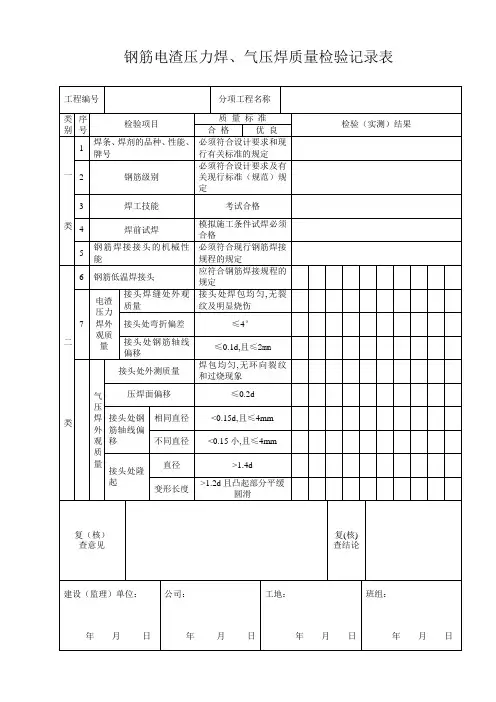
钢筋电渣压力焊接头检验报告汇总表
- 格式:doc
- 大小:62.00 KB
- 文档页数:2
钢筋电渣压力焊接头复检不合格的技术处理方案
一、接头部位与复检结论
3#楼二层(4.200层)KZ3,3-1轴交3-C轴、3-D轴;3-11轴交3-C轴、3-D轴,电渣压力焊接接头,根据《钢筋焊接接头复检报告,报告编号为023Q310001700192》中的检测结论为:经双倍复检,所检钢筋焊接接头不符合JGJ18-2012标准中HRB400E的技术要求,需进行技术处理,满足结构安全要求。
二、设计概况
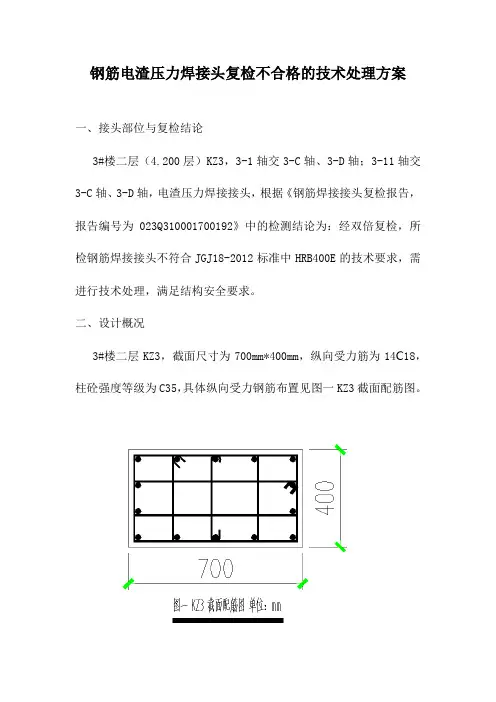
3#楼二层KZ3,截面尺寸为700mm*400mm,纵向受力筋为14C18,柱砼强度等级为C35,具体纵向受力钢筋布置见图一KZ3截面配筋图。
三、技术处理方案
在砼柱立面钢筋接头位置,四周分别采用700mm*400mm*5mm;400mm*400mm*5m的钢板,用建筑结构胶将钢板牢固的粘贴在纵向受力钢筋接头位置的柱面上,再用电弧焊将钢板四角焊满,使钢板形成整体受力,达到处理效果,满足相关要求。
具体处理方案见《图二钢板布置示意图;图三处理方案截面示意图》。
此技术方案是否可行,请相关单位审核作出客观判定。
四川大航建设工程有限公司
2017年1月10日。
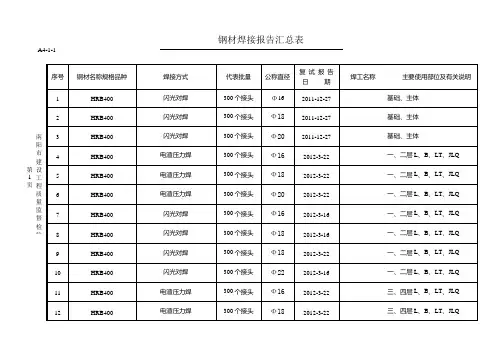
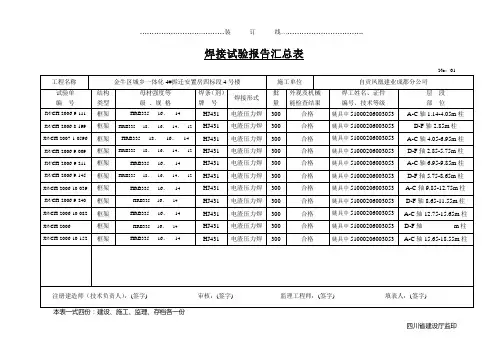
A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400 闪光对焊 300个接头 Ф16 2011-12-27 基础、主体 2HRB400 闪光对焊 300个接头 Ф18 2011-12-27 基础、主体 3 HRB400 闪光对焊 300个接头 Ф20 2011-12-27 基础、主体4 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 一、二层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф20 2012-3-22 一、二层L 、B 、LT 、JLQ7 HRB400 闪光对焊 300个接头 Ф16 2012-3-16 一、二层L 、B 、LT 、JLQ8 HRB400 闪光对焊 300个接头 Ф18 2012-3-16 一、二层L 、B 、LT 、JLQ9 HRB400 闪光对焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ 10 HRB400 闪光对焊 300个接头 Ф22 2012-3-16 一、二层L 、B 、LT 、JLQ 11 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 三、四层L 、B 、LT 、JLQ 12HRB400电渣压力焊300个接头Ф182012-3-22三、四层L 、B 、LT 、JLQ南阳市建设工程质量监督检验第 1 页A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400电渣压力焊300个接头Ф202012-3-22三、四层L 、B 、LT 、JLQ 23 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 二层L 、B 、LT 、JLQ 4 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 三层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 三层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 四层L 、B 、LT 、JLQ7 HRB400电渣压力焊300个接头Ф182012-5-4四层L 、B 、LT 、JLQ8 910 11 12南阳市建设工程质量监督检验第 1 页。


钢筋电渣压力焊工艺评定目录序号报告名称报告编号页数1 焊接工艺评定指导书2 焊接工艺评定报告3 焊接工艺评定记录表4 焊接工艺评定检验结果5 材质证明书6 相关检测报告78910一、焊接工艺评定指导书1、编制目的明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工标准规定的要求,验证设计和施工标准的可操作性与可执行性,同时用以指导现场施工。
2、适用范围适用于现浇钢筋砼构造中竖向直径为14~32mm 的热轧带肋钢筋〔简称HRB〕以及直径为14~22㎜热轧光圆钢筋〔简称HPB〕,竖向直径为12mm的HRB或HPB钢筋应承受小型焊接机具,上下对正,并多做工艺试验;钢筋必需为竖向或者竖向倾斜度不大于10°;不适用于热轧带肋细晶粒钢筋〔简称HRBF〕以及余热处理钢筋〔简称RRB〕竖向接头连接。
〔注:余热处理钢筋仅适用于无抗震设防要求的构造或构件中〕电渣压力焊接头连接区段长度为35d〔d为较大钢筋直径值〕,同一构件内接头应相互错开,同一连接区段内的接头面积百分率不宜大于50%;有抗震设防要求的框架柱端箍筋加密区不宜设置电渣压力焊接头;直接承受动力荷载的竖向构件中不宜承受电渣压力焊接头。
3、编制依据《混凝土构造工程施工质量验收标准》GB50204;《混凝土构造设计标准》GB50010;《建筑抗震设计标准》GB50011;《混凝土构造工程施工标准》GB50666;《钢筋焊接及验收规程》JGJ 18-2023;《钢筋混凝土用钢第 1 局部:热轧光圆钢筋》GB1499.1;《钢筋混凝土用钢第 2 局部:热轧带肋钢筋》GB1499.2;设计图纸及相关要求。
4、工艺评定根本条件4.1材料预备4.1.1钢筋的品种、规格、性能须满足设计要求,有产品合格证、出厂检验报告和进场复试报告,并满足电渣压力焊适用范围要求。
4.1.2焊剂:焊剂应有出厂合格证。
最常承受HJ431 焊剂,其性能应符合GB5293 碳素钢埋弧焊用焊剂的规定。
建筑工程钢筋电弧焊电渣压力焊检验报告一、引言建筑工程中,钢筋电弧焊和电渣压力焊是常用的钢筋连接方法。
为了确保钢筋焊接质量符合规范要求,进行了相应的检验。
本报告将对钢筋电弧焊和电渣压力焊进行检验,并分析结果。
二、钢筋电弧焊检验钢筋电弧焊是将两根钢筋通过电弧焊接在一起的方法。
检验采用非破坏检验方法,主要包括外观检查、尺寸检查和焊缝质量评定。
1.外观检查通过对焊接部位的外观进行检查,判断焊缝的焊接质量。
焊缝应呈现均匀、连续、无明显裂纹、夹渣、气孔等缺陷。
2.尺寸检查对焊接部位的尺寸进行检查,包括焊缝宽度、高度以及间距等。
3.焊缝质量评定根据焊缝的外观和尺寸检查结果,评定焊缝的质量等级。
常见的质量等级有合格、不合格和待定。
三、电渣压力焊检验电渣压力焊是利用电流加热钢筋两端,同时施加压力使其熔化,然后冷却凝固的方法。
检验采用破坏性检验方法,主要包括抽样、拉伸试验和弯曲试验。
1.抽样根据规定的抽样数量和位置,在焊接接头处进行抽样,保证样品的代表性。
2.拉伸试验将样品放入拉伸试验机中,施加拉应力使其断裂,通过测量断裂前后的载荷和变形,确定钢筋焊接强度。
3.弯曲试验将样品放入弯曲试验机中,施加弯矩使其弯曲,通过观察样品的断裂形态,判断焊接质量。
四、检验结果分析通过钢筋电弧焊和电渣压力焊的检验,得到以下结果:1.钢筋电弧焊:外观检查结果显示焊缝表面均匀、无裂纹、夹渣和气孔,符合质量要求;尺寸检查结果显示焊缝尺寸满足规范要求,无偏大或偏小现象。
因此,钢筋电弧焊合格。
2.电渣压力焊:拉伸试验结果显示焊接强度满足规范要求,弯曲试验结果显示样品断裂形态符合要求。
因此,电渣压力焊合格。
综上所述,钢筋电弧焊和电渣压力焊的检验结果均符合规范要求,具备良好的焊接质量。
五、结论通过钢筋电弧焊和电渣压力焊的检验,确认其焊接质量符合规范要求,可以满足建筑工程对钢筋连接强度和稳定性的要求。
在日常施工中,应严格按照规范进行焊接操作,并进行必要的检验,确保焊接质量。
钢筋机械连接直螺纹丝头加工质量检验记录表
单位(子单位)工程名称分部(子分部)
工程名称
分项工程
名称
施工单位项目负责人检验批容量
钢筋牌号及直径(mm)
分包单位分包单位项目
负责人
检验批部位
施工依据《钢筋机械连接技术规程》
JGJ 107—2010
验收依据
《钢筋机械连接技术规程》
JGJ 107—2010
检验项目量具名称检验要求最小/实际抽
样数量
检查记录
检查结
果
1 外观质量目测牙形饱满,牙顶宽度超过0.25p 的秃牙部分,其累计长度不宜超过一个螺纹周长
2 丝头长度专用量具丝头长度应满足企业标准中产品设计要求,公差应为0~2.0p
3 螺纹中径通端螺纹环规
能顺利旋入螺纹
并达到旋合长度止端螺纹环规
允许环规与端部
螺纹部分旋合,
旋入量不得超过
3p
施工单位检查结果专业工长:
项目专业质量检查员:
年月日
监理单位
验收结论
专业监理工程师:
年月日抽检数量为检验批容量的10%,检验合格率不应小于95%。