过程检验卡片
- 格式:xls
- 大小:44.50 KB
- 文档页数:1
123过程检验报告单
MZ/QP1001-01
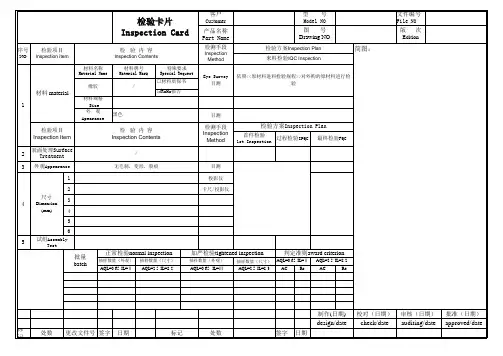
车间名称:生产批号: 当班产量: 检验日期:对于重大质量事件(针对现场的改进措施)质量部应组织相关部门的人员进行原因分析并制定纠正措施以防止再发,质量部负责确认责任部门的改进措施实施效果.
检验员签名(日期): 车间主管签名(日期): 质连部主管签名(日期):填表说明:
负责质量的人员(检验员或班组长)应严格按本卡片要求实施过程检验并记录,发现导常情况应按反应计划规定采取措施;对特殊性项目采用控制图进行现场质量控制;负责质量的人员应记录过程中发生的故障并作出评审处置意见,如不能确定应通知质技部主管一起处置(必要时可召集客户部共同作出评审处置意见;。