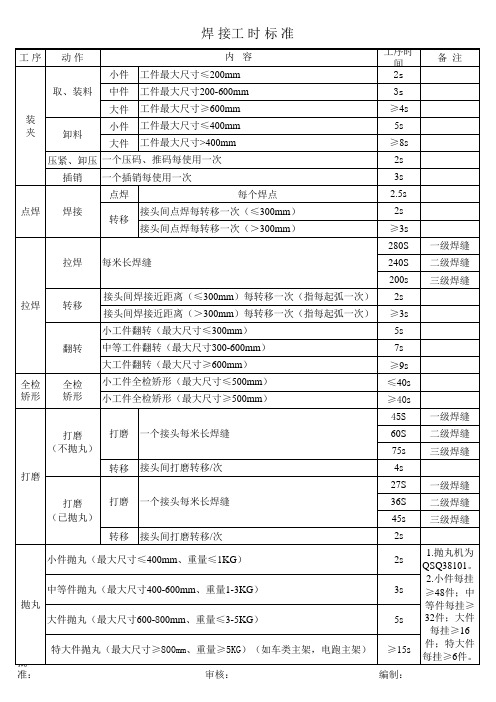
焊接工时计算表
- 格式:xls
- 大小:31.00 KB
- 文档页数:2





电焊焊接工时定额标准单位:分型钢结构架尖焊接(1≤300mm) 每米时间搭接丁字对角3-4.5 T=+5.194.5-18 T=6.376-18 T=6.19 20以上T=23.23 T=23.63不开坡口单面焊不开坡口双面焊2-6T=+8.24 T=+13.95单坡口双面焊带垫单坡口单面焊4.5-18 T=8.85 T=9.55 20以上T=26.08T=25.84X 型坡口双面焊12以上 T=0.272+50.72说明对角焊 3mm 按厚度4.5mm 算。
钢板结构架焊接(L ≦800mm )每米时间搭接丁字 对角3-4.5 T=+4.274.5-18 T=5.386-18 T=5.16 20以上T=19.2T=19.59接头公式公式 接头公式 公式 公式 接头接头接头不开坡口单面焊不开坡口双面焊2-6 T=+6.78 T=+11.58单坡口双面焊 带垫单坡口单面焊4.5-18 T=7.48 T=7.91 20以上 T=21.48 T=21.36 20以上T=26.08T=25.84X 型坡口双面焊 12以上 T=0.242+36.26说明对角焊 3mm 按厚度4.5mm 算。
自动焊接时间准终:在平地上25分,在转台上144分。
T=自动焊接时间特征吊装工件校头尾按板拉焊线吊装焊机轨道校焊机轨道装焊药调正出线头开关电源 调速试机 清扫焊药返工件合计 总计第一层 10 3.5 1.5 2 2 1.5 3.5 0.5 3 3 10 40.5 121第二层 1 1.5 3.5 0.5 3 3 11.5 第三层 1 1.5 3.5 0.5 3 3 11.5 第四层 1 1.5 3.5 0.5 3 3 11.5 第五层 1 1.5 3.5 0.5 3 3 11.5 第六层 1 1.5 3.5 0.5 3 3 11.5 第七层 1 1.5 3.5 0.5 3 3 11.5 第八层11.5 3.5 0.53311.5辅助时间说明本时间是根据不同钢板厚度确定焊接层次的如板厚50mm 焊接层次为8层,时间为121分。

工时定额编制标准(焊接)修订版工时定额编制规范-焊接修正版
本规范旨在规范焊接工时定额的编制,包括基本时间、辅助时间、布置工作场地时间、休息与生理需要时间、准备与结束时间。
以普通碳钢Q235、Q345、CO2气体保护焊接为基准。
其中,布置工作地时间为1-30分钟,休息与生理需要时间为
5-35分钟,准备终了时间为25分钟。
焊接作业时间T的计算公式为:Tj=A×L/(V×S×ω)。
其中,A为焊缝横截面面积,L为焊缝长度,V为焊接速度,S为焊
丝横截面面积,ω为焊丝的熔敷率。
其中V=8-11m/min,焊丝1.2,电流电压320,电压30+-3.实芯CO2气体保护焊丝熔敷
率取90-95%。
焊接辅助时间Tf为Tj的20%。
工件重量系数K根据时间情况判定,是否需要行车翻转。
工件翻转时间Tfz需要根据现场观察调整时间。
焊接位置工时
定额修订系数K根据焊接位置不同而异。
宽放系数μ按25%
计算。
计算焊接工时T的公式为:
TD=T×K(1+μ)Kw+Tfz=(Tj×(1+30%)×K)(1+25%)Kw。
对接焊缝坡口截面积计算公式为:A=δ.b+4/3hc。

焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。

焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。

计件工资计算标准--焊接
为便于了解工时定额与计件工资的关系,特将山东某起重机制造公司【焊接计件工资计 算标准】列出供参考。
特别说明:1.该公司实行完全计件工资制度;即焊工工资仅由工龄工资(每满一年补贴20元)和计件工资组成。
2.经测算该公司焊接计件工资与焊接工时的关系为7.2元=一个工时。
焊接计件工资计算标准
为提高焊工计件工资计算的准确性和透明度,现将本公司焊接计件工资计算标准公布如下,今后有关焊接计件工资与此标准有抵触时,以此为准。
角焊缝焊接计件工资计算标准如表一
对接焊缝焊接计件工资计算标准如表二
有关说明
1.表一和表二均按不开破口列出计件工资,开坡口和坡口焊另计。
2.司机室、小车架、主梁、端梁、支腿、下横梁及所有重量40kg以上且需翻转焊的结构件应增加翻转工资。
翻转工时以重量为参数按【工件搬运工时定额计算公式】系数按翻转角度确定;主梁在自动焊生产线上焊接时除翻转外增加吊上吊下工资。
3.焊缝有超声波或X射线要求时工资系数1.2。
4.本计件工资标准包含设备和40kg以下工件吊运、翻转、焊材和辅助材料领取使用,焊缝两 侧各100mm范围飞溅清理,对场地清理和设备保养,做标识等。
5.电弧焊时系数1.25---表中数额乘1.25。
本焊接计件工资计算标准自公布之日起实行
山东xx起重机械有限公司2010-12-7
张贴公布发至所有部门和焊工班所有员工。
今后新招焊工进公司后人手一份。

焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1。
1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1。
2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1。
3圆柱体焊接件(见表2)
1。
4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制:会审: 批准:。
